



已知挡块半成品加工零件图(见图3-16),要求在工作台平面X/Y两轴联动的立式铣床上进行加工。
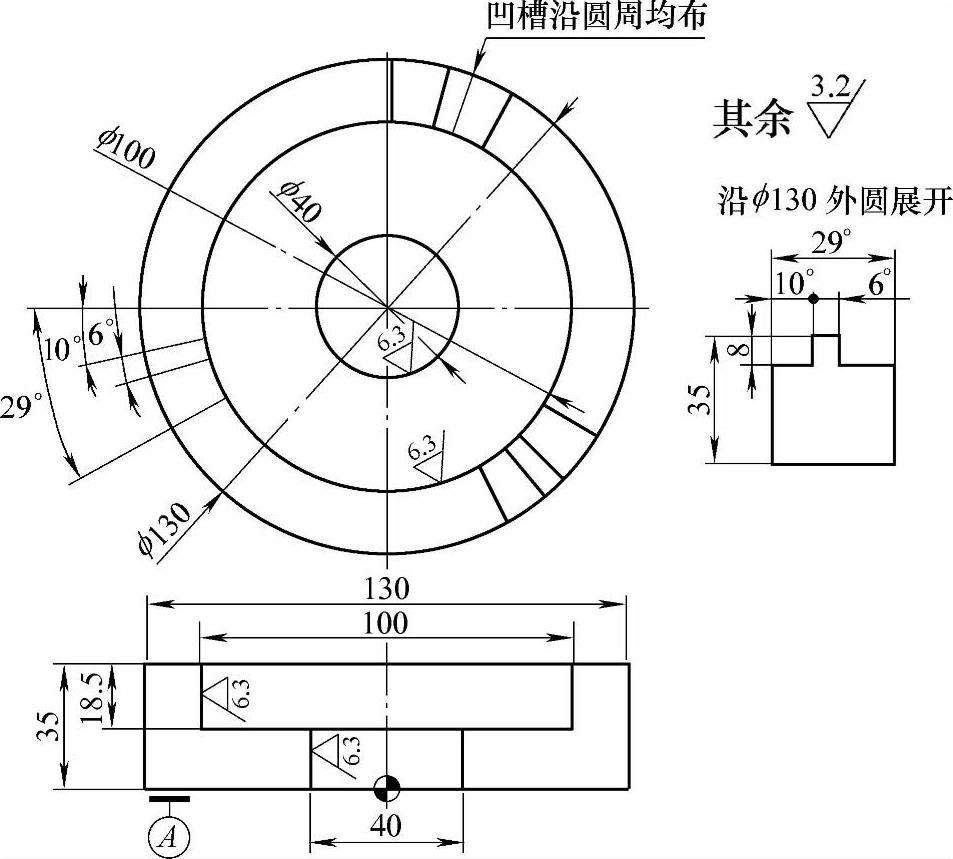
图3-16 挡块零件图
编程条件如下:
1)使用直径为8mm的平底铣刀对环形凹槽粗加工,加工余量为0.2mm,主轴转速为1500r/min,切削速度为400mm/min;
2)以基准面A的φ130圆心为编程原点,按逆时针方向走刀,进刀退刀点坐标为(0,0,50),从第三象限开始加工,要求一次走刀完成全部凹槽粗加工,中间不抬刀;
3)要求以最短的路径完成凹槽粗加工,使用刀具半径补偿(地址为D01)和CAM功能写出第三象限凹槽的加工程序。
1.零件分析
该零件为半成品,根据要求一次走刀完成加工,应采用轮廓线精加工,拾取此轮廓为刀具走刀轨迹,用两点线段最短的原理设计一个既符合条件又较为简便的加工方法。
2.操作步骤
(1)绘制加工边界线
在曲线生成工具栏,单击相关线按钮 ,在弹出的立即菜单中选择“实体边界”,绘制出加工边界线,如图3-17a所示;在曲线生成工具栏,单击直线按钮
,在弹出的立即菜单中选择“实体边界”,绘制出加工边界线,如图3-17a所示;在曲线生成工具栏,单击直线按钮 ,在弹出的立即菜单中选择“两点线”、“单个”、“非正交”方式,绘制出加工边界线,如图3-17b所示。
,在弹出的立即菜单中选择“两点线”、“单个”、“非正交”方式,绘制出加工边界线,如图3-17b所示。
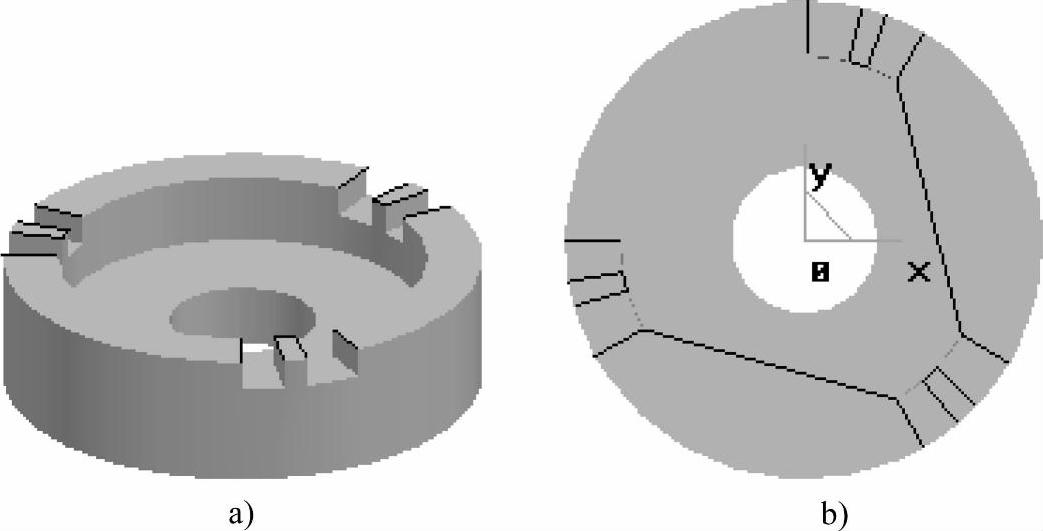
图3-17 绘制加工边界线
a)“拾取边界” b)“绘制直线”
(2)加工——轮廓线精加工
1)参数设置:
选择轮廓线精加工命令 ,填写加工参数,如图3-18所示,刀具参数如图3-19所示,其他参数设定见表3-3。全部填写完毕后,选择确定或悬挂按钮。
,填写加工参数,如图3-18所示,刀具参数如图3-19所示,其他参数设定见表3-3。全部填写完毕后,选择确定或悬挂按钮。
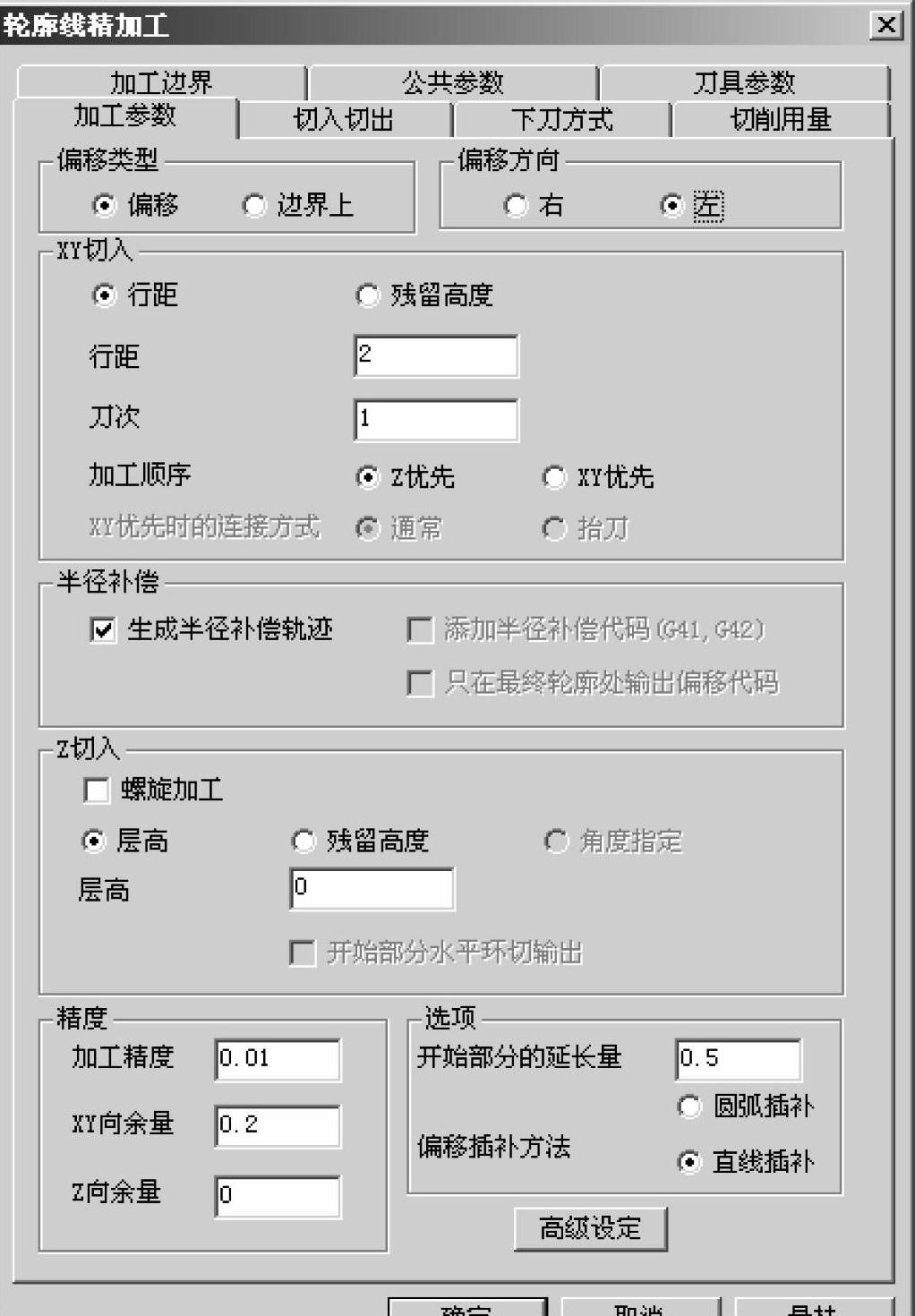
图3-18 填写“轮廓线”加工参数
表3-3 轮廓线精加工参数
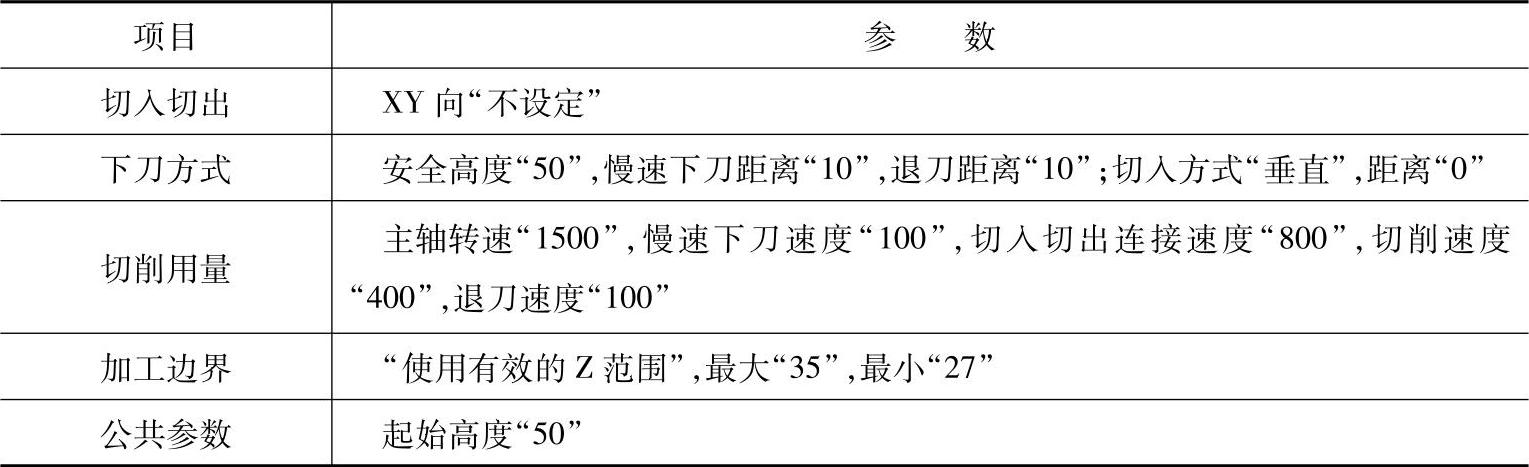
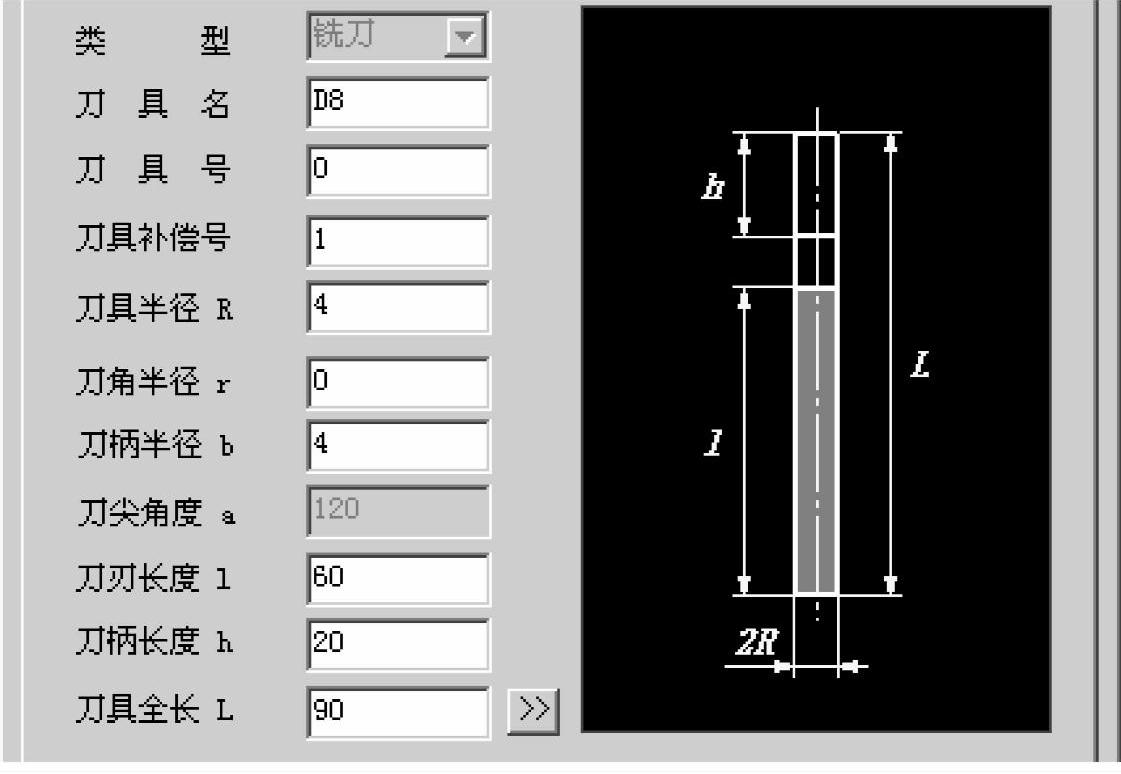
图3-19 填写“轮廓线精加工”刀具参数
2)操作过程:
根据提示栏的提示进行操作,“拾取轮廓”,确定链搜索方向,单击右键确认;继续拾取轮廓及搜索方向,拾取顺序及搜索方向如图3-20所示;拾取完毕,单击右键,状态栏显示处理曲面信息及计算轨迹进度,计算结束后,生成精加工轨迹,如图3-21所示。
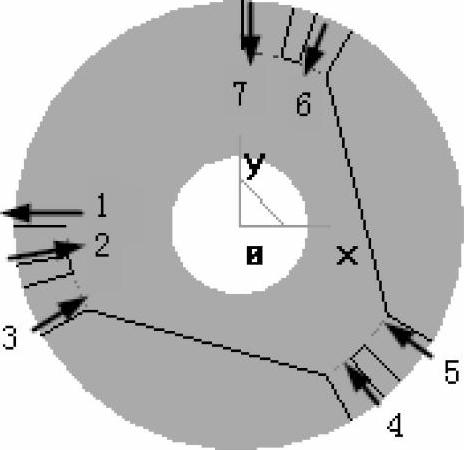
图3-20 拾取轮廓及搜索方向
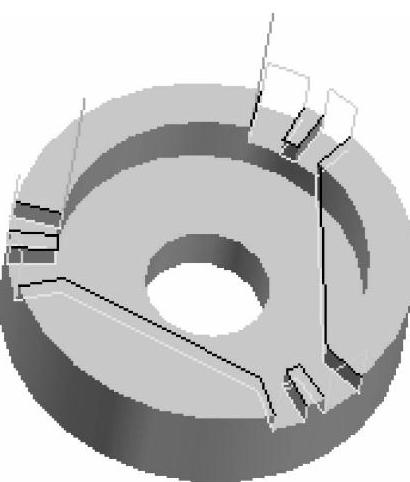
图3-21 加工轨迹
(3)后置处理及生成G代码
1)机床后置:
在加工管理树窗口中,双击机床后置,机床信息参数如图3-22所示,后置设置参数如图3-23所示。
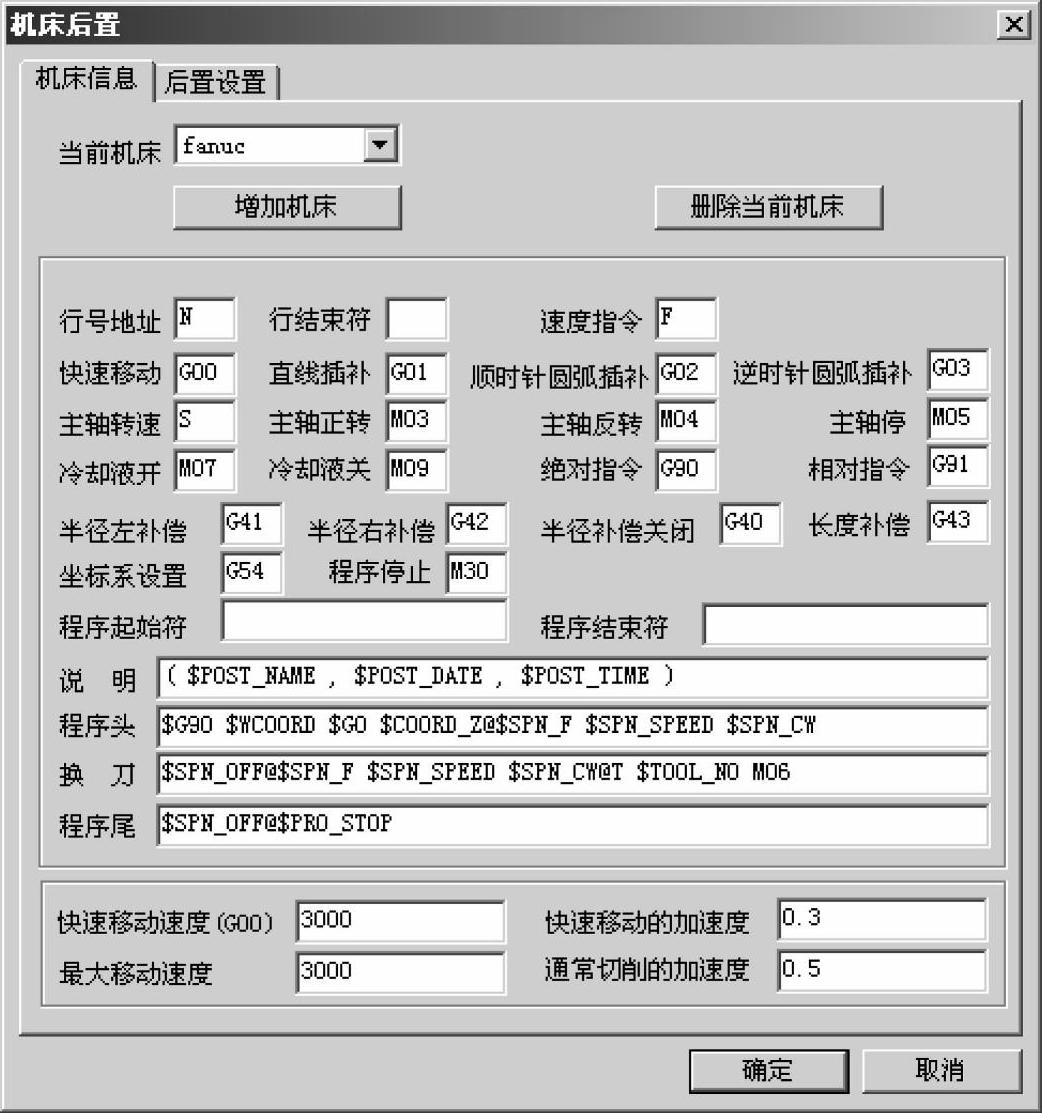
图3-22 机床信息设置
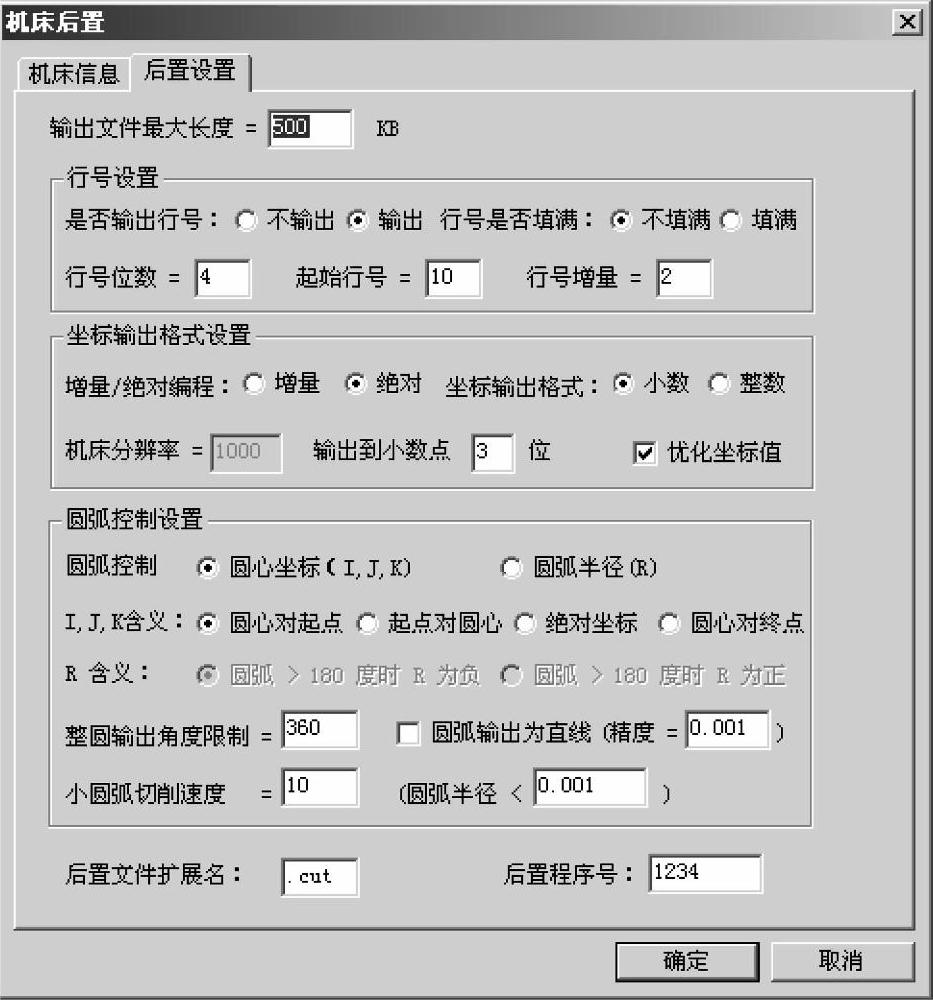
图3-23 机床后置设置
2)生成G代码:
在轨迹树窗口单击鼠标右键,弹出快捷菜单,选择后置处理→生成G代码,弹出“选择后置文件”对话框,如图3-24所示;选择文件的保存路径,输入文件名“O1234”,单击保存按钮。
在提示栏系统提示“拾取刀具轨迹”,在轨迹树或绘图区拾取加工轨迹,单击右键,生成凹槽精加工G代码。
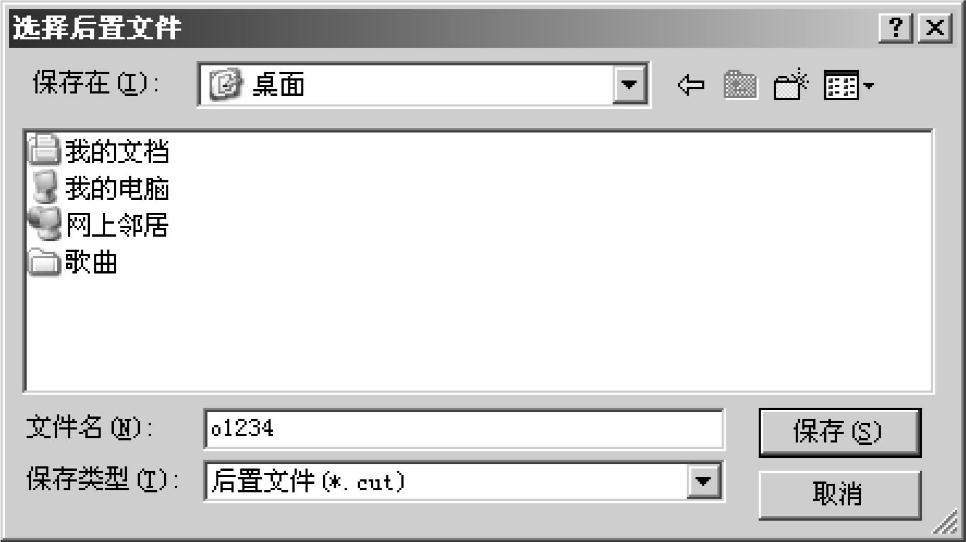
图3-24 选择后置文件对话框
(4)第三象限G代码(https://www.xing528.com)
在生成的G代码为加工所有凹槽的完整G代码。若要生成第三象限G代码,可使用轨迹编辑→轨迹裁剪对加工轨迹进行剪裁。
绘制剪刀线如图3-25所示,单击加工→轨迹编辑→轨迹裁剪,弹出轨迹编辑立即菜单,立即菜单设置如图3-26所示。
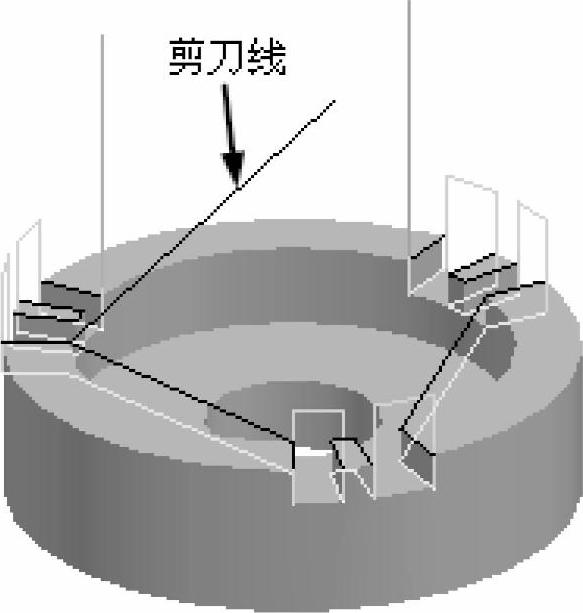
图3-25 绘制剪刀线
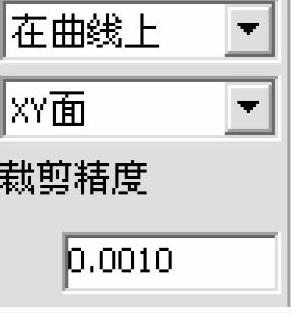
图3-26 “轨迹编辑”立即菜单
按提示栏的提示进行操作,“拾取刀具轨迹”,“拾取剪刀线”,“确定链搜索方向”,单击右键,“拾取箭头方向(需保留部分)”,结果如图3-27所示。
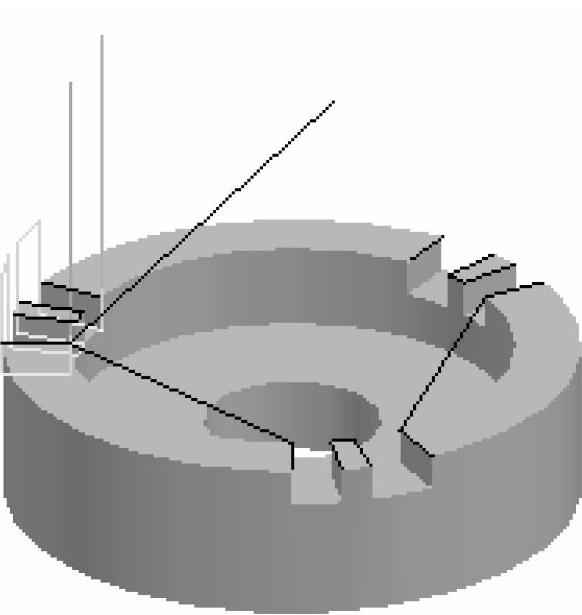
图3-27 第三象限加工轨迹
生成第三象限G代码操作过程同(3)下面的2)所述,第三象限加工程序如下:
N10 G90 G54 G00 Z100.000;
N12 S1500 M03;
N14 X-49.500 Y-0.200 Z100.000;
N16 Z37.000;
N18 G01 Z27.000 F100;
N20 X-50.000 F800;
N22 X-65.000 F400;
N24 X-65.500 F800;
N26 Z37.000 F100;
N28 G00 Z50.000;
N30 X-64.540 Y-11.177;
N32 Z37.000;
N34 G01 Z27.000 F100;
N36 X-64.047 Y-11.090 F800;
N38 X-49.078 Y-8.451 F400;
N40 X-49.043 Y-8.648;
N42 G03 X-47.871 Y-13.727 I49.043 J8.648;
N44 G01 X-47.816 Y-13.919;
N46 X-62.427 Y-18.109;
N48 X-62.908 Y-18.246 F800;
N50 Z37.000 F100;
N52 G00 Z50.000;
N54 X-57.385 Y-31.580;
N56 Z37.000;
N58 G01 Z27.000 F100;
N60 X-56.947 Y-31.338 F800;
N62 X-43.779 Y-24.038 F400;
N64 Z37.000 F100;
N66 G00 Z100.000;
N68 M05;
N70 M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。