



完成可乐瓶底凹模的加工,毛坯尺寸为100mm×100mm×50mm,材料为P20钢。可乐瓶底凹模造型如图3-7所示。
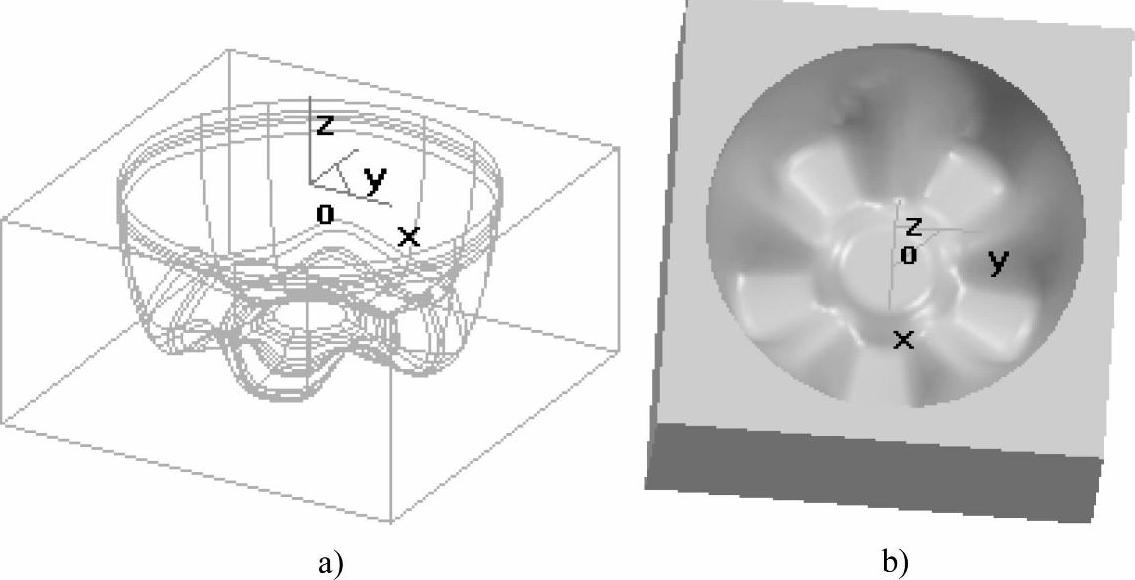
图3-7 可乐瓶底线架图及造型图
1.零件分析
可乐瓶底由一张复杂曲面和底部一个小平面组成,如图3-7所示。零件的整体形状比较陡峭,可以采用等高线粗、精加工来完成可乐瓶底的加工。因为可乐瓶底凹模具有较深的型腔,所以还可采用插铣式粗加工,即用类似钻孔的方式实现零件的粗加工。
可乐瓶底底部角落的最小半径为6mm,因此可以用半径为6mm的刀具做插铣式粗加工,用半径为5mm的球头刀完成等高线精加工。
加工原点:可乐瓶底顶部中心为坐标原点。
安全高度:因可乐瓶底凹模最高点Z坐标为0,所以安全高度设为30mm,起始点坐标为(0,0,30)。
2.加工步骤
1)插铣式粗加工采用直径为12mm的球头刀具。
2)等高线精加工采用直径为10mm的球头刀具。
3.插铣式粗加工
(1)定义毛坯
单击“加工管理卡片”中 ,在特征管理树中双击图标
,在特征管理树中双击图标 ,弹出“定义毛坯”窗口,选择“参照模型”方式,单击
,弹出“定义毛坯”窗口,选择“参照模型”方式,单击 按钮,生成毛坯大小和基准点位置,单击
按钮,生成毛坯大小和基准点位置,单击 按钮,完成毛坯设置,如图3-8所示。
按钮,完成毛坯设置,如图3-8所示。
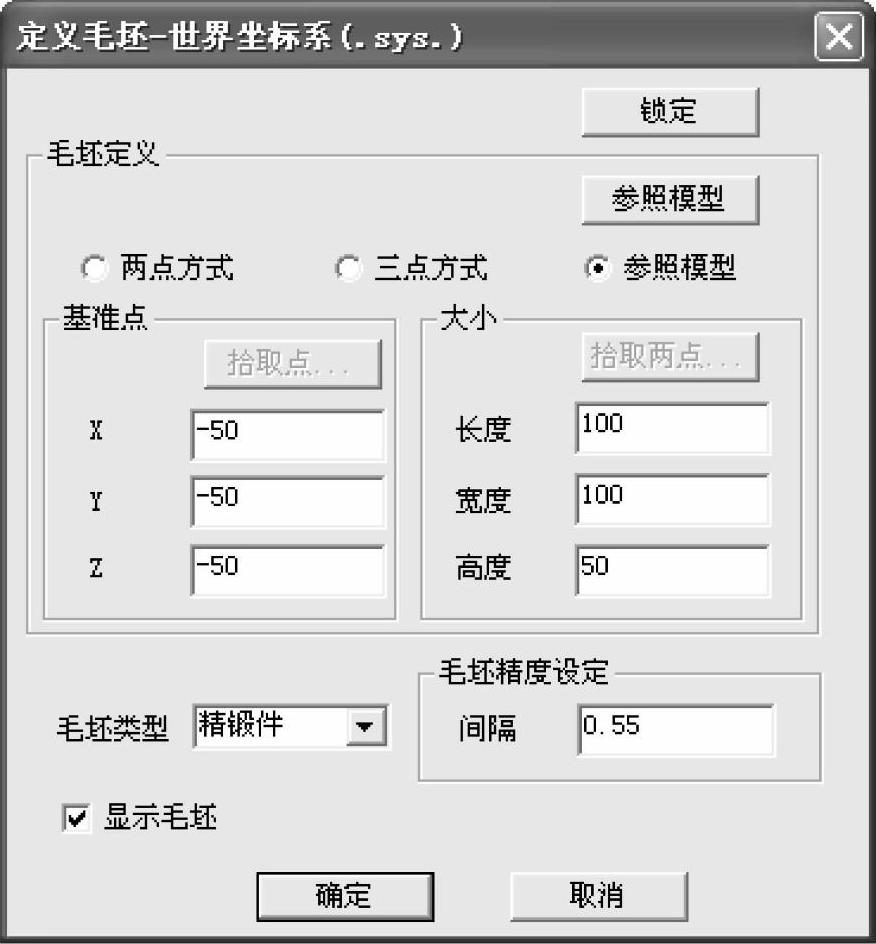
图3-8 可乐瓶底毛坯尺寸及位置
(2)加工过程及参数设置
单击插铣式粗加工按钮 ,弹出“插铣式粗加工”对话框,加工参数设置如图3-9所示,其他参数设置见表3-1。
,弹出“插铣式粗加工”对话框,加工参数设置如图3-9所示,其他参数设置见表3-1。
表3-1 可乐瓶底粗加工参数设置
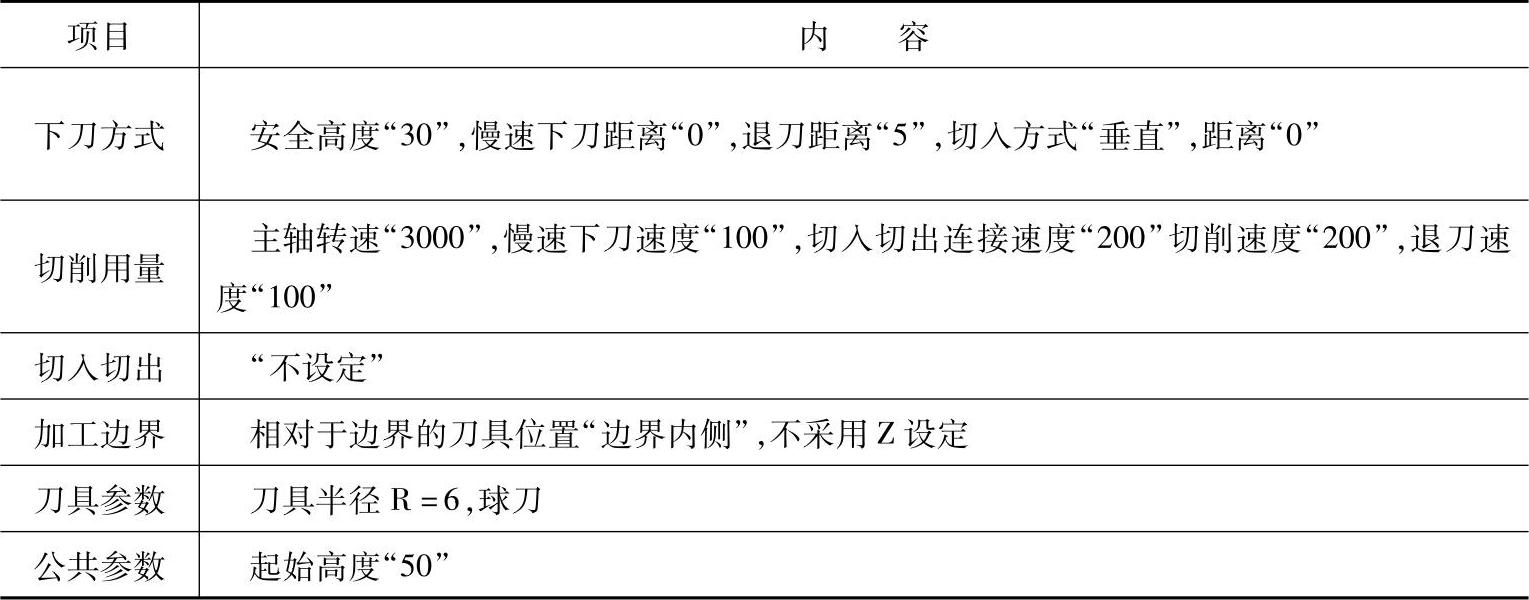
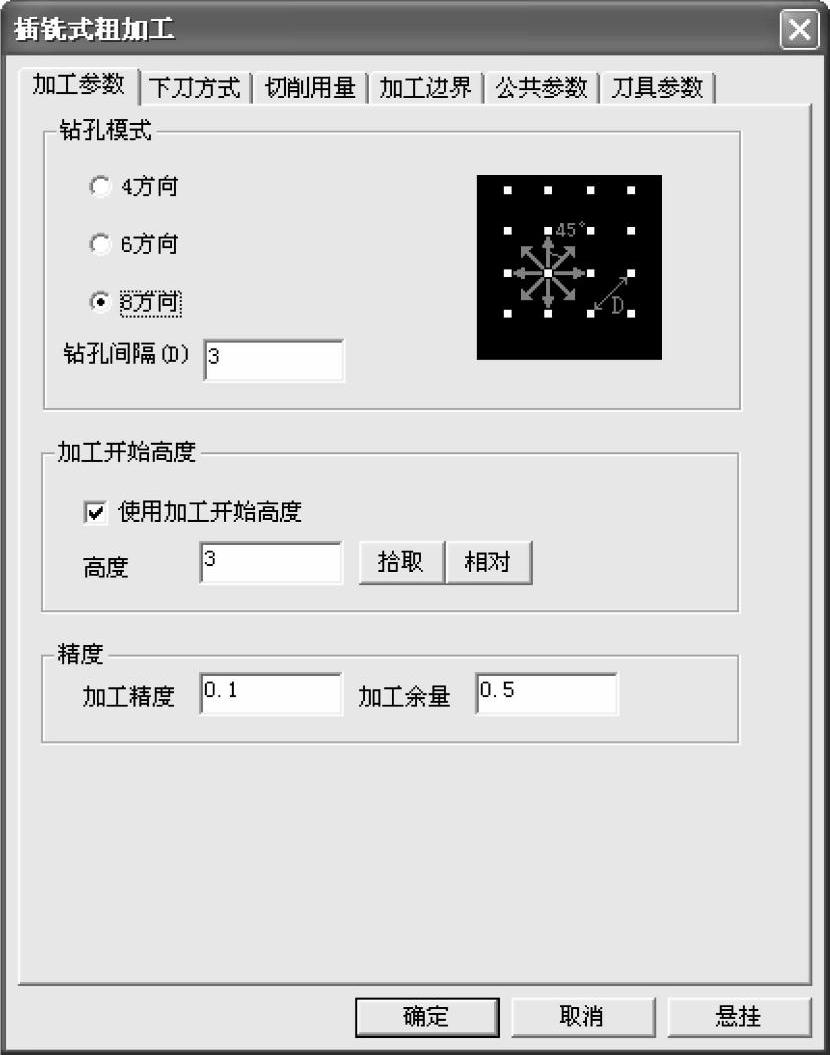
图3-9 插铣式粗加工“加工参数”设置
(3)生成轨迹
参数设置完毕,单击确定或悬挂按钮,系统提示“拾取加工对象”,单击实体,右击确认;“拾取加工边界”如图3-10所示;确定链索方向,右击确认。生成加工轨迹如图3-11所示。(https://www.xing528.com)
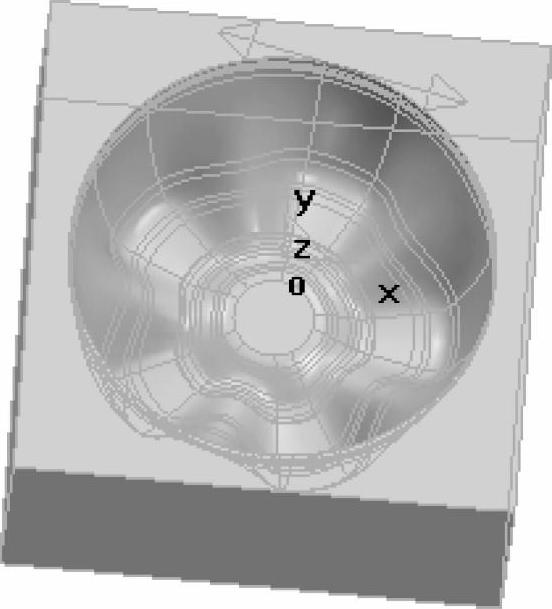
图3-10 拾取加工边界示意图
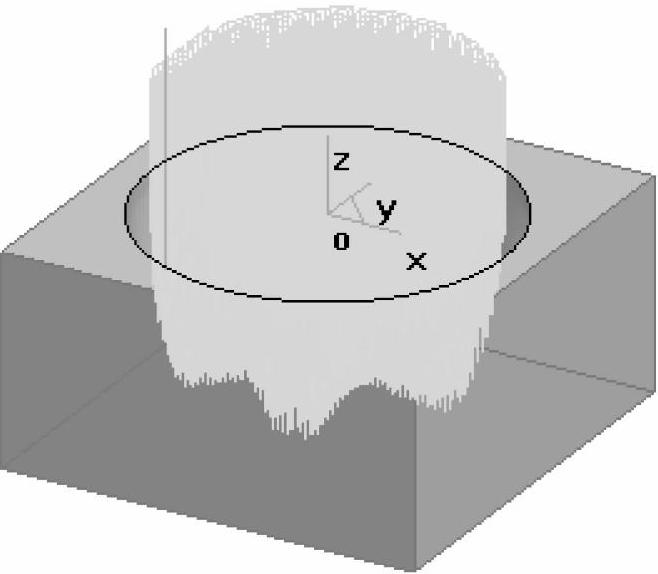
图3-11 插铣式粗加工轨迹
4.等高线精加工
(1)加工过程及参数设置
单击等高线精加工按钮 ,弹出“等高线精加工”对话框,加工参数1设置如图3-12所示,加工参数2设置如图3-13所示,其他参数设置见表3-2。
,弹出“等高线精加工”对话框,加工参数1设置如图3-12所示,加工参数2设置如图3-13所示,其他参数设置见表3-2。
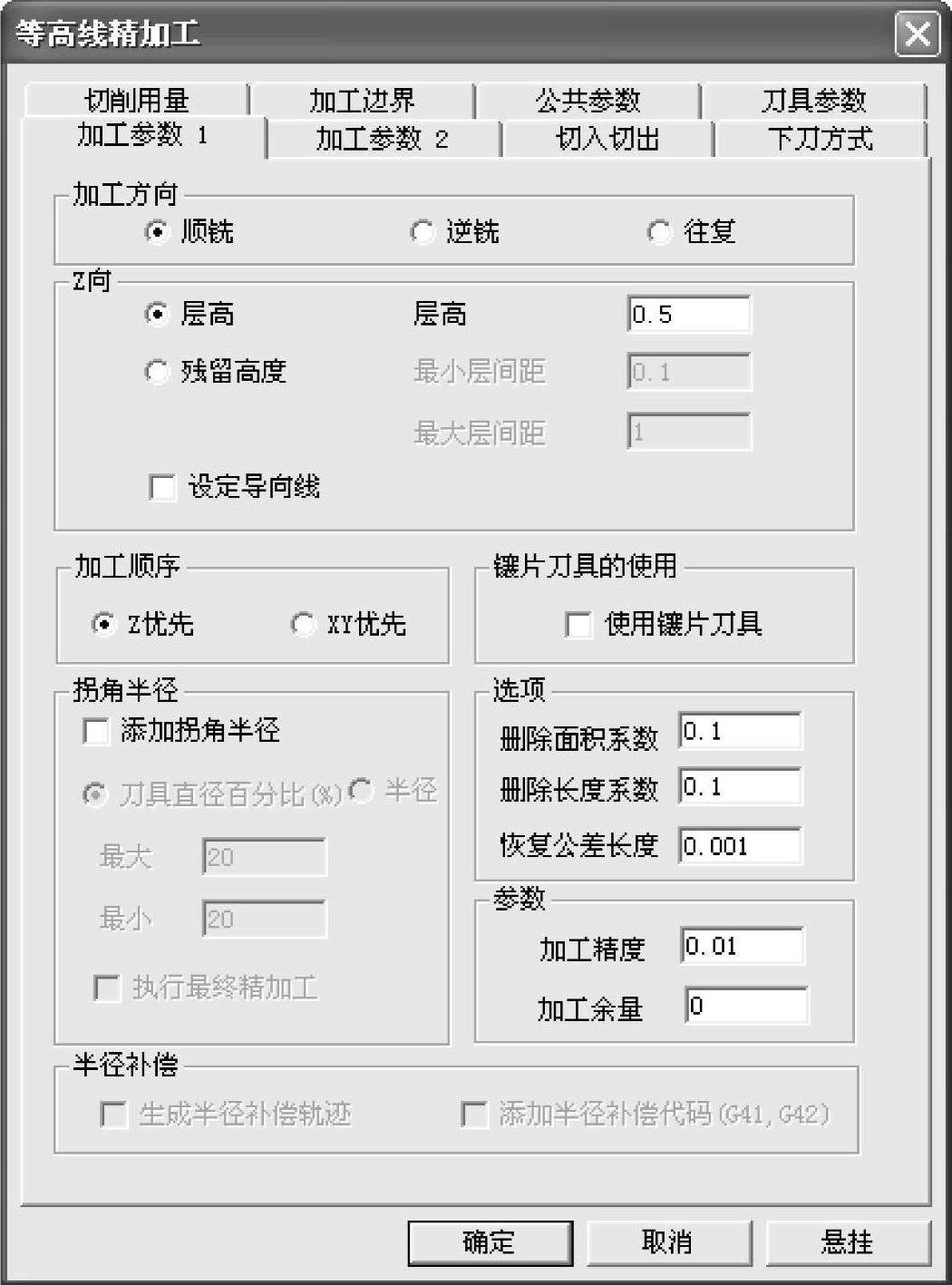
图3-12 等高线精加工“加工参数1”设置
表3-2 可乐瓶底精加工参数设置
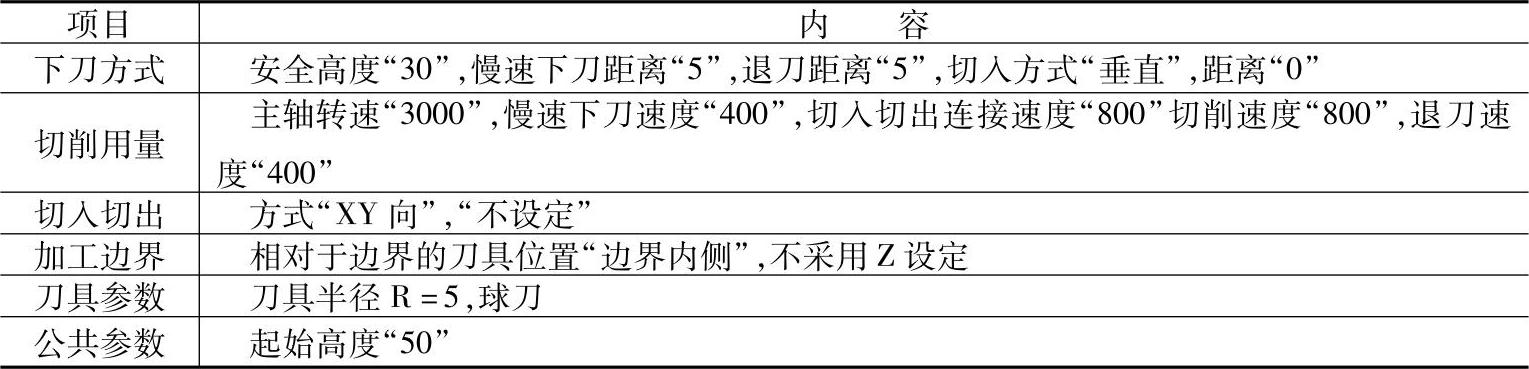
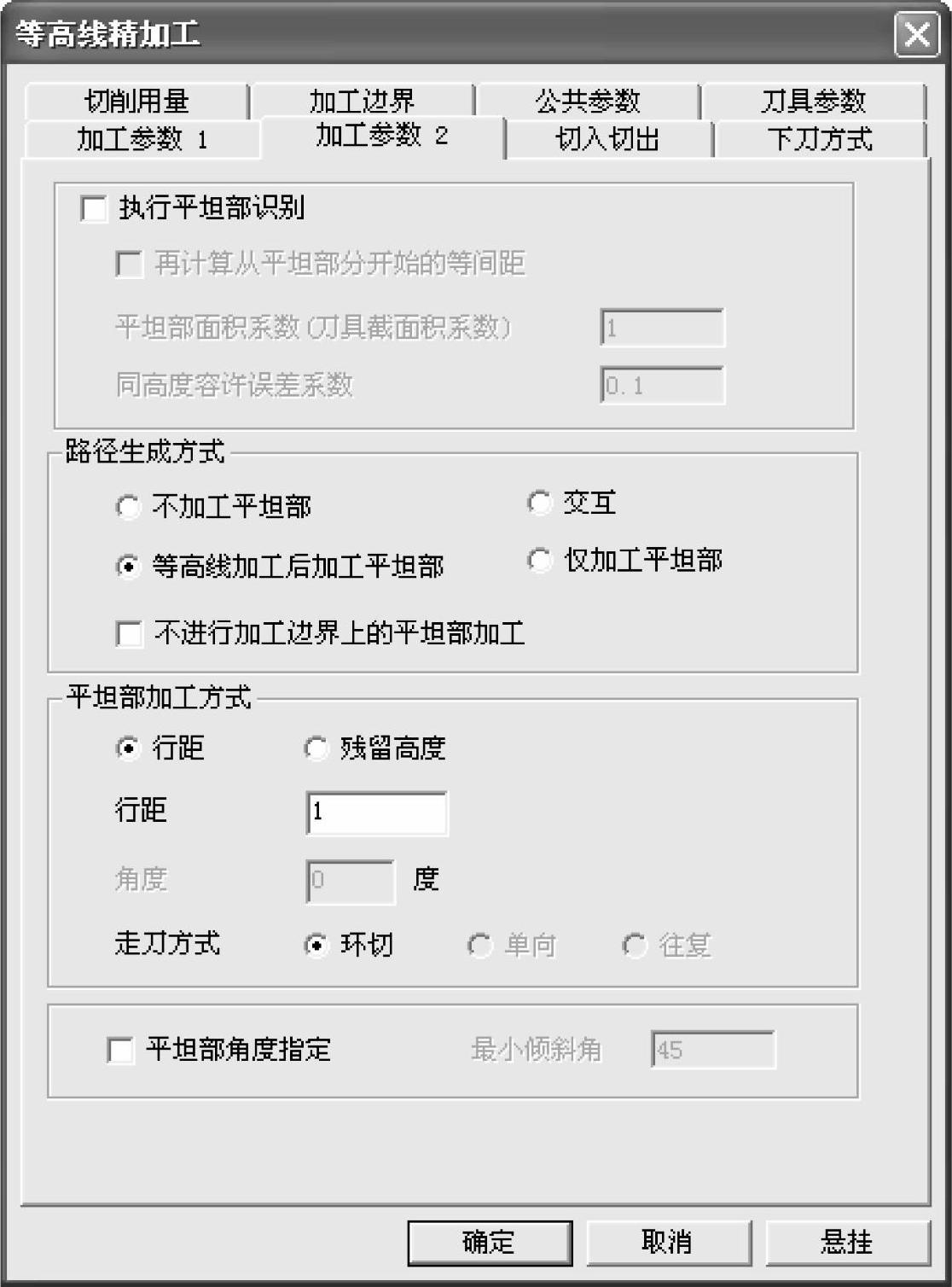
图3-13 等高线精加工“参数设置2”
由于是精加工,所以图3-12中的加工方向选择“顺铣”;加工顺序由于只有一个型腔,所以采取“Z优先”和“XY优先”的结果是一样的;由于选用的是球刀,所以不勾选“使用镶片刀具”,使用该选项是用来保护镶片刀具的底部的。
因为可乐瓶底底部局部平坦,故“路径生成方式”选择为“等高线加工后加工平坦部”。
(2)生成轨迹
参数设置完毕,单击确定或悬挂按钮,系统提示“拾取加工对象”,单击实体,右击确认;“拾取加工边界”如图3-10所示;确定链索方向,右击确认。生成加工轨迹,隐藏插铣式粗加工轨迹,如图3-14所示。
5.仿真结果
粗加工和精加工后的仿真结果如图3-15所示。
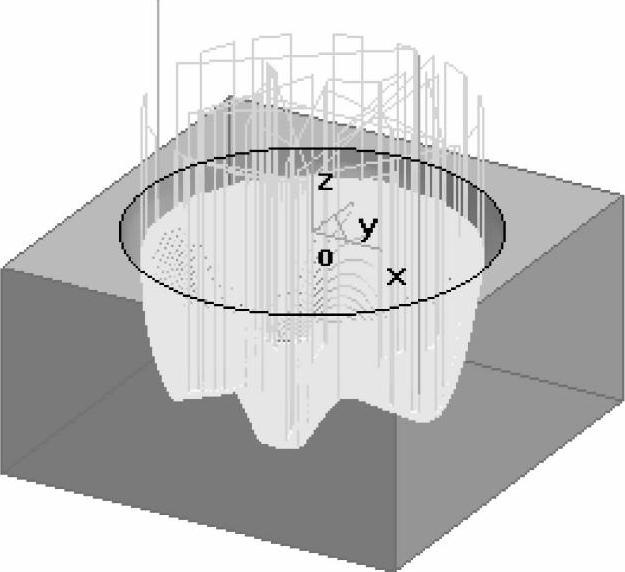
图3-14 等高线精加工轨迹
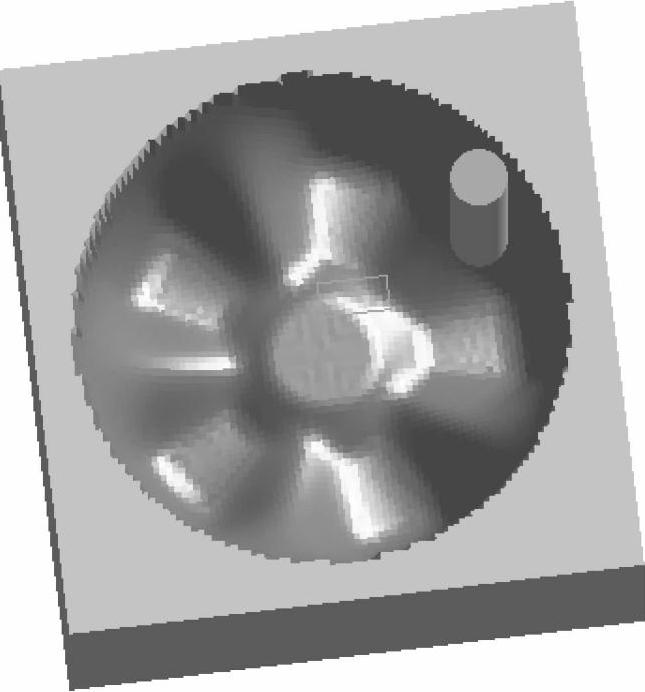
图3-15 加工仿真结果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。