



空间曲线用三轴直线联动插补逼近。如果空间曲线是由平面曲线旋转时,可按平面曲线计算,再经旋转得到空间曲线。下面以球面上圆弧槽的加工为例进行说明,零件如图2-34所示。
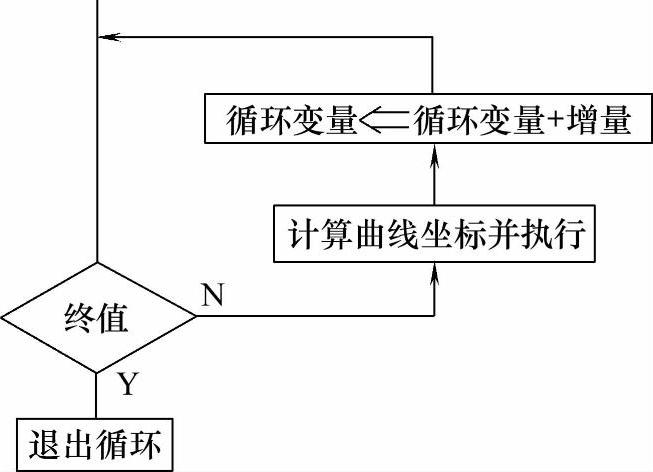
图2-33 程序循环框图
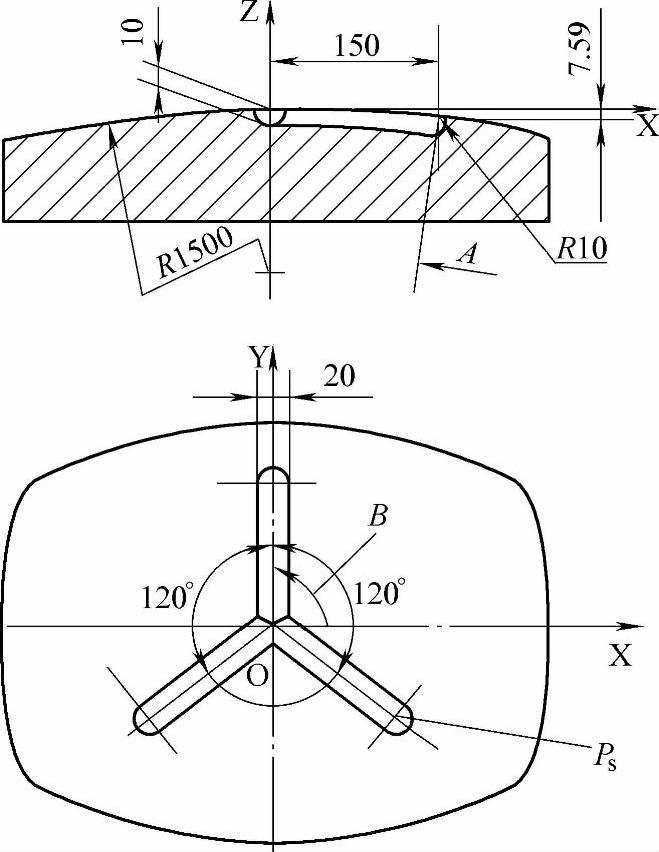
图2-34 球面上的圆弧槽
用球R10球头刀按刀心编程加工出圆弧槽。
如果有转台,可把槽回转到平行于坐标轴的平面内,用G18或G19平面的圆弧插补加工所要求的槽。
如果系统有空间圆弧插补功能,则用空间圆弧插补功能直接加工。
下面用宏程序编程,加工出空间圆弧轮廓。
首先把圆弧假想为在+X上的圆弧槽,然后再回转到三个位置上,即90°、210°、330°的位置上。
从PS点开始加工,按直线逼近至O点,PS点的角度为A,终点为90°,按逼近误差算出增量ΔA。计算结果,A角的初始值为84.261°按逼近误差0.001mm算出角度增量为0.066°。
圆弧在XY平面上的位置角度为B,B=90°、210°、330°。
程序如下:
1)主程序:
O2000;
G00 G90 X0 Y0;
G43 H03 Z50.0 S300 M03 M08 D23;球头刀半径由D23指定
G65 P2001 B90.0;加工90°的圆弧
G65 P2001 B210.0;加工210°的圆弧
G65 P2001 B330.0;加工330°的圆弧
G28 G49 Z150 M05 M09;
M30;
2)宏程序本体(https://www.xing528.com)
O2001;
#1=84.261;圆弧槽角度初值,终值为90°,不设变量
#3=0.066;角度增量
#18=1500.0;球面半径
#7=#[2000+#4107];球头刀具半径
#4=150.0;圆弧槽长初值
#27=#4*COS[#2];圆弧槽起点的X坐标值
#28=#4*SIN[#2];圆弧槽起点的Y坐标值
#29=#18*[SIN[#1]-1.0]-#7;Z轴坐标值,刀具点在底部
3)当#1为初值时,为圆弧槽的起点Z坐标值初始点
G90 G00 X#27 Y#28;Z3.0;
G01 Z#29 F20;
WHILE [#1 LT 90.0] GO 1;直线逼近圆弧槽
#26=#18*[SIN[#1] -1.0] -#7;垂直方向刀位点的值
#23=#18*COS[#1];槽的水平投影
#24=#23*COS[#2];槽的X坐标值
#25=#23*SIN[#2];槽的Y坐标值
G01 X#24 Y#25 Z#26 F40;
#1=#1+#3;
END 1;
G00 Z50.0;
M99;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。