



由于在一平面上,平面非圆曲线轮廓,可以用两轴直线联动起来加工。下面以阿基米德螺旋槽型凸轮零件为例,介绍此类零件的编程方法。
零件如图2-32所示。凸轮曲线由两段阿基米德螺旋线和半径为15mm和30mm的两段圆弧线组成。加工时按曲线走刀,用刀具尺寸保证槽宽要求。
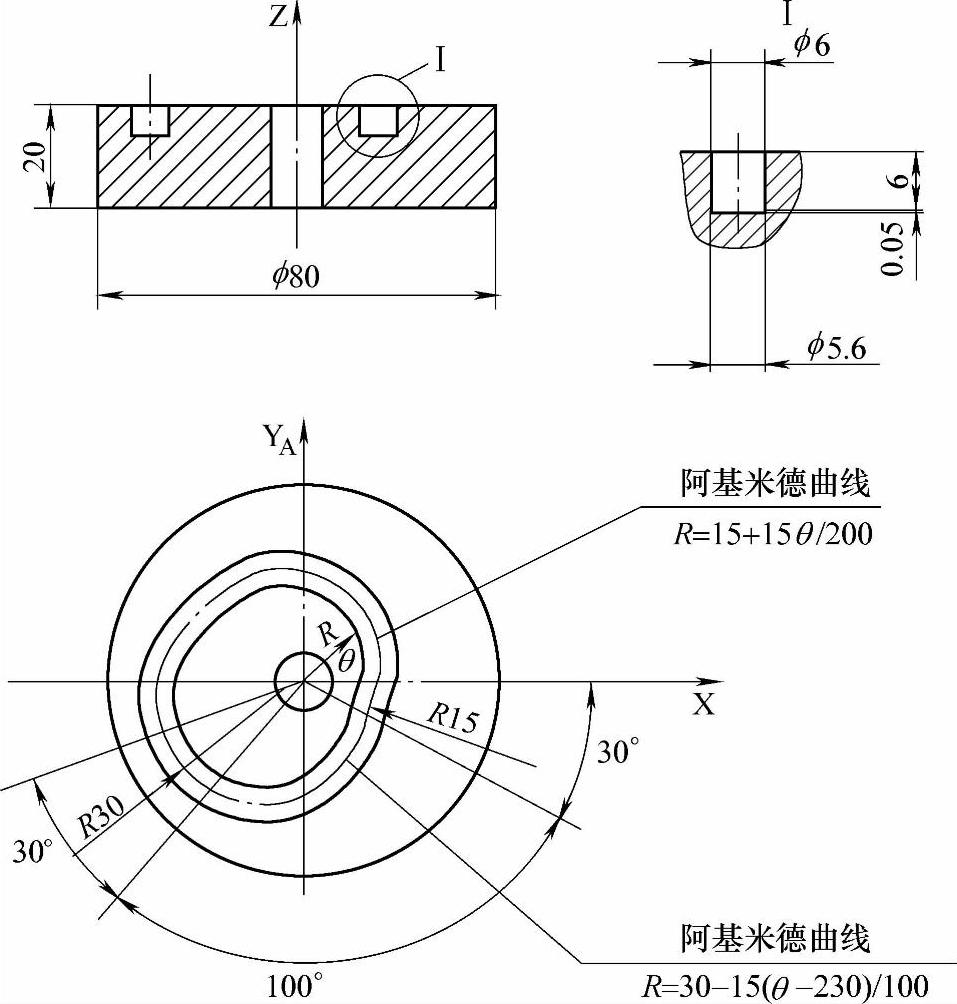
图2-32 阿基米德螺旋线槽形凸轮
采用子程序O1080来描述曲线轮廓。从+X向曲线处进刀,当刀具下到槽底时,调用子程序进行加工。阿基米德螺旋线,以角度为自变量,按公式计算出向径再转换成直角坐标。第一段阿基米德螺旋线,θ=0~200°,向径计算公式为R=15+15θ/200;即R=15~30mm;第二段阿基米德螺旋线,θ=230°~330°,向径计算公式为R=30-15(θ-230)/100,即R=30~15mm。其余两段均为30°的圆弧。程序如下:
O1080;
#1=0;第一段阿基米德螺旋线角度初值
#2=200.0;角度终值
#3=0.1;角度增量(假定值)
WHILE [#1 LT #2] DO 1;加工第一段阿基米德螺线
#4=15.0*[1+#1/#2];计算向径
N1 G90 G01 X [#4*COS[#1]]Y[#4*SIN[#1];
#1=#1+#3;
END 1;
G90 G01 X[30.0*COS[200.0]]Y[30.0*SIN[200.0]];第一段阿基米德
螺线终点值
N2 G03 X[30.0*COS[230]]Y[30.0*SIN[230.0]] R30.0;加工R30(https://www.xing528.com)
圆弧,到第二段阿基米德螺线
#5=230.0;第二段阿基米德螺线初值
#6=330.0;角度终点
#7=0.05角度增量(假定值)
WHILE[#5 LT #6] DO1;
#8=30.0-15.0*[#5-230.0]/100.0;计算向径
N3 G01 X[#8*COS[#5]] Y[#8*SIN[#5]];
#5=#5+#7;
END1;
G01 X[15.0*COS[330.0]] Y15.0*SIN[330.0];第二段阿基米德螺旋线终点值
N4 G03 X15.0 Y0 R15.0;加工R15.0圆弧到下刀处,整个曲线加工完
M99;
实际运行下来,第一段阿基米德螺线用2000段直线逼近,第二段阿基米德螺线也用2000段直线逼近。读者可以设想,若用ISO代码编程,4000段程序的工作量是很大的,若用CAM编程,程序调用工作量也是很大的。即使用圆弧逼近,程序还是较长,也不直观。
用宏程序编程,只要修改角度增量,即可改变直线逼近的线段长度来满足加工精度的需要。还可以看到,宏程序的灵活性。
循环程序的编制框图如图2-33所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。