



用B类型宏程序编写图2-30所示的零件型腔的精加工程序。

图2-30 零件型腔零件图
1.加工方法分析
零件中AB是一段椭圆型腔;CD是一段圆形型腔;BC段如果用垂直于Z轴的平面与之相截,则每一个截面都是椭圆,而且每层椭圆的长、短轴不一样,在最高点C处,椭圆的长、短轴相等,此时的椭圆变为一个直径为140mm的圆。
椭圆的参数方程式如图2-31所示。BC段的关键是找出每个截面上椭圆的长、短轴,根据图2-30所示可知,B层截面上的椭圆长、短轴为50mm、30mm;C层界面上为一个直径为140mm的圆;BC在Z方向的高度为44mm,且BC段椭圆的长、短轴呈线性变化。因此,可知在BC段的Z方向每上升1mm,椭圆的长轴、短轴分别增加20mm/44、40mm/44。
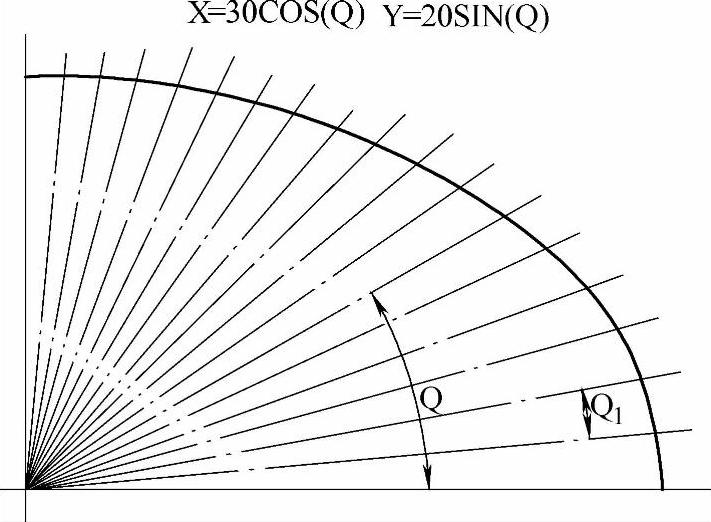
图2-31 椭圆的参数方程
椭圆加工可设角度Q的自变量在[0°,360°]内,当Q=360°时,跳出循环;BC段加工可设层高Z为自变量,在每一层高均完成一个椭圆的加工,当Z到达C点时,跳出循环。
2.参考程序
O0001;
N10 G90 G94 G40 G21 G17 G54;主程序名
N20 G91 G28 Z0;程序初始化
N30 G90 G00 X0 Y0;程序的开始部分
N40 S2000 M03;
N50 M08;切削液关
N60 G01 Z-56 F100;
N70 G70 M98 P11;调用11号程序精加工AB段椭圆
N80 G01 Z-50;
N90 M98 P12;调用12号程序精加工BC段椭圆
N100 G00 Z100;
N110 M05;主轴停转
N120 M09;切削液关
N130 M30;主程序结束
O11;AB段椭圆精加工子程序
N10 #100=0;#101=50;#102=30;参数设定部分(https://www.xing528.com)
N20 G90 Z-56 F80;
N30 #103=#101*COS[#100];
N40 #104=#104*SIN[#100];
N50 G90 G41 G01 X#103 Y#104 D01 F200;以小直线方式拟合椭圆外形
N60#100=#100+0.5;椭圆方程微分到0.5°
N70 IF[#100 LE 360] GOTO 30;条件判断
N80 G40 G01 X0 Y0;取消刀具半径补偿
N90 M99;子程序结束
O12;BC段椭圆精加工子程序
N10 #100=0;#101=50;#102=30;#104=-50;参数设定部分
N20 G01 Z#104;
N30#100=0;
N40 #105=#101+#103*20/44;各层椭圆X轴计算
N50 #106=#102+#103*40/44;各层椭圆Y轴计算
N60 #107=#105*COS[#100];椭圆上点的计算
N70 #108=#106*SIN[#100];
N80 G90 G41 G01 X#107 Y#108 D01 F200;以小直线方式拟合椭圆外形
N90 #100=#100+0.5;椭圆方程微分到0.5°
N100 IF[#100 LE 360] GOTO 60;条件判断
N110 G40 G01 X0 Y0;取消刀具半径补偿
N120 #103=#103+0.1;参数计算部分
N130 #104=#104+0.1;
N140 IF[#104 LE-6] GOTO 30;条件判断
N150 M99;子程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。