



【摘要】:现在以一个工件的整个加工过程作为一个子程序为例,按多坐标系编程的方式进行说明。子程序为O1003,编程如下:图2-25 多件加工G54;M98 P1003;加工第一件G55;M98 P1003;加工第二件G56;M98 P1003;加工第三件G57;M98 P1003;加工第四件2.坐标系偏移编程若多个工件是安装在夹具上,且彼此之间的距离是已知并固定的,则也可采用坐标系偏移的方法进行编程,如图2-25所示。
在工作台上同时放置多个工件,或在柔性制造单元(FMC)的交换台上放置多个工件时,在加工中,可一把刀具加工完所有工件后换刀,也可全部加工完一个工件后再加工另一个。在编程时,可按加工内容(按刀具或工件)编写子程序。现在以一个工件的整个加工过程作为一个子程序为例,按多坐标系编程的方式进行说明。
如图2-25所示,在一个工作台上同时安装四个工件,设工件坐标系为G54、G55、G56和G57。子程序为O1003,编程如下:
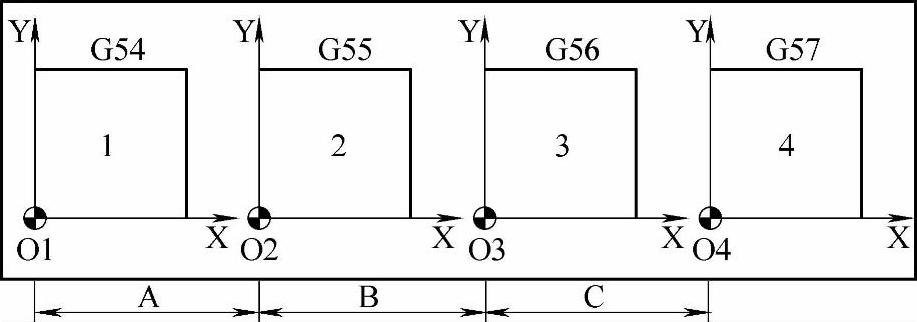
图2-25 多件加工

G54;
M98 P1003;加工第一件
G55;
M98 P1003;加工第二件
G56;
M98 P1003;加工第三件
G57;
M98 P1003;加工第四件

2.坐标系偏移编程
若多个工件是安装在夹具上,且彼此之间的距离是已知并固定的,则也可采用坐标系偏移的方法进行编程,如图2-25所示。(https://www.xing528.com)

G54;
M98 P1003;加工第一件
G00 G90 XA Y_;刀具移动至O2
G92 X0 Y0;设置第二件坐标系原点
M98 P1003;加工第二件,坐标系被偏移
G00 G90 XB Y_;刀具移动至O3
G92 X0 Y0;设置第三件坐标系原点
M98 P1003;加工第三件,坐标系被再次偏移
G00 G90 XC Y_;刀具移动至O4
G92 X0 Y0;设置第四件坐标系原点
M98 P1003;加工第四件,坐标系被再次偏移
G92 X(A+B+C)Y_;当刀具在O4点时,坐标系G54原点移回到O1

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。