



在一个零件上有许多相同的图形,则可以把它看成是一个图形的平移。
1.用重复指令编程
对平移图形,若用重复指令编程,则需先将基本图形用增量值编程。在调用时,对第一个图形先以绝对值指令到达图形原点,再调用基本图形程序进行加工;然后以增量值编程下一个图形原点,并调用基本图形程序;最后重复指令逐一加工出所有图形。
例:槽孔的加工,如图2-24所示。
旋转φ6mm键槽铣刀,刀具长度补偿H01,粗加工刀具半径补偿D01,精加工刀具半径补偿D02。
程序结构如下:

O0001为主程序,重复程序O0004,加工程序O0002,基本图形程序为O0003。
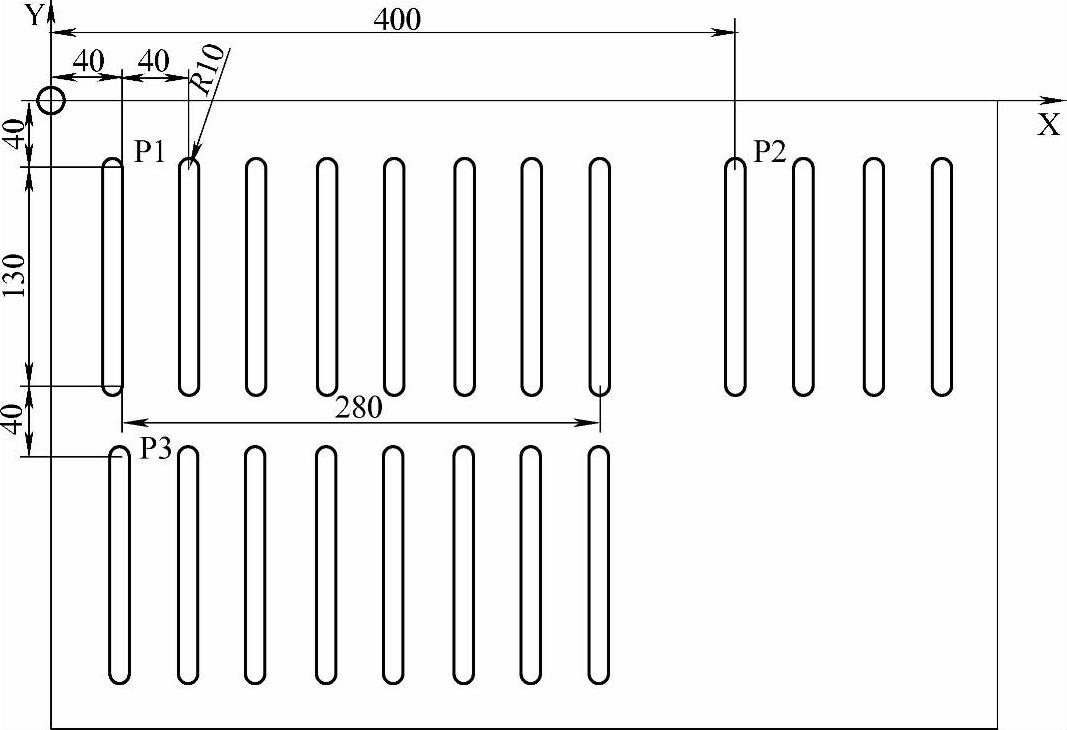
图2-24 槽孔板
主程序:
O0001;
G54 G00 G90 X40.0 Y-40.0;P1点位置
G43 Z50.0 H01 S500 M03;
G01 Z3.0 F1000;
M98 P0002;P1点槽加工
M98 P70004;加工其余七个槽
G90 G00 X400.0 Y-40.0;P2点位置
M98 P0002;P2点槽加工
M98 P30004;加工其余三个槽
G90 G00 Z50.0 M05;
Y100.0 M00;倒压板
G00 X40.0 Y-210.0;P3点位置
G01 Z3.0 F1000 M03;
M98 P0002;加工P3点槽
M98 P70004;加工其余七个槽
槽间移动,并调用加工子程序O0004。
O0004;
G91 G00 X40.0;
M98 P0002;
M99;
槽粗、精加工子程序O0002。
O0002;
G90 G01 Z-3.0 F30;
D01;
M98 P0003;粗加工
D02;
M98 P0003;精加工
G90 G00 Z3.0;
M99;
基本图形子程序O0003。(https://www.xing528.com)
O0003;
G91 G01 G42 X0 Y5.0 F40;
G02 X5.0 Y-5.0 J-5.0;加工上右圆弧
G01 Y-120.0;加工右侧面
G02 X-10.0 I-5.0;加工下部圆弧
G01 Y120.0;加工左侧面
G02 X5.05.0 I5.0;加工上左圆弧
G01 G40 Y-5.0;回到上部圆弧中心
M99;
从上例可以看出,平移图形重复指令程序在程序设计上一般要有三级,即主程序、重复调用子程序和基本图形子程序。在主程序中,先用绝对值指令到达系列图形的起点,调用基本图形子程序第一图形,再指令调用子程序重复调用,基本图形子程序包含在重复调用子程序中。因在加工中主轴要抬起,安全地移动到下一个槽起点,所以有时要多安排一级子程序。
2.用G52、G92和G10变更坐标系实现平移重复指令编程
若平移图形的数量不多,可用G52或G92指令变更坐标系,来实现重复指令编程。
(1)用局部坐标系设定指令(G52)变更坐标系 用G52指令不仅可以使数值计算简单,还可在新的坐标系下调用加工程序。此时,基本图形的加工程序可以用绝对值编程。例:

G52 IP_;移动坐标系到位置1
M98 P_;调用加工程序
52 IP_;移动坐标系到位置2
M98 P_;调用加工程序

G52 IP0;将坐标系移回
(2)用绝对坐标系设定指令(G92)偏移坐标系 用G92指令偏移当前工件坐标系,使其后调用的程序在新的坐标系中加工。此时,基本图形的加工程序也可用绝对值编程。

G92 IP_;移动坐标系到位置1
M98 P_;调用加工程序
G92 IP_;移动坐标系到位置2
M98 P_;调用加工程序

G92 IP_;将坐标系移回
使用G92指令偏移坐标系时,被偏移的不仅仅是当前工件坐标系,其余的五个工件坐标系也会被偏移。因此,在使用中要小心,在使用完之后,要及时将其移回原坐标系。
(3)用数据输入指令(G10)变更坐标系

G10 L2 Pp IP_;p=1~6,对应G54~G59,IP_可用绝对值或增量值指令编程,移动坐标系到位置1
M98 P_;调用加工程序
G10 L2 Pp IP_;移动坐标系到位置2
M98 P_;调用加工程序

G10 L2 Pp IP_;将坐标系移回
用G10指令只偏移当前工件坐标系。注意,在使用之后,要将坐标系移回。
另外,在工程上常有平移与旋转组合的图形。有的数控系统提供了这种指令,可以直接使用。若系统没有这样的指令,则可以用平移、旋转指令分别予以处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。