



在被加工图形具有外形轮廓相似,但尺寸不同的结构时,我们可以采用比例缩放功能对图形尺寸进行放大或缩小简化编程。
(1)指令格式
G51 X_Y_Z_P_;
G50;
(2)指令说明
G51设置缩放,G50取消缩放;X_、Y_、Z_为比例缩放中心坐标值的绝对值指令;P_缩放比例。
注意:
1)缩放时,沿各轴以相同的比例放大或缩小,用“P_”来指定缩放比例;各轴以不同的比例放大或缩小(镜像)时,用I_、J_和K_来指定X、Y和Z各轴对应的缩放比例。
2)以相同比例缩放时,若P未在程序段中指定,则使用参数No.5411设定的比例。若省略X、Y和Z,则以G51指令的刀具位置作为缩放中心。
3)各轴可用不同的比例缩放,当指定负比例时,形成镜像。
4)圆弧插补的比例缩放,即使对圆弧插补的各轴指定不同的缩放比例,刀具也不会切出椭圆轨迹。
5)比例缩放对刀具半径补偿、长度补偿和刀具偏置值无效。
6)在缩放状态下,不能指定返回参考点的G代码和指定坐标系放大的G代码。若必须指定,应先取消缩放功能。
(3)编程举例铣削加工图2-22所示的圆弧槽。该工件材料为45钢,调质处理,上下平面和外圆已加工完。数控铣加工圆凹槽。
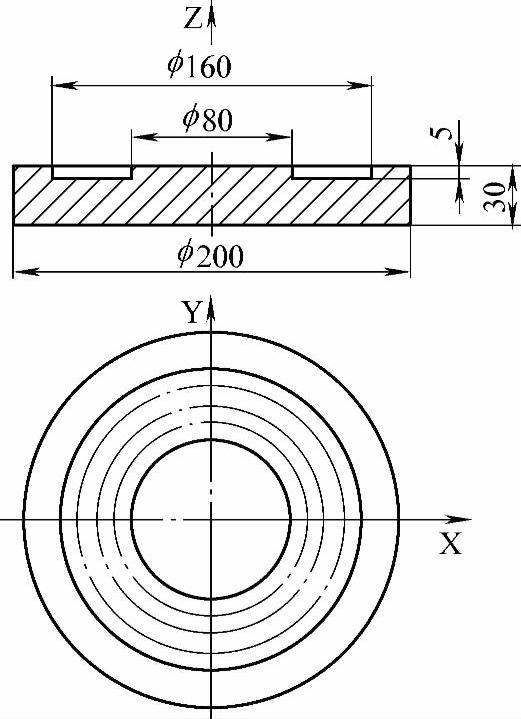
图2-22 铣槽工件
分析:该环形凹槽从φ80mm加工到φ160mm,对凹槽采用整圆铣削的方式。选择φ20mm高速钢键槽铣刀,加工三圈即可完成;编程时利用比例功能三次调用子程序。编程时,所需的数据点(60,0)——在程序中用比值(1.2∶1)取得;(70,0)——在程序中用比值(1.4∶1)取得。编制程序如下:
O0001;
G90 G54 G00 Z20;
M03 S500;(https://www.xing528.com)
G00 X30 Y0;
M98 P0003;调用子程序
G00 X30 Y0;
G51 X0 Y0 Z0 I1200 J1200 K1000;缩放中心为(0,0,0),X、Y轴以(1.2∶1)的比例进行缩放,Z轴以(1∶1)的比例进行缩放
M98 P0003;调用子程序
G50;
G51 X0 Y0 Z0 I1400 J1400 K1000;缩放中心为(0,0,0),X、Y轴以(1.4∶1)的比例进行缩放,Z轴以(1∶1)的比例进行缩放
M98 P0003;调用子程序
G50;
G90 G00 X0 Y0;
M05;
M30;
O0003;子程序
G90 G00 X50 Y0;
Z20;
G01 Z-5 F30;
G03 I-50 F80;
G90 G00 Z20;
M99;返回主程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。