



当一个图形是基本图形的镜像时,可以用镜像功能加工。在使用镜像加工时,要注意镜像图形的走刀路线、抬刀和进刀动作,以确保安全。

图2-20 镜像
如图2-20所示,A1是基本图形,A2是A1图形的X轴镜像,A3是A1图形的XY轴镜像,A4是A1图形的Y轴镜像。所谓某轴镜像,就是该轴数据乘-1得到的图形。
在实际加工中,可以由操作者用MDI方式设定,或由程序来设定。若由操作者设定,在程序中要编入M00,机床暂停后,由操作者进行设置操作;若用程序指令,则需指令G51.1指令。具体使用哪种指令,可由编程员确定。一般说来,程序很长且不需频繁暂停的情况下,可选用操作者设置,否则应选用程序设置,以提高生产率。
(1)指令格式
G51.1 IP_;
G50.1 IP_;
(2)指令说明
G51.1设置可编程镜像,G50.1取消可编程镜像。
IP_为用G51.1指定镜像的对称点(位置)和对称轴;用G50.1指定镜像的对称轴,不指定对称点。
注意:
1)若指定了可编程镜像功能,但同时用CNC外部开关或CNC的设置生成镜像,可编程镜像功能则首先执行。
2)在指定平面内,对某个轴镜像时,会使下列指令发生变化,见表2-1。
表2-1 在指定平面内,一个轴上的镜像指令发生的变化

3)CNC的数据处理顺序是从程序镜像到比例缩放和坐标系旋转。设置时,应按该顺序指定指令;取消时,按相反顺序进行取消。在比例缩放和坐标系旋转方式中,不能指定G51.1或G50.1。
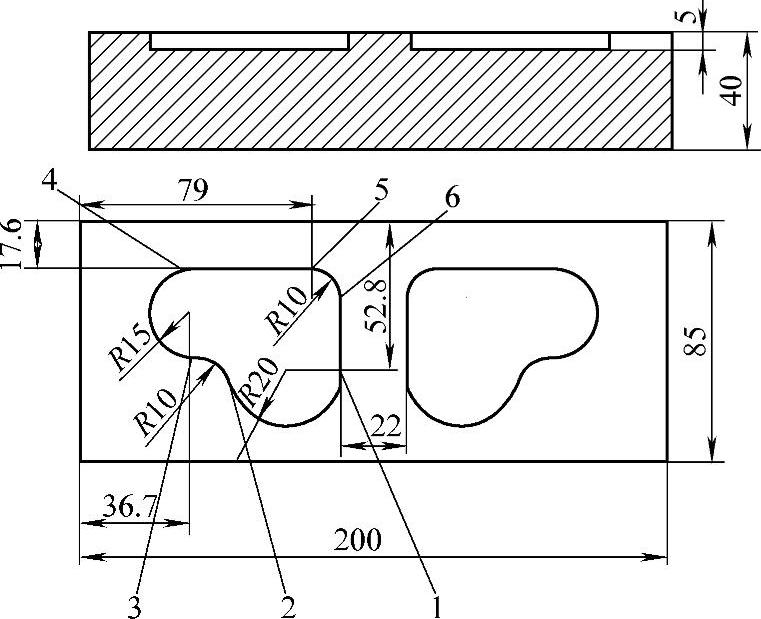
图2-21 模具型腔
4)在可编程镜像方式中,与返回参考点(G27、G28、G29、G30)和改变坐标系(G52~G59、G92)等有关的G代码不准指定。如果需要这些G代码中的任何一个,必须在取消了可编程镜像方式后再指定。
(3)编程举例
编制图2-21所示的模具型腔立面数控铣削精加工程序,模具材质为45钢,调质处理。确定工件预加工部位,模板上的两型腔立面已完成预加工,预留半精加工余量为0.3mm。
分析:该零件以上表面竖直中心为轴,具有两个相同的结构,但方向相反,所以编程时可采用镜像、调用子程序、半径补偿等功能进行程序编制。编程时,以工件上表面几何中心为坐标系原点,程序如下:
O0001;
G90 G54 G00 Z70;(https://www.xing528.com)
X-31 Y10.3 M03 S1200;
Z2;
M98 P0003;调用子程序
G51 X0 Y0 I-1000 J1000;Y轴镜像
M98 P0003;调用子程序
G90 G00 Z60;
G50;结束镜像
X0 Y0;
M05;
M30;
O0003;子程序
G01 Z-5 F30;
G41 H02 X-21 Y0.3 P200;
G03 X-11 Y-10.3 I0 J10;
G03 X-50.757 Y-13.405 I-20 J0;
G02 X-61.702 Y-5.015 I-9.879 J1.553;
G03 X-63.3 Y24.9 I-1.598 J-14.915;
G01 X-21;
G03 X-11 Y14.9 I0 J10;
G01 Y10.3;
G03 X-21 Y20.3 I-10 J0;
G40 G01 X-31 Y10.3;
Z2 F800;
M99;返回主程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。