



在实际加工中,一般数控装置都有刀具半径补偿功能,为程序的编制提供了方便。有刀具半径补偿(简称刀补)功能的数控系统,编程时不需要计算刀具中心的运动轨迹,只按零件轮廓编程。使用刀具半径补偿指令,并在控制面板上手工输入刀具半径,数控装置便能自动地计算出刀具中心轨迹,并按刀具中心轨迹运动。即执行刀具半径补偿后,刀具自动偏离工件轮廓一个刀具半径值,从而加工出所要求的工件轮廓。操作时还可以用同一个加工程序,通过改变刀具半径的偏移量,对零件轮廓进行粗、精加工。
1.刀具半径补偿指令(G41、G42、G40)
(1)指令格式
格式: ;
;
(2)指令说明
G40:取消刀具半径补偿;使用该指令后,G41、G42指令无效。G40必须与G41或G42成对使用。
G41:刀具半径左补偿,即刀具沿前进方向上向工件轮廓左侧进行半径补偿,如图2-15a所示。
G42:刀具半径右补偿,即刀具沿前进方向上向工件轮廓右侧进行半径补偿,如图2-15b所示。
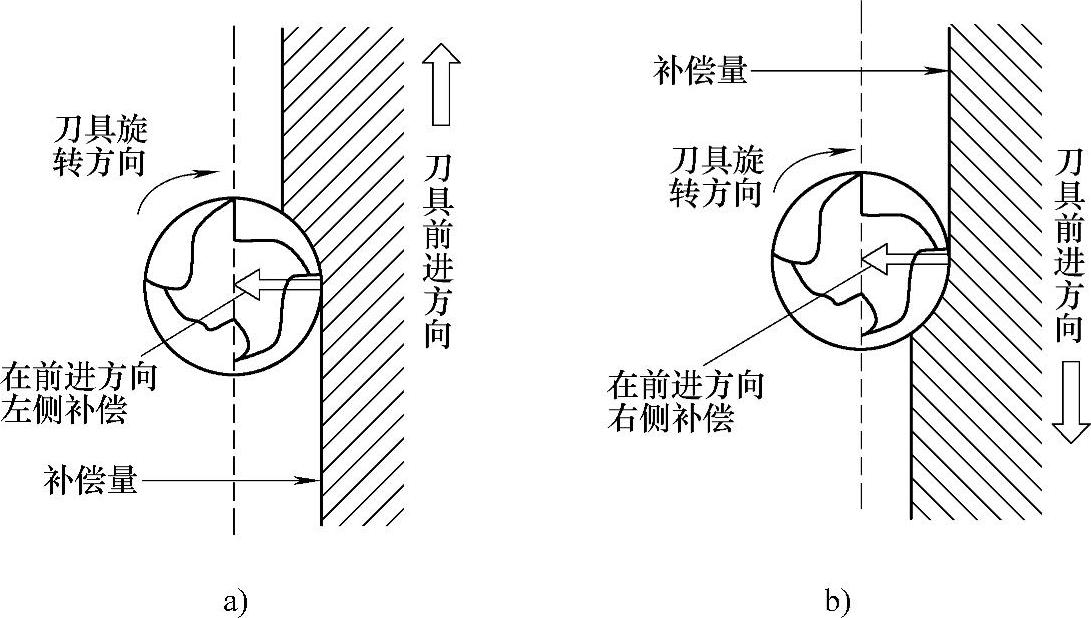
图2-15 刀具半径补偿示意图
a)左补偿 b)右补偿
2.刀具半径补偿的过程
刀具半径补偿的过程分为三步:①刀补的建立:刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程;②刀补的进行:执行有G41、G42指令的程序段后,刀具中心始终与编程轨迹相距一个偏置量;③刀补的取消,刀具离开工件后,刀具中心轨迹要过渡到与编程轨迹重合的过程。图2-16为刀补的建立与取消的过程。
3.刀具半径补偿的应用
1)因磨损、重磨或换新刀而引起刀具直径改变后,不必修改程序,只需在刀具参数设置中输入变化后的刀具直径。
2)在同一程序中,对统一尺寸的刀具,利用刀具半径补偿,可进行粗精加工。
编程时应注意:
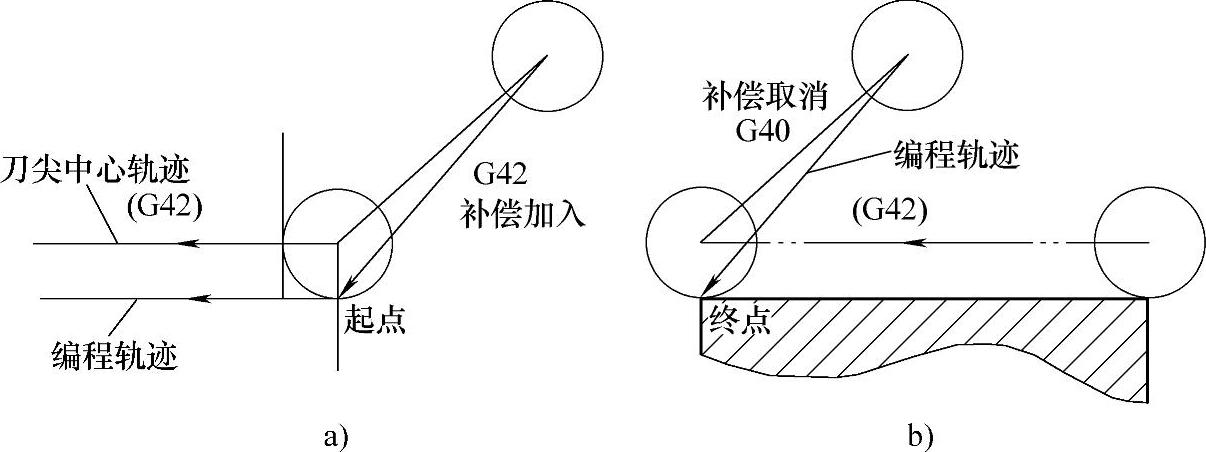
图2-16 刀具补偿过程
a)补偿建立 b)补偿取消
1)G41、G42不能重复使用,即在程序中前面有了G41或G42指令之后,就不能再直接使用G41或G42指令了。若想使用,则必须先由G40指令解除原补偿状态后,再使用G41或G42,否则补偿就不正常了;
2)刀具半径补偿平面的切换必须在补偿取消方式下进行;
3)刀具半径补偿的建立与取消只能用G00或G01指令,不能用G02或G03。(https://www.xing528.com)
编程举例:
考虑刀具半径补偿,编制图2-17所示零件的加工程序,要求建立图2-17所示的工件坐标系,按箭头所指示的路径进行加工,假设加工开始时刀具距离工件上表面100mm,背吃刀量为10mm。程序如下:
%O0123;
G92 X-10 Y-10 Z100;
G90 G17;
G42 G00 X4 Y10 D01;
Z2 M03 S900;
G01 Z-10 F800;
X30;
G03 X40 Y20 I0 J10;
G02 X30 Y30 I0 J10;
G01 X10 Y20;
Y4;
G00 Z50 M05;
G40 X-10 Y-10 M02;
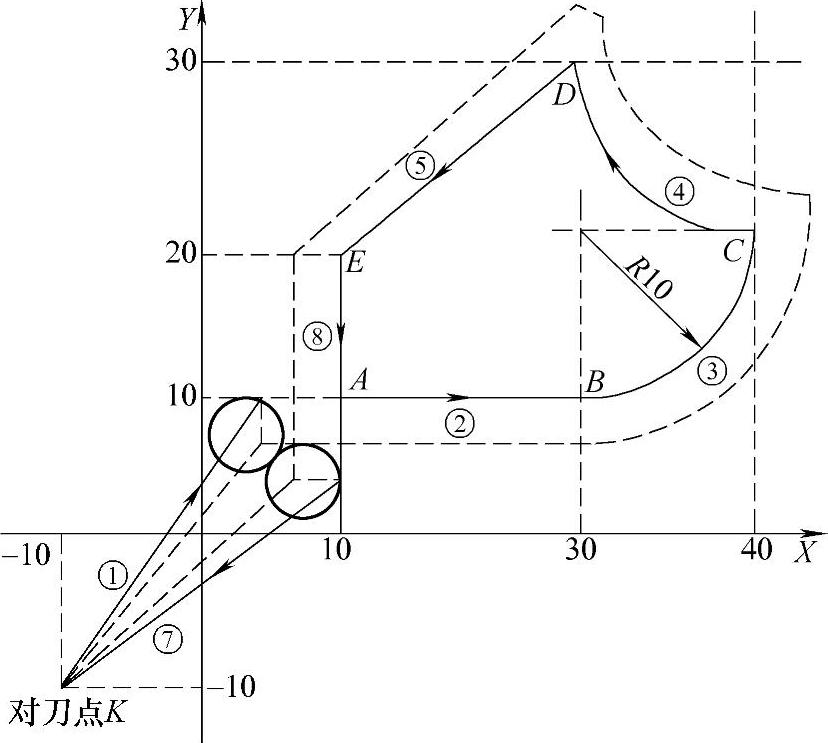
图2-17 刀具半径补偿编程
此例中刀具半径为r,精加工余量为Δ。粗加工时,在D01中输入偏置量(r+Δ);精加工时,用同一程序、同一把刀具,但输入偏置为r,则可加工出实际轮廓。
注意:
1)加工前需要先手动对刀,将刀具移动到相对于编程原点(-10,-10,100)的对刀点处;
2)编程轮廓为图中带箭头的实线,不带箭头的虚线为刀具中心的实际路线。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。