



【摘要】:螺旋插补是由两种运动组成:在G17、G18或G19平面中进行的圆弧运动和垂直该平面的直线运动。刀具长度补偿不能用于指令螺旋线切削程序段。螺旋插补应用如下:以铣代镗精铣内轮廓螺旋插补指令用于螺旋铣削圆形内轮廓时,因刀具轨迹连续,故可提高轮廓侧面的加工质量,同时它只要求很小的开始空间。铣削螺纹使用成型的螺纹铣刀沿螺旋插补轨迹进行螺纹铣削加工。图2-12 螺旋插补举例应用举例:已知图2-12所示的图形。
螺旋插补是由两种运动组成:在G17、G18或G19平面中进行的圆弧运动和垂直该平面的直线运动。指令格式如下:
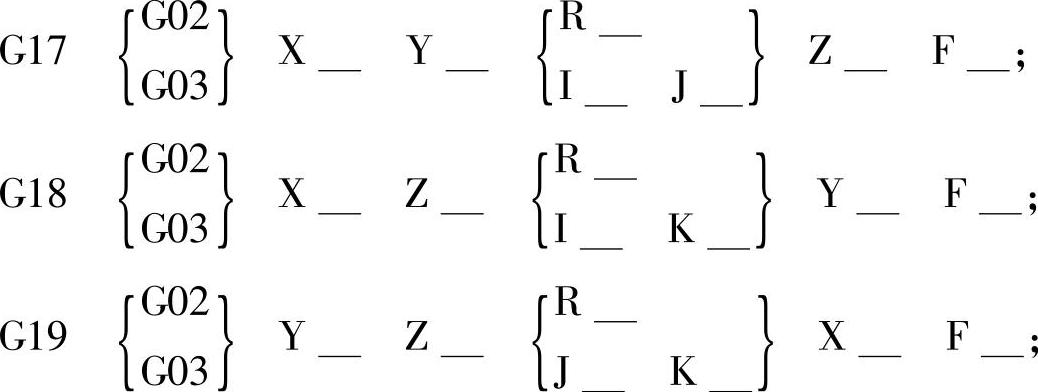
指令方法是在圆弧指令的基础上增加一个移动轴指令。这个垂直于插补平面的轴为非圆弧插补轴。
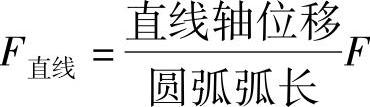
指令中F值指示圆弧进给速度,而直线轴的进给速度为:
使用中,刀具半径补偿只用于圆弧移动。刀具长度补偿不能用于指令螺旋线切削程序段。
螺旋插补应用如下:
(1)以铣代镗精铣内轮廓
螺旋插补指令用于螺旋铣削圆形内轮廓时,因刀具轨迹连续,故可提高轮廓侧面的加工质量(不存在分层时的接刀痕迹),同时它只要求很小的开始空间。此外,使用这种方法,可以用一把铣刀加工多个不同尺寸的孔。
(2)铣槽加工的螺旋下刀
铣槽加工属于粗加工,常规的工艺是先预钻一孔,然后铣刀在此预钻孔中下刀。若采用螺旋下刀,则无需预钻孔,从而简化了工艺,减少了刀具数量和换刀次数。
(3)铣削螺纹(https://www.xing528.com)
使用成型的螺纹铣刀沿螺旋插补轨迹进行螺纹铣削加工。
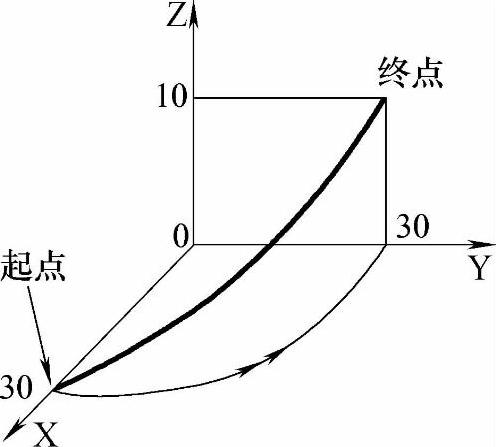
图2-12 螺旋插补举例
应用举例:
已知图2-12所示的图形。
G91编程:
G91 G17 F250;
G03 X-30 Y30 R30 Z10;
G90编程:
G90 G17 F250;
G03 X0 Y30 R30 Z10;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。