



如图1-50所示的泵盖零件,材料为HT200,毛坯尺寸为170mm×110mm×30mm,小批量生产,试分析其数控铣床加工工艺过程。
1.零件图工艺分析
该零件主要由平面、外轮廓以及孔系组成。其中φ32H7和2×φ6H8三个内孔的表面粗糙度要求较高,为Ra1.6μm;而φ12H7内孔的表面粗糙度要求更高,为Ra0.8μm;φ32H7内孔表面对A面有垂直度要求,上表面对A面有平行度要求。该零件材料为铸铁,可加工性能较好。

图1-50 泵盖
根据上述分析,φ32H7孔、2×φ6H8孔与φ12H7孔的粗、精加工应分开进行,这样才能保证表面粗糙度要求。同时以底面A定位,提高装夹刚度,以满足φ32H7内孔表面的垂直度要求。
2.选择加工方法
1)上、下表面及台阶面的表面粗糙度要求为Ra3.2μm,可选择“粗铣—精铣”方案。
2)孔加工方法的选择:孔加工前,为便于钻头引正,先用中心钻加工中心孔,然后再钻孔。内孔表面的加工方案在很大程度上取决于内孔表面本身的尺寸精度和表面粗糙度。对于精度较高、表面粗糙度Ra值较小的表面,一般不能一次加工到规定的尺寸,而要划分加工阶段逐步进行。该零件孔系加工方案的选择如下。
① 孔φ32H7,表面粗糙度为Ra1.6μm,选择“钻—粗镗—半精镗—精镗”方案。
② 孔φ12H7,表面粗糙度为Ra0.8μm,选择“钻—粗铰—精铰”方案。
③ 孔6×φ7mm,表面粗糙度为Ra3.2μm,无尺寸公差要求,选择“钻—铰”方案。
④ 孔2×φ6H8,表面粗糙度为Ra1.6μm,选择“钻—铰”方案。
⑤ 孔φ18mm和6×φ10mm,表面粗糙度为Ra12.5μm,无尺寸公差要求,选择“钻孔—锪孔”方案。
⑥ 螺纹孔2×M16-H7,采用先钻底孔,后攻螺纹的加工方法。
3.确定装夹方案
该零件毛坯的外形比较规则,因此在加工上下表面、台阶面及孔系时,选用台虎钳夹紧;在铣削外轮廓时,采用“一面两孔”方式定位,即以底面A、φ32H7孔和φ12H7孔定位。(https://www.xing528.com)
4.确定加工顺序及走刀路线
按照基面先行、先面后孔、先粗后精的原则确定加工顺序,见表1-10,外轮廓加工采用顺铣方式,刀具沿切线方向切入与切出。
5.刀具选择
1)零件上、下表面采用端铣刀加工,根据侧吃刀量选择端铣刀直径,使铣刀工作时有合理的切入/切出角,且铣刀直径应尽量包容工件整个加工宽度,从而提高加工精度和效率,并减小相邻两次进给之间的接刀痕迹。
2)台阶面及其轮廓采用立铣刀加工,铣刀半径R受轮廓最小曲率半径限制,取R=6mm。
3)孔加工各工步的刀具直径根据加工余量和孔径确定。
该零件加工所选刀具详见表1-9。
6.切削用量选择
该零件材料可加工性能较好,铣削平面、台阶面及轮廓时,留0.5mm精加工余量;孔加工精镗余量留0.2mm,精铰余量留0.1mm。
选择主轴转速与进给速度时,先查《切削用量简明手册》,确定切削速度与每齿进给量,然后计算主轴转速与进给速度。
7.拟定数控铣削加工工序卡片
为更好地指导编程和加工操作,把该零件的加工顺序、所用刀具和切削用量等参数编入表1-10。
表1-9 泵盖零件数控加工刀具卡片
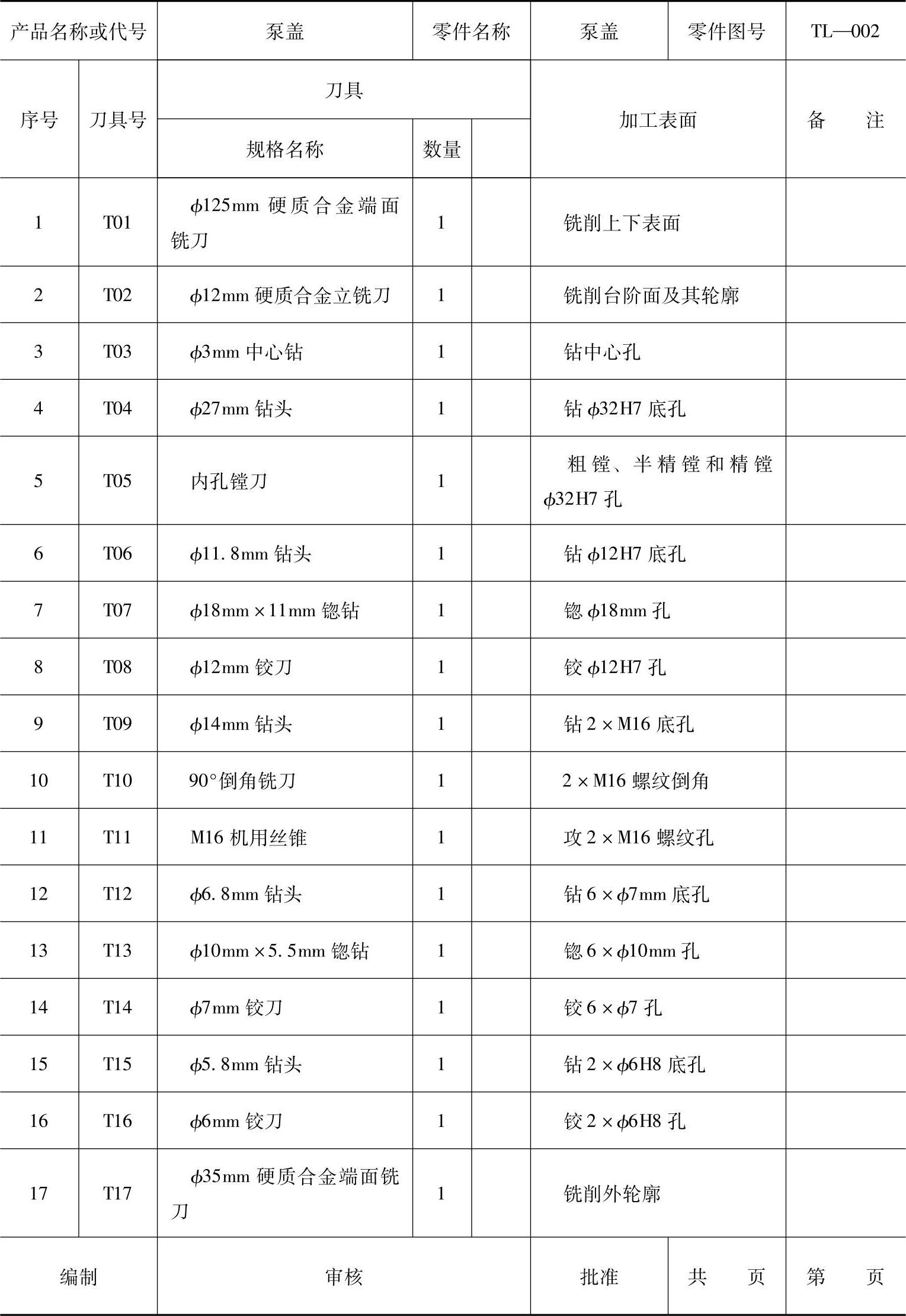
表1-10 泵盖零件数控加工工序卡

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。