



1.刀柄与主轴的连接
数控铣床和加工中心的刀具由两部分组成,即刀柄和刀具本体。刀柄是机床主轴与刀具之间的连接工具,刀具必须装在统一的标准刀柄上,以便装在主轴、刀库上。刀柄与主轴孔的配合锥面一般采用7∶24的锥度,如图1-32a所示,因为这种锥度的刀柄不自锁,换刀方便,定心精度和刚度比直柄高。刀柄装在主轴前,要把拉钉与刀柄装配在一起,刀柄装在主轴上时,机床主轴内的碟形弹簧给卡头施力,可夹住拉钉,从而使刀柄固定在主轴上。拉钉结构如图1-32b所示。
2.铣刀在主轴上的装夹
铣刀可分为带有刀柄式铣刀和套式面铣刀两大类。
(1)套式面铣刀的装夹
直径在50mm以上的套式面铣刀,以其内孔和端面在刀柄上定位,用螺钉将铣刀固定在带端面键的刀柄上,由端面键传递铣削力矩。直径大于160mm的套式面铣刀用内六角螺钉固定在端面键传动杆上。

图1-32 刀柄与拉钉
a)刀柄 b)拉钉
(2)带有刀柄式铣刀的装夹
刀柄式铣刀与机床主轴的连接方式如图1-33所示。铣刀刀柄的形式分为直柄和锥柄两种。锥柄铣刀主要是通过带有莫氏锥孔的刀柄过渡,通过刀柄将铣刀安装在主轴上的。

图1-33 带柄铣刀与机床主轴连接
直柄铣刀是通过带有弹簧夹头的刀柄安装到主轴上,将直柄铣刀装入弹簧夹头并旋紧螺母,如图1-34a所示。弹簧夹头中的弹性元件如图1-34b所示,弹簧元件外圆上开有条形槽,螺母旋紧时,条槽合拢,内孔收缩,将直柄铣刀夹紧。弹簧夹头的规格(如弹簧夹头的内孔和外锥的尺寸)可根据铣刀柄的直径和刀柄的内孔锥度,查阅相关国家标准进行选择。
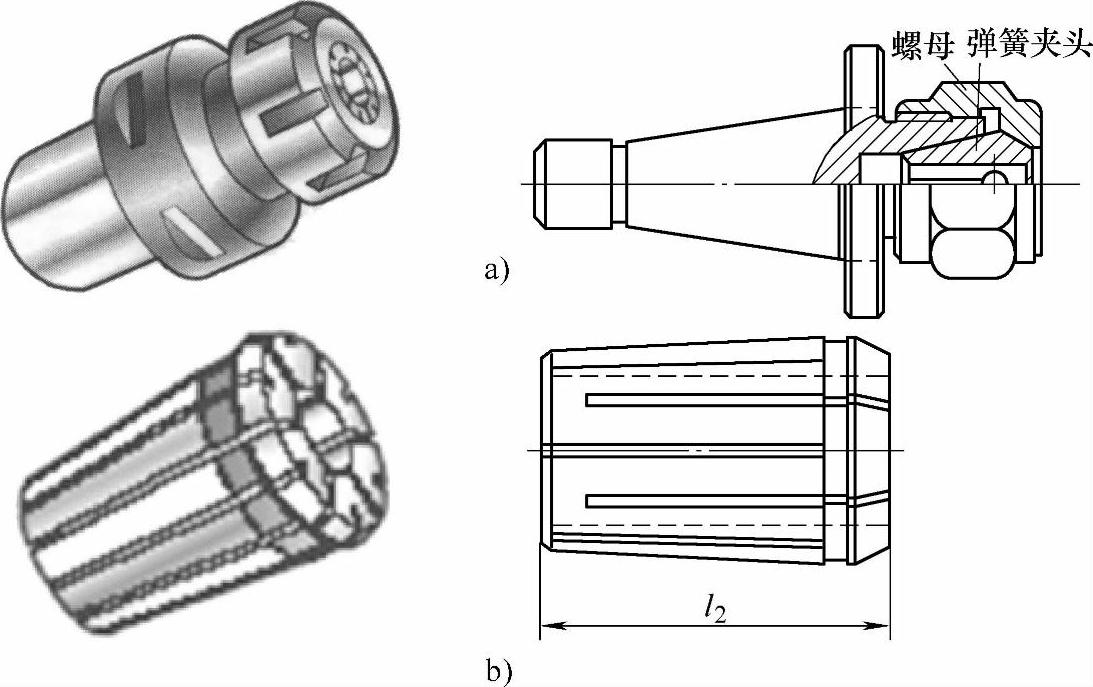
图1-34 弹簧夹头的结构图
a)弹簧夹头的结构 b)弹性元件(https://www.xing528.com)
3.装刀
使用刀具时,首先应确定数控铣床要求配备的刀柄及拉钉的标准和尺寸(一般规格不同,将无法安装),根据加工工艺选择刀柄、拉钉和刀具,并将它们装配好,然后装夹在数控铣床的主轴上。
(1)手动换刀过程
在主轴上手动装卸刀柄的方法如下:
1)确认刀具和刀柄的质量不超过机床规定的许用最大质量。
2)清洁刀柄锥面和主轴锥孔。
3)右手握住刀柄,将刀柄的键槽对准主轴端面键垂直伸入到主轴内,不可倾斜。
4)右手按下换刀按钮,压缩空气从主轴内吹出来清洁主轴和刀柄,按住此按钮,直到刀柄锥面与主轴锥孔完全贴合后,松开按钮,刀柄即被自动夹紧(确认夹紧后方可松手)。
5)刀柄装上后,用手转动主轴检查刀柄是否正确装夹。
6)卸刀柄时,先用左手握住刀柄,再用右手按换刀按钮(否则刀具从主轴内掉下,可能会损坏刀具、工件和夹具等),取下刀柄。
(2)注意事项
在手动换刀过程中应注意以下问题:
1)应选择有足够刚度的刀具及刀柄,同时在装配刀具时保持合理的悬伸长度,以避免刀具在加工过程中产生变形。
2)卸刀柄时,必须要有足够的动作空间,刀柄不能与工作台上的工件、夹具发生干涉。
3)换刀过程中,严禁主轴旋转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。