



专用刀具是针对特定的加工需要而制造的刀具。如复合锪钻、台阶锪钻、台阶扩孔钻等用于汽车零部件上,使扩孔—倒角—锪孔等多工序在一个工位同时完成,减少装夹准备时间,提高加工效率,并且易于保证各孔的同轴度;组合型面锪孔刀具用于汽车零部件的型面及孔口端面或倒角的加工,可实现多工序一次装夹完成,提高加工效率,且容易保证位置度;可转位铣刀用于高锰钢钢轨型面的加工,其刀片立装排列,切削刃强度较高,切削平稳;可转位齿轮粗切盘铣刀用
于大模数齿轮、齿槽的粗铣,效率是粗铣高速钢滚刀的十几倍。
1.复合刀具
随着现代化机械加工要求的不断提高,人们越来越多地采用复合刀具来取代以往的多步骤加工。为了提高加工效率,对复杂零件的加工要求在一次装夹中进行多工序的集中加工,并逐渐淡化传统的铣、钻、铰、扩等不同加工工艺的界限,要求刀具可以完成产品的多道工序加工,减少换刀次数,节省换刀时间,同时也减小了刀具的库存量,减少了工件安装次数,容易保证各加工表面间的位置精度。
复合刀具是将两把或两把以上的同类或不同类的孔加工刀具组合成一体,同时或按先后顺序完成不同工步加工的专用刀具。它能在一次加工过程中,完成钻孔、扩孔、铰孔、锪孔和镗孔等多工序不同的工艺复合。
(1)复合刀具的分类形式
按工艺类型可分为同类工艺复合刀具和不同类工艺复合刀具两种。
1)同类工艺复合刀具有复合钻、复合扩孔钻、复合铰刀、复合镗刀、复合锪刀等,如图1-23所示。
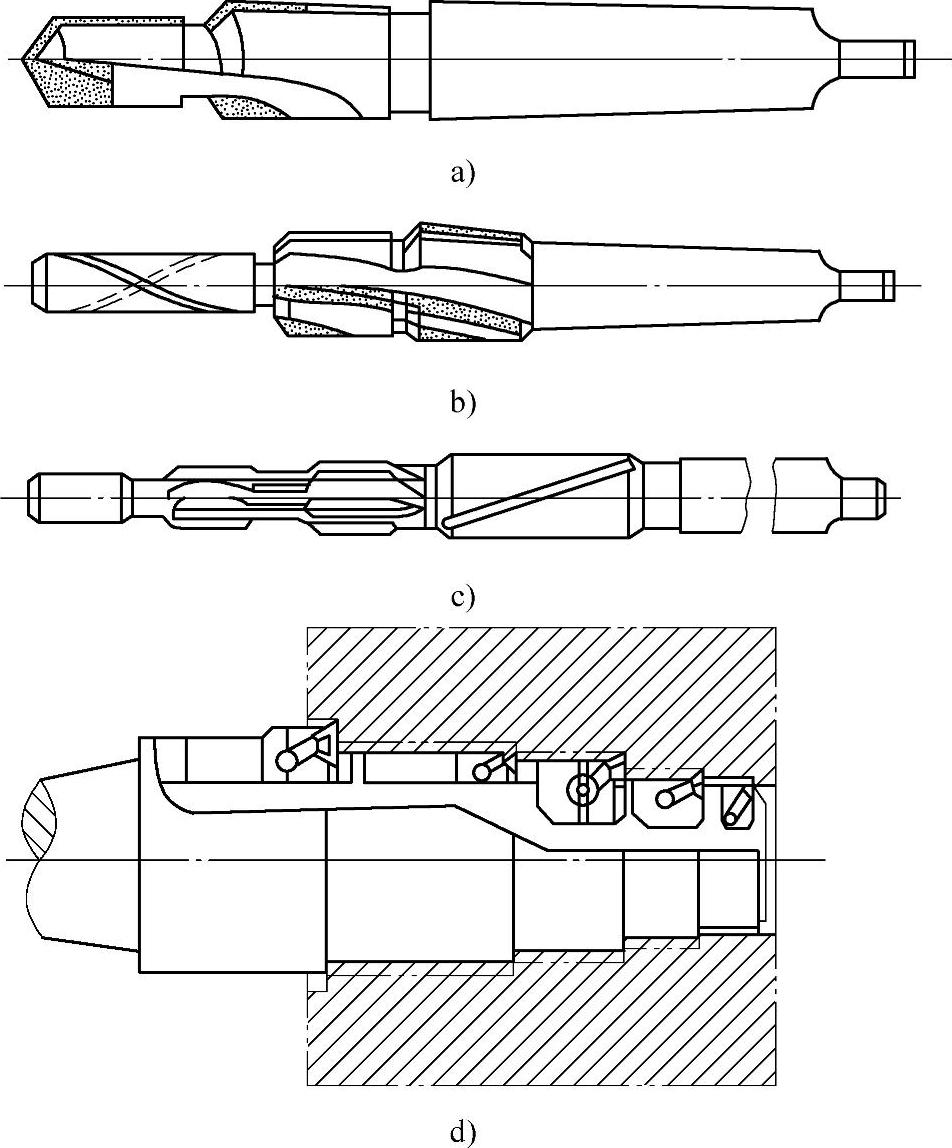
图1-23 同类工艺复合刀具
a)复合钻 b)复合扩孔钻 c)复合铰刀 d)复合镗刀
2)不同类工艺复合刀具有钻—锪、钻—扩、钻—倒角、扩—镗、钻—扩—铰、扩—铰、扩—锪、钻—镗、钻—扩—锪、钻—铰、镗—铰复合刀具等,如图1-24所示。
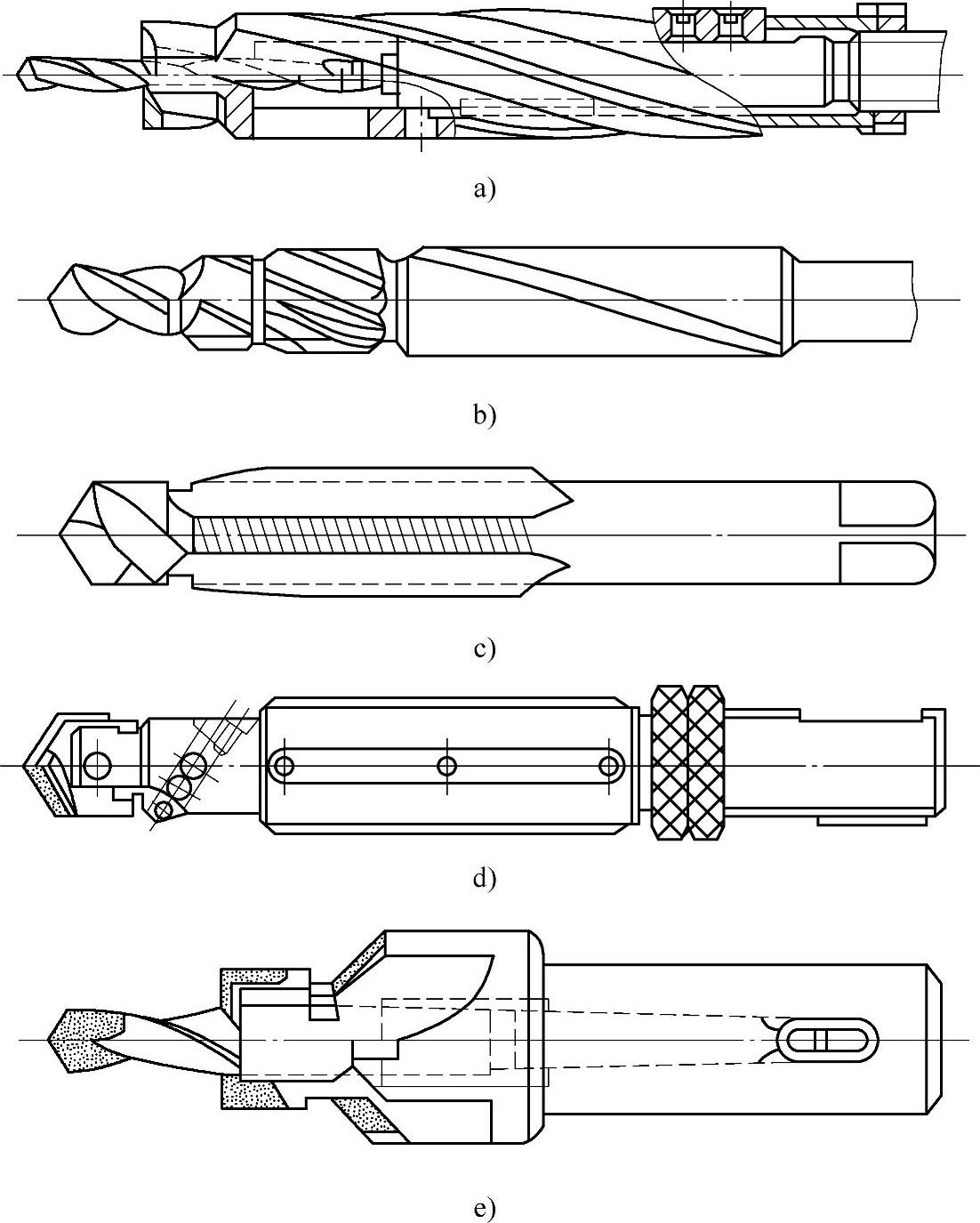
图1-24 不同类工艺复合刀具
a)钻—扩复合刀具 b)钻—扩—铰复合刀具 c)钻—攻复合刀具 d)钻—镗复合刀具 e)钻—扩—锪
(2)刀具材料
复合刀具可实施不同材料的组合:高性能高速钢与硬质合金的组合、通用高速钢与钛基硬质合金的组合、高性能高速钢与CBN刀片的组合、硬质合金与PCD刀片的组合、硬质合金与陶瓷刀片的组合。复合刀具在同一转速的情况下,可实现钻孔、扩孔、铰孔、锪孔、镗孔等不同工艺对可靠性的要求。
(3)复合刀具应用时应注意的问题
复合刀具结构复杂,在制造、刃磨和使用中都可能会出现问题。如复合刀具中各单个刀具的直径、切削时间和切削条件悬殊较大,切屑的排出和切削液的输入不够畅快等。
由于复合刀具的结构特点及特殊的工作条件,使用复合刀具时需注意以下几点:(https://www.xing528.com)
1)由于复合刀具刃磨困难,刀具安装、调整麻烦,故应制定较高的刀具寿命,选择较低的切削速度。
2)复合刀具中各单个刀具的直径往往差别很大,选择切削用量时需考虑主要因素。如最小直径刀具的强度最弱,应按最小直径刀具选择进给量;又如最大直径刀具的切削速度最高,磨损最快,故应按最大直径刀具确定切削速度。各单个刀具所进行的加工工艺不同时,需兼顾其不同点。如采用钻—铰复合刀具加工孔时,进给量受钻头限制,而切削速度受铰刀限制,如按铰刀确定进给量,则钻头承受不了;如按钻头确定切削速度,则铰孔质量难以保证。所以,采用的切削速度应比一般钻削速度低一些,而比一般铰削速度高一些;钻孔时的进给量取低一些,使切削力不至于太大,铰孔时则可取较大的进给量,以提高生产率。
3)同类复合刀具的进给量应以直径最小的刀具选定,切削速度应以最大直径的刀具选定。不同类的复合刀具,一般以大、小直径的平均值,并考虑加工精度要求,综合选定切削用量。CBN复合刀具适宜加工淬硬钢、铸铁、高温合金、钴基合金,不适宜加工铝合金及一般的软钢件,也不适宜低速加工,切削速度一般应不低于30m/min。PCD复合刀具适用于铝合金、铜合金、锌合金及非铁金属和非金属材料的精加工,不适宜加工钢铁材料(钢、铸铁等)。
2.螺纹铣刀
螺纹铣刀对螺纹直径尺寸的调整很方便。同一把螺纹铣刀可加工多种不同旋向的内、外螺纹;对于不允许有过渡扣或退刀槽结构的螺纹,采用螺纹铣刀数控铣削加工十分容易实现。螺纹铣刀的寿命是丝锥的十几倍甚至数十倍。铣削时应尽量选用刀片宽度大于被加工螺纹长度的铣刀。这样,铣刀只需旋转360°即可完成螺纹加工。
螺纹铣刀主要有圆柱螺纹铣刀、机夹螺纹铣刀、机夹双刃螺纹铣刀、组合式多工位专用螺纹镗铣刀几种类型。下面主要介绍其中几种。
(1)圆柱螺纹铣刀
圆柱螺纹铣刀如图1-25所示,其外形类似圆柱立铣刀与螺纹丝锥的结合体,但它的螺纹切削刃与丝锥不同,刀具上无螺旋升程,加工中的螺旋升程靠机床运动实现。由于这种特殊结构,使得该刀具既可加工右旋螺纹,也可加工左旋螺纹,但不适用于较大螺距螺纹的加工。常用的圆柱螺纹铣刀可分为粗牙螺纹和细牙螺纹。圆柱螺纹铣刀大都采用硬质合金材料制造,并可涂覆各种涂层以适应特殊材料的加工需要。圆柱螺纹铣刀适用于钢、铸铁和非铁金属材料的中小直径螺纹铣削,切削平稳,刀具寿命长。但是刀具制造成本较高,结构复杂。

图1-25 圆柱螺纹铣刀
(2)机夹螺纹铣刀及刀片
机夹螺纹铣刀如图1-26所示,这种螺纹铣刀适用于较大直径(D>25mm)的螺纹加工。其特点是刀片易于制造,价格较低。机夹螺纹铣刀有单刀片刀具,如图1-26a所示;也有双刀片刀具,有的螺纹刀片还可双面切削,如图1-26b所示。
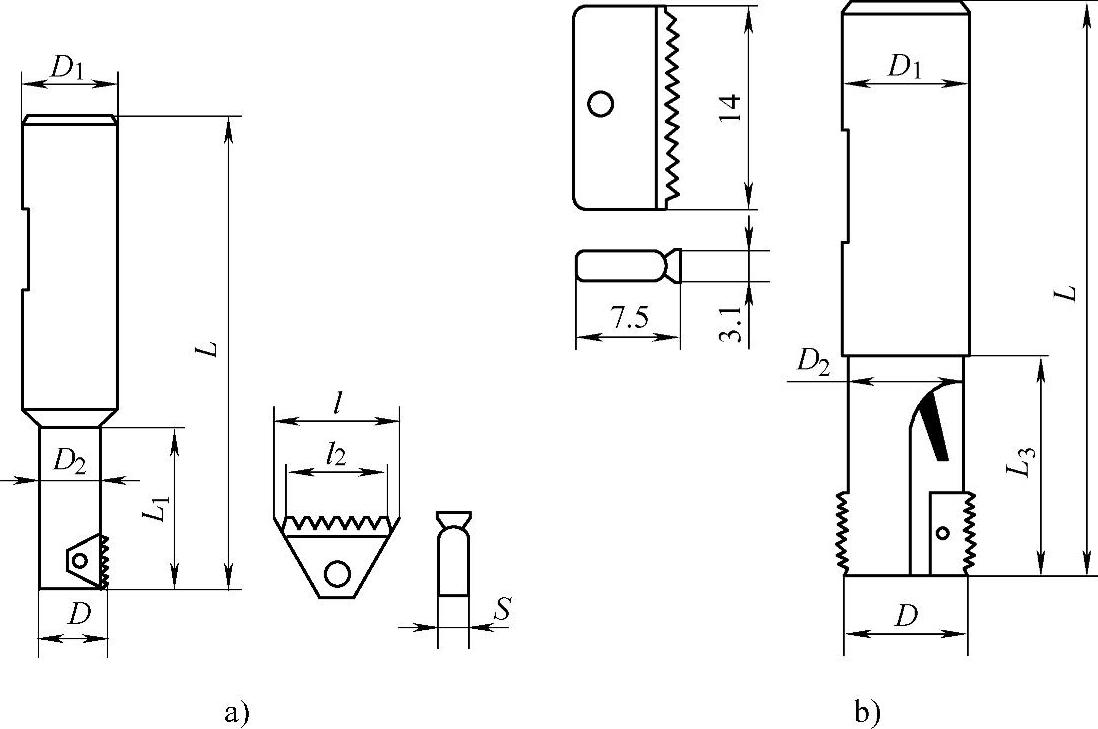
图1-26 机夹螺纹铣刀
a)机夹单刃螺纹铣刀及三角双面刀片 b)机夹双刃螺纹铣刀及矩形双面刀片
(3)组合式多工位专用螺纹镗铣刀
组合式多工位专用螺纹镗铣刀的特点是一刀多刃,一次完成多工位加工,可节省换刀等辅助时间,显著提高生产率。组合式多工位专用螺纹镗铣刀的加工示意图,如图1-27所示,该工件需加工内螺纹、倒角和直径为d3的平台。所以选用螺纹铣刀、倒角刀片以及60°三角刀片组合成多工位专用刀具对零件进行加工。
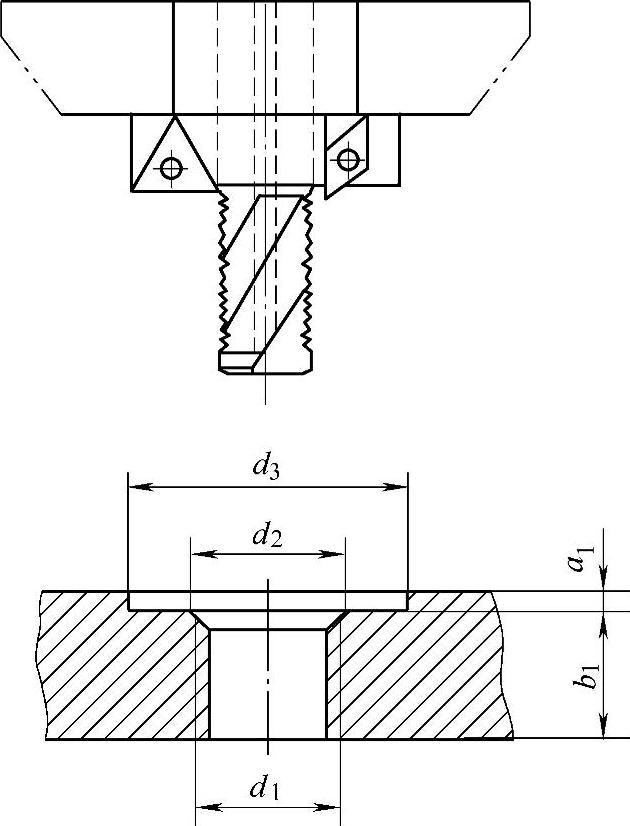
图1-27 组合式多工位专用螺纹镗铣刀的加工示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。