



有些焊机不方便配置焊把开关,则可以采用图8-29所示电路,实现自动空载节电控制。
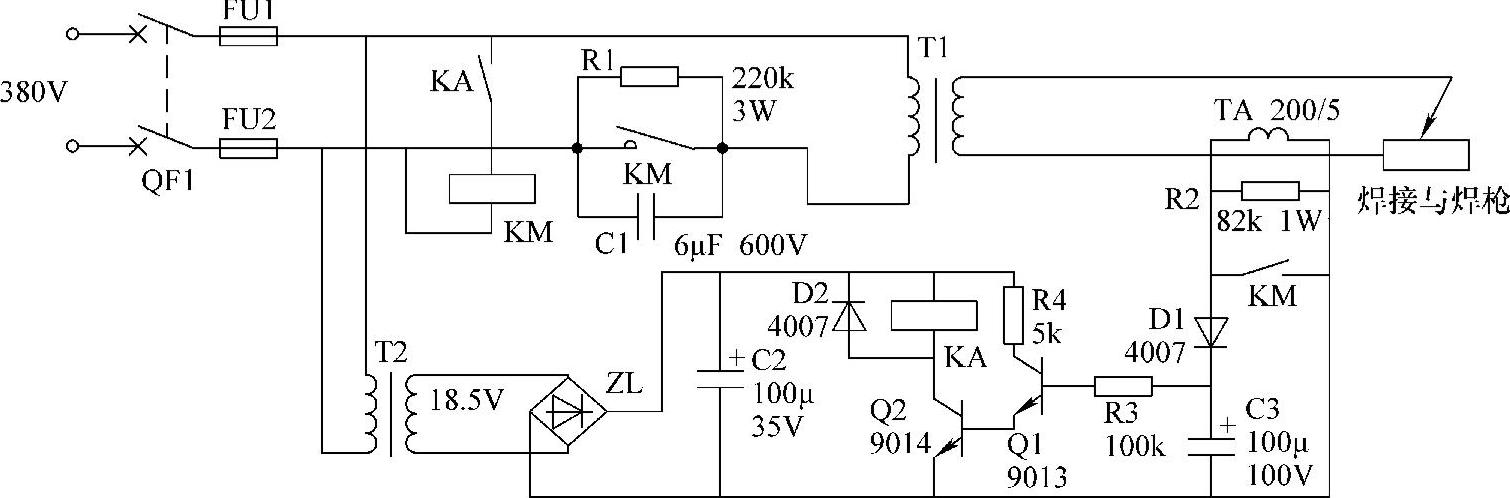
图8-29 电焊机空载节能控制电路
电焊机工作于短时工作制,二次搭焊的间隔时间一般在数秒钟之内,利用对焊接电流的检测,和进行延时判断,焊接变压器带载时,由交流接触器主触头送入焊接工作电压(380V),而空载时,由电容C1降压为焊接变压器供电,使其空载损耗大大降低,达到空载节电目的。(https://www.xing528.com)
控制电路如图8-29所示。焊接变压器T1在上电后,先由降压电容C1提供较小的励磁电流。在进行焊接操作时,焊接变压器的二次绕组产生较小的回路电流,电流互感器TA取得的电流信号,在信号负载电阻R2上产生约10V的交流电压电压,经二极管D1整流电容C3滤波变为直流电压信号,使晶体管Q1、Q2相继导通,继电器KA动作,交流接触器KM受KA控制也随之闭合,焊接变压器T1得到正常供电,操作人员可正常实施焊接操作;焊接操作中KM的常开辅助触点闭合,将R2短接,避免TA产生的电流信号在R2(电阻值较大)上产生危险的过高电压,冲击后续电路。因为焊接过程中存在数秒钟的暂停间隙,此时,由电容C3放电,维持Q1、Q2的导通,KA、KM能在暂停间隙中维持可靠的闭合;若需较长时间的停焊,达10s左右时,C3两端电压因放电跌落,使Q1、Q2失去偏流而截止,KA、KM相继释放,焊接变压器便改由C3降压供电。直到进行焊接操作时,KM又再度闭合,完成了空载自动节电控制。
因为C3的充电快,放电慢(经100kΩ电阻和Q1、Q2的发射结),足以在正常的焊接间隙中,使晶体管Q1、Q2维持导通。在Q1的集电极串联电阻R4,是为了限制Q2的基极偏流,避免其受导通瞬间的冲击而损坏;电阻R3的取值,一方面是考虑到加长延时时间的需要,一方面对因KM辅助触点接触不良,形成的过高电压信号,产生限流作用,保障晶体管Q1、Q2的安全。
晶体管技术的成熟,揭开了自动控制(包括节能控制)技术的新篇章,让本书,以最基本的晶体管电路,作为终篇吧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。