



WSW-160型直流逆变氩弧焊机主电路的结构形式,同上述ZX7-315型逆变焊机的主电路相类似,但有所区别,如图7-21所示。
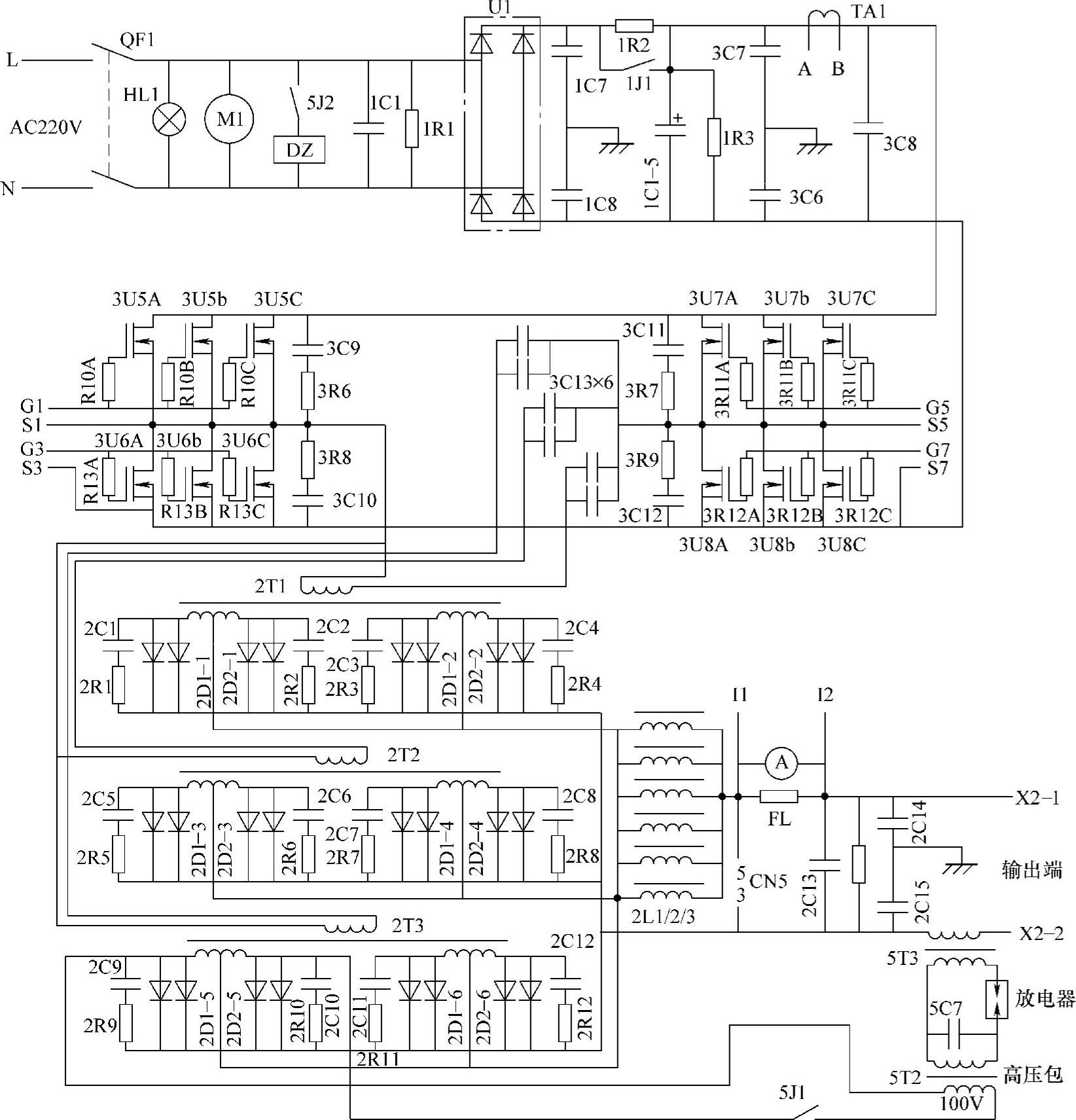
图7-21 WSW-160型直流逆变氩弧焊机主电路
[高频高压起弧电路]氩弧焊的焊接方式,由于有氩气隔离空气,起弧困难,所以焊机输出端需用高频高压来“强行起弧”。高频高压振荡电路由高压包5T2、振荡电容5C7、放电器和脉冲变压器5T3组成,高频高压电路的工作和停止由继电器5J1的常开触点控制。其工作过程如下:(https://www.xing528.com)
当焊接操作人员按下“焊枪按钮”后,焊机电路开始工作,逆变功率电路将整流电压逆变后驱动焊接变压器2T1、2T2、2T3,3只变压器的二次侧输出电压经整流后产生焊接电流,由CN5端子的3、5脚取得焊接电压检测信号,(参见图7-24下部电路)引入到光耦合器5G02电路的输入侧,5G02输出侧晶体管的导通,提供了晶体管5Q1的正向偏流,继电器5J1受驱动产生吸合动作,5J1常开触点接通,高压包5T2得到由焊接变压器2T3二次绕组输出的交变电压输入,5T2的二次绕组与电容5C7形成并联谐振回路,产生高频振荡,当5C7两端电压超过放电器的击穿值时,放电器击穿,其谐振能量向脉冲变压器5T3泄放,5T3二次绕组的感应电动势经2C13,施加于焊接输出端X2-1、X2-2,起到顺利起弧的作用。串接放电器的目的是产生浪涌起弧电压,增加起弧效果;当焊接操作人员松开“焊枪按钮”后,焊机其他电路停止工作,整流后焊接电压消失,光耦合器5G02截止,继电器5J1失电,高频高压振荡电路也同步停止工作。
[预充电电路]由限流电阻1R2、充电继电器1J1和图7-24右上角控制电路所组成。设备上电后,24V控制电源经3R16为3C24充电(见图7-24),当3C24上电压上升至稳压二极管3Z2的击穿电压值时,3Z2击穿,晶体管3Q7导通,继电器1J1动作,限流电阻1R2为储能电容1C1-5的限流充电过程结束,设备进入待机状态。
[主电路中的其他输出信号]电流互感器TA1取出的整流电流检测信号经A、B端子线引出,作为整流电流检测信号,送入后级控制电路中的保护电路,当因逆变功率电路损坏和异常焊接电流产生时,使逆变脉冲消失,逆变功率电路停止工作,实现了过电流保护;从分流器FL上取得的焊接电流信号,除引入电流表,用于焊接电流指示外,还由I1、I2端子线引出至后级控制电路,用作焊接电流反馈信号,达到控制和稳定焊接电流的目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。