



[焊机主电路]在焊接、电镀等需要低电压大电流的可调直流的场合,多采用带平衡电抗器的双反星形可控整流电路,主变压器二次侧为两组匝数相同但极性相反的绕组,分别接成两组半波可控整流电路。变压器二次侧两绕组的极性相反,可消除铁心的直流磁化,设置平衡电抗器L1的目的是为保证两组三相半波整流电路能同时导电,与三相桥式电路相比,双反星形整流电路的输出电流可增大一倍。
两个直流电源并联时,只有当电压平均值和瞬时值均相等时,才能达到均流,也即是才具备最佳并联条件,但焊机电路中,两路整流电压虽相等,但瞬时值不等,会使电源自身产生有害环流;如不加平衡电抗器,成为六相整流电路,则任一时刻,只有一相导通,其他五相被阻断,晶闸管的导通时间短,电源利用率低。增加平衡电抗器后,可以有两相晶闸管同时导通,而且晶闸管的导通角加大;与桥式整流电路相比,整流脉动成分减小,电流输出能力增大。为提高输出电流的稳定性和连续性,在输出端串联了平波电抗器L2,对提高焊接质量有较大益处。
每一组3只单向晶闸管元件由一路触发电路来控制,触发电路依次发送3个与电网电压(半波)相对应的3个触发脉冲信号,到3只晶闸管的栅阴结,3只晶闸管则以承受正向电压的次序依次导通。
[同步信号电路]TB1为同步变压器,二次降压绕组输出与电网三相电压相对应的同步正弦波电压信号,三相电压的正半波信号,分别经R1~R3限流,6只稳压二极管BW1~BW6削波成梯形波,由C1~C3微分电容微分后,在电阻R4两端得到正、负电网过零点同步脉冲。Z1~Z4组成桥式整流电路,是一个“信号极性自动选择电路”,对R4上的正,负信号电压信号进行选择性输入,使输入到三极管T1、T2的均为正向脉冲电压,T1、T2在输入尖脉冲作用期间饱和导通,提供图7-11中电容C1、C2的电荷泄放通路,保障C1、C2从电网过零后重新充电,从而使触发脉冲形成同步点。
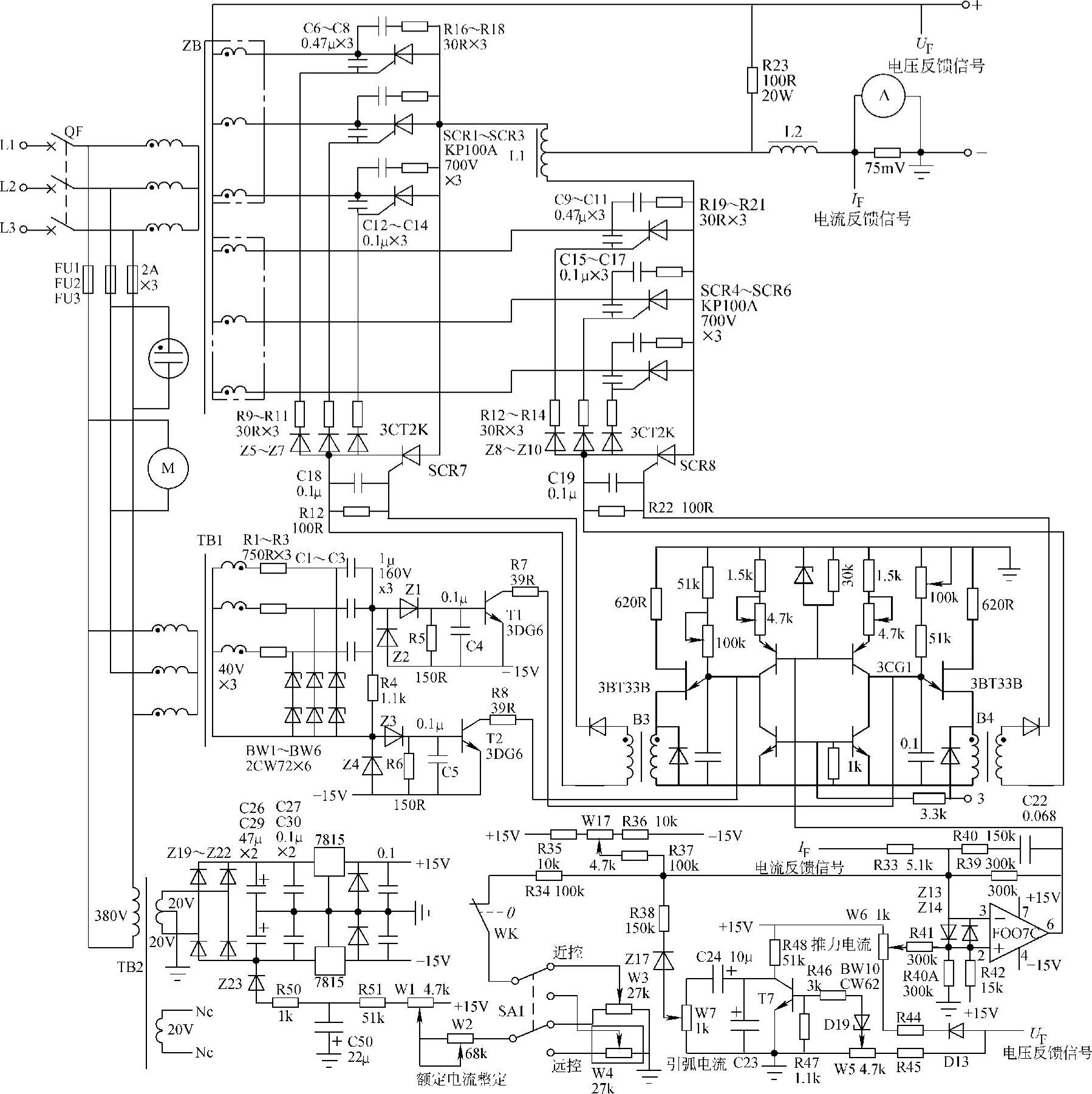
图7-10 ZS5-400型晶闸管直流弧焊机整机电路图
[移相触发信号形成电路]从图7-10中摘出该部分电路形成如图7-11所示的移相触发信号形成电路。这是一个以单结晶体管为核心组成的张弛振荡器电路,R1和R4为第二基极分压和降流电阻,R2、R5为避免VT1、VT2进入直通区而停振,RP1~RP4为T3、T4、VT1、VT2工作点整定电位器,以确定电路输出触发脉冲的移相控制范围。DW1、R7用于稳定晶体管T3、T4的基极电流,使之具有恒流特性,从而控制C1、C2上充电电压线性上升。
晶体管T3、T4为控制放大器,在输入控制信号的作用下,其导通电阻发生变化,控制C1、C2电容上充电电压的变化速率,进而改变脉冲变压器输出移相触发脉冲的时刻,使主电路晶闸管的导通角变化,达到控制焊接电流的目的。当输入控制信号负向增大时(往负电压变化时),控制放大器T3的Ib上升,导通电阻减小,C1、C2充电加快,触发脉冲出现的时刻提前,焊接电流增大;当输入控制信号正向增大时(往正电压变化时),控制的结果,使焊接电流减小。
晶体管T5、T6组成急停控制电路,当进入“远控”模式时,需要停机时,R8经远控开关接电源地,形成T5、T6的正向偏压,两只管子饱和导通,使a、b点电压为0,移相触发电路被强制停止工作。一些焊机电路中省掉了T5、T6组成的急停电路。
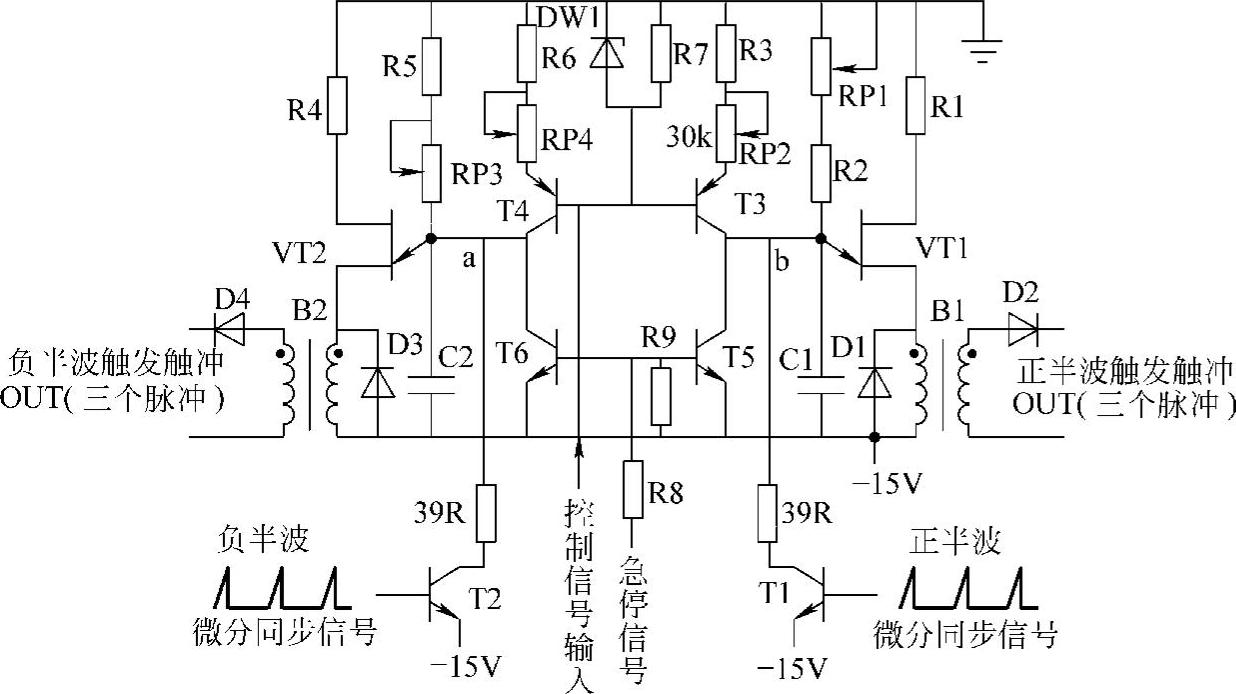
图7-11 移相触发信号形成电路
[控制信号形成电路]是一个具有引弧电流和推力电流调节,兼具电流和电压反馈双闭环控制电路。(https://www.xing528.com)
1)焊接电流给定信号电路:由电流/电压整定元件W1~W4、R50、二极管Z23等元件,形成对+15V和-25V的分压电路,W1、W2为信号电压范围整定电位器,W3、W4为近控(本地)和远控电流调节电位器,控制方式由转换开关SA1切换。调整所得的电流给定信号经晶闸管模块温度(保护)继电器WK的常闭触点、电阻R34输入到运算放大器F007C的反相输入端。给定的电流信号向正方向变化时,输出端电压向负反向变化,移相触发电路中的T3、T4导通能力增强,移相触发脉冲提前,晶闸管主电路输出电流越大。当模块温升异常,温度继电器WK断开,中断了电流给定信号,可控整流电路的晶闸管全部关断,实现了超温时的停机保护。
2)电流反馈信号电路:电流反馈信号由输出端75mV分流器上取得(输出电流达额定电流值时,该分流电阻上的压降达到75mV),分流器的右端接控制电源地,从电流(方向)极性上看,电流反馈信号IF为负电压信号,输出电流越大,IF信号越负。IF信号经电阻R33,也输入到运算放大器F007C的反相输入端。形成如下电流反馈闭环控制过程:IF信号负向上升→F007C输出端控制信号正向上升→T3、T4导通变弱→晶闸管导通角下降→可控整流电路输出电流下降,从而使焊机获得下降的外特性;
3)电压反馈信号电路:电压反馈信号UF由主电路输出正端取得,电压极性为正,一路经D13、R44、W6活动臂、R41输入到F007C的同相输入端,当UF电压上升时→W6活动臂分压点电压上升→F007C输出端电压往正的方向变化→T3、T4导通变弱→晶闸管导通角下降→可控整流电路输出电压下降。这是一路“常态”的电压负反馈闭环控制支路,在因电网电压或负载变化引起输出电路变化时,起到稳定输出电压的作用。
4)推力电流和引弧电流调节电路。电压反馈信号UF又经R45、W5,并从W5活动臂上分压(整定)取得控制信号,W5为推力电流调节电位器。当轻载和焊接电流较小时,UF电压幅度大,稳压管D19处于反穿状态,经R46为晶体管T7提供较大的基极电流,T7饱和导通,集电极电位为0V,二极管Z17的负端电流给定信号为正,D17处反偏截止状态,F007C依据给定的电流控制信号输出控制电压;当焊接电流增大时(焊接状态近似于电源短路状态),焊接电压严重变低(如低于10V),此时起弧困难,焊条极易粘住,这时候电压反馈信号UF降低,稳压管D19出离反向击穿区而截止,晶体管T7失去基极偏流而截止,集电极变为高电位,形成由15V电源正端→R48→C24→W7固定端到电源地的C24的充电电流回路,由此在W7活动臂得到正电压分压输出,此时二极管Z17因承受正向电压而导通,这个正电压叠加在给定电流信号上,使输入至F007C反相端的电压上升,控制的结果使晶闸管导通角增大,主电路输出电压上升,焊接中起弧顺利。这是一个“暂态”的由C24充电电压形成的电压反馈信号控制支路,起到瞬间提升给定电流信号的作用。电位器W5用以整定输出电压的“引弧点”,即输出电压低至某阈值时,开始引弧动作。电位器W7用于整定提升信号的大小,所以又称为引弧电流调节电位器。
可见,给定电流信号、反馈电流信号、反馈电压信号均经运算放大器F007C处理混合为一路控制信号,这是根据直流焊机的工作特性处理得出的信号,送入后级移相触发电路,动态控制主电路晶闸管的导通角,完成对焊接电流输出的控制。
[末级功率放大电路]移相触发电路采用张弛振荡器的优点(电路简单),但缺点是输出脉冲窄,触发功率小,只宜触发小功率晶闸管。需触发大功率晶闸管时,要增加末级触发电流放大电路。将末级触发电路简化为图7-12所示末级脉冲功率放大电路,看一下其工作过程。
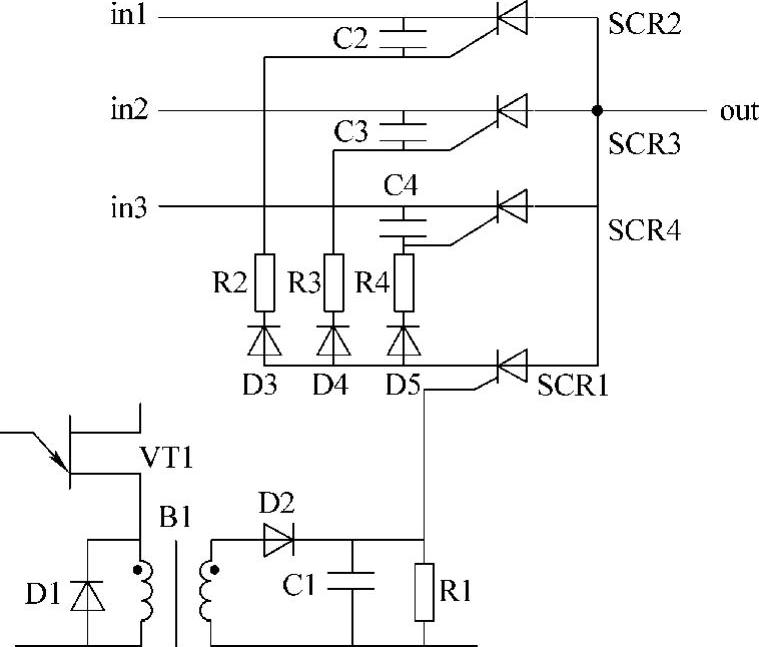
图7-12 末级脉冲功率放大电路
单结晶体管的b1极输出尖脉冲信号,经脉冲变压器B1耦合,由D2整流输入小功率单向晶闸管SCR1,控制其导通与关断。在一个电网周期内,B1送出3个触发脉冲,SCR1导通3次,SCR1导通时,经D3~D5、R2~R4接通大功率晶闸管SCR2~SCR4的触发电流回路。因为对应电网电压的3个负半波电压,并非在同一时刻到来,即SCR1导通,提供触发电流期间,功率晶闸管SCR2~SCR4总是只有其中一只承受正向电压而导通,其他两只则处于截止状态,所以完全可由SCR1控制3只功率晶闸的导通,在电压出现自然过零点时,功率晶闸管SCR2~SCR4则能自行关断。以SCR4功率晶闸管的触发电路为例,分析一下触发电流的形成通路:当SCR1受控导通时,形成从SCR4的阳极→D5→R4→SCR4的栅极→SCR4的阴极的触发电流通路,电路中D5只为SCR4提供正向触发电流,避免反向触发电压的出现,R4用于限制触发电流的大小,C4用于消噪和吸收干扰信号。小功率晶闸管SCR1在此电路中起到对触发电流/功率的放大作用,以提高驱动能力,保障SCR2~SCR4的可靠导通。
也可以看出,晶闸管的主电路,只有当负载(焊接)回路接通时,才能形成晶闸管的触发电流通路,若负载端处于开路状态,则功率晶闸管将因无法形成触发电流的通路,而全部处于关断状态,而使直流输出电压为0V。这是检修中需予注意的一个问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。