



脉冲编码器又称码盘,是一种旋转式位置传感器,它的转轴通常与被测轴连接,随被测轴一起转动,如图6-1b所示。它能将被测轴的角位移转换成二进制编码或一串脉冲。脉冲编码器有两种基本类型:绝对式编码器和增量式编码器。
1.绝对式编码器
绝对式编码器是按照角度直接进行编码的传感器,可直接把被测转角用数字代码表示出来。根据内部结构和检测方式有接触式、光电式等形式。
(1)接触式编码器
图6-2所示为一个4位二进制接触式码盘。它在一个不导电基体上做成许多有规律的导电金属区,其中阴影部分为导电区,用“1”表示,其他部分为绝缘区,用“0”表示。码盘分成四个码道,在每个码道上都有一个电刷-电刷经取样电阻接地,信号从电阻上取出。这样,无论码盘处在哪个角度上,该角度均有4个码道上的“1”和“0”组成4位二进制编码与之对应。码盘最里面一圈轨道是公用的,它和各码道所有导电部分连在一起,经限流电阻接激励电源E的正极。
由于码盘是与被测转轴连在一起的,而电刷位置是固定的,当码盘随被测轴一起转动时,电刷和码盘的位置就发生相对变化。若电刷接触到导电区域,则该回路中的取样电阻上有电流流过,产生压降,输出为“1”;反之,若电刷接触的是绝缘区域,则不能形成回路,取样电阻上无电流流过,输出为“0”,由此可根据电刷的位置得到由“1”、“0”组成的4位二进制码。例如,在图6-2b中可以看到,此时的输出为0101。

图6-2 接触式码盘
a)电刷在码盘上的位置 b)4位二进制码盘 c)4位格雷码码盘
从以上分析可知,码道的圈数(不包括最里面的公用码道)就是二进制的位数,且高位在内,低位在外。由此可以推断出,若是n位二进制码盘,就有n圈码道,且圆周均分2n个数据来分别表示其不同位置,所能分辨的角度α为
α=360°/2n;分辨率=1/2n (6-1)
从式(6-1)可以看出:位数n越大,所能分辨的角度α就越小,测量精度就越高,所以,若要提高分辨力,就必须增加码道数,即二进制位数。
例如,某12码道的绝对式脉冲编码器,其每圈的位置数为212=4096,分辨角度为α=360°/212=5.27′;若为13码道,则每转位置数为213=8192,分辨角度为α=360°/213=2.67′。
另外,在实际应用中,对码盘制作和电刷安装要求十分严格,否则就会产生非单值性误差。例如,当电刷由位置(0111)向位置(1000)过渡时,若电刷安装位置不准或接触不良,可能会出现8~15之间的任意十进制数。为了消除这种非单值性误差幂可采用二进制循环码盘(格雷码盘)。
图6-2c为一个4位格雷码盘,与图6-2b所示的BCD码盘相比,不同之处在于,码盘旋转时,任何两个相邻数码间只有一位是变化的,所以每次只切换一位数,可把误差控制在最小单位内。
(2)绝对式光电编码器
绝对式光电编码器与接触式编码器结构相似,只是其中的黑白区域不表示导电区和绝缘区,而是表示透光或不透光区。其中黑的区域为不透光区,用“0”表示;白的区域为透光区,用“1”表示。这样,在任意角度都有对应的二进制编码。与接触式编码盘不同的是,不必在最里面一圈设置公用码道,同时取代电刷的,是在每一码道上都有一组光电元件,如图6-3所示。
由于径向各码道的透光和不透光,使各光敏元件中,受光的输出“1”电平,不受光的输出“0”电平,由此而组成n位二进制编码。
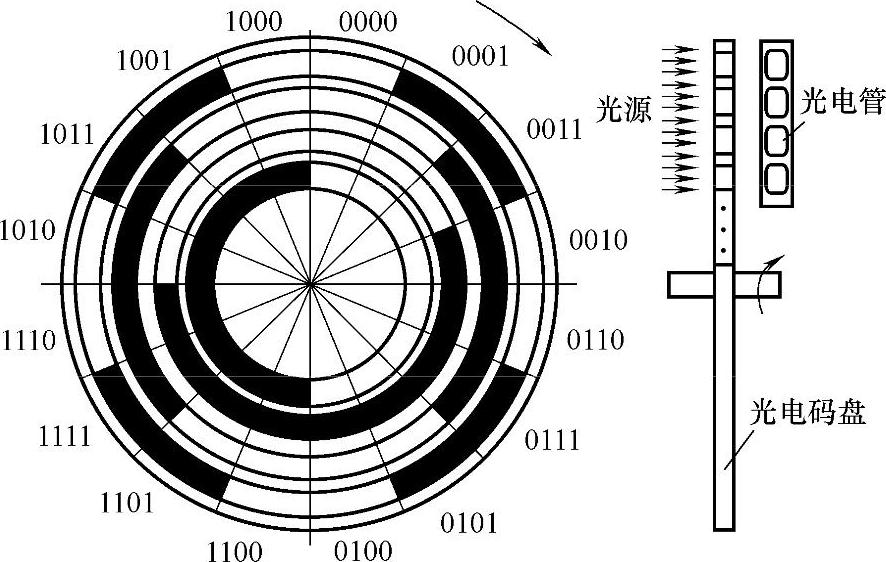
图6-3 绝对式光电编码器码盘
光电码盘的特点是没有接触磨损,码盘寿命长,允许转速高,精度也较高。就码盘材料而言,不锈钢薄板所制成的光电码盘要比玻璃码盘抗振性好、耐不洁环境。但由于槽数受限,所以分辨力较低。
2.增量式编码器
增量式编码器通常为光电码盘,结构如图6-4所示。
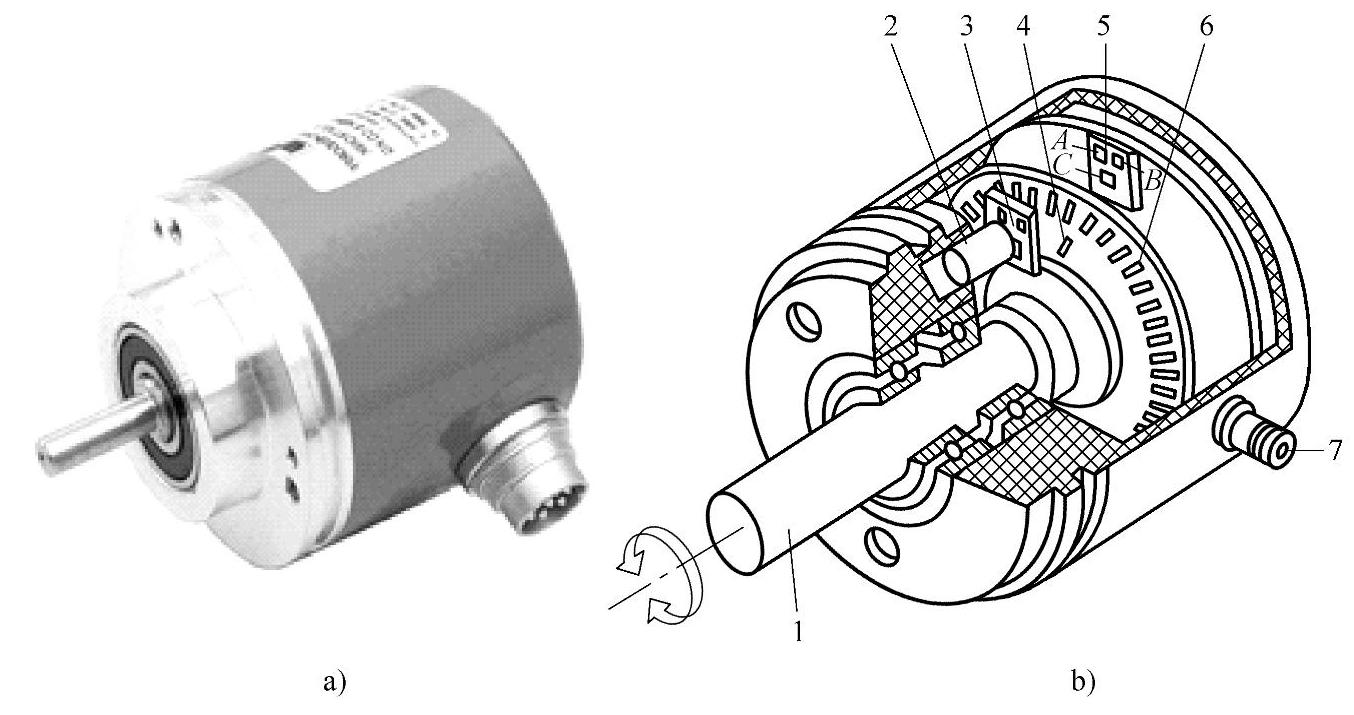
图6-4 增量式光电码盘结构示意图
a)外形 b)内部结构 1—转轴 2—LED 3—光栏板 4—零标志位光槽 5—光敏原件 6—码盘 7—电源及信号线连接座
光电码盘与转轴连在一起。码盘可用玻璃材料制成,表面镀上一层不透光的金属铬,然后在边缘制成向心透光狭缝。透光狭缝在码盘圆周上等分,数量从几百条到几千条不等。这样,整个码盘圆周上就等分成n个透光的槽。除此之外,增量式光电码盘也可用不锈钢薄板制成,然后在圆周边缘切割出均匀分布的透光槽,其余部分均不透光。
光电码盘的光源最常用的是自身有聚光效果的LED。当光电码盘随工作轴一起转动时,在光源的照射下,透过光电码盘和光栏板狭缝形成忽明忽暗的光信号,光敏元件把此光信号转换成电脉冲信号,通过信号处理电路的整形、放冲信号,通过信号处理电路的整形、放大、细分、辨向后,向数控系统输出脉冲信号,也可由数码管直接显示位移量。
光电编码器的测量精度取决于它所能分辨的最小角度,而这与码盘圆周上的狭缝条纹数n有关,即分辨角度为
α=360°/n;分辨率=1/n (6-2)
例如,条纹数为1024,根据式(6-2)可以得出分辨的最小角度α=360°/1024=0.352°。
为了得到码盘转动的绝对位置,还须设置一个基准点,如图6-4中的“零位标志槽”,又称“一转脉冲”;为了判断码盘旋转的方向,光栏板上的两个狭缝距离的(m+1/4)倍,m为正整数,并设置了两组光敏元件,如图6-4中的A、B光敏元件,有时又称为cos、sin元件。光电编码器的输出波形如图6-5所示。
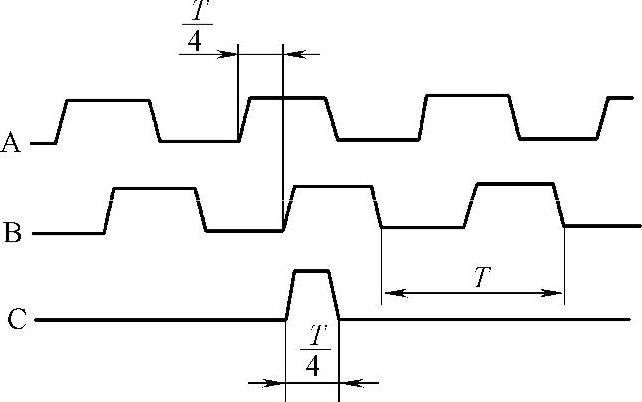
图6-5 光电编码器的输出波形
3.脉冲编码器的应用
脉冲编码器除了能直接测量角位移或间接测量直线位移外,还有以下用途。
(1)数字测速
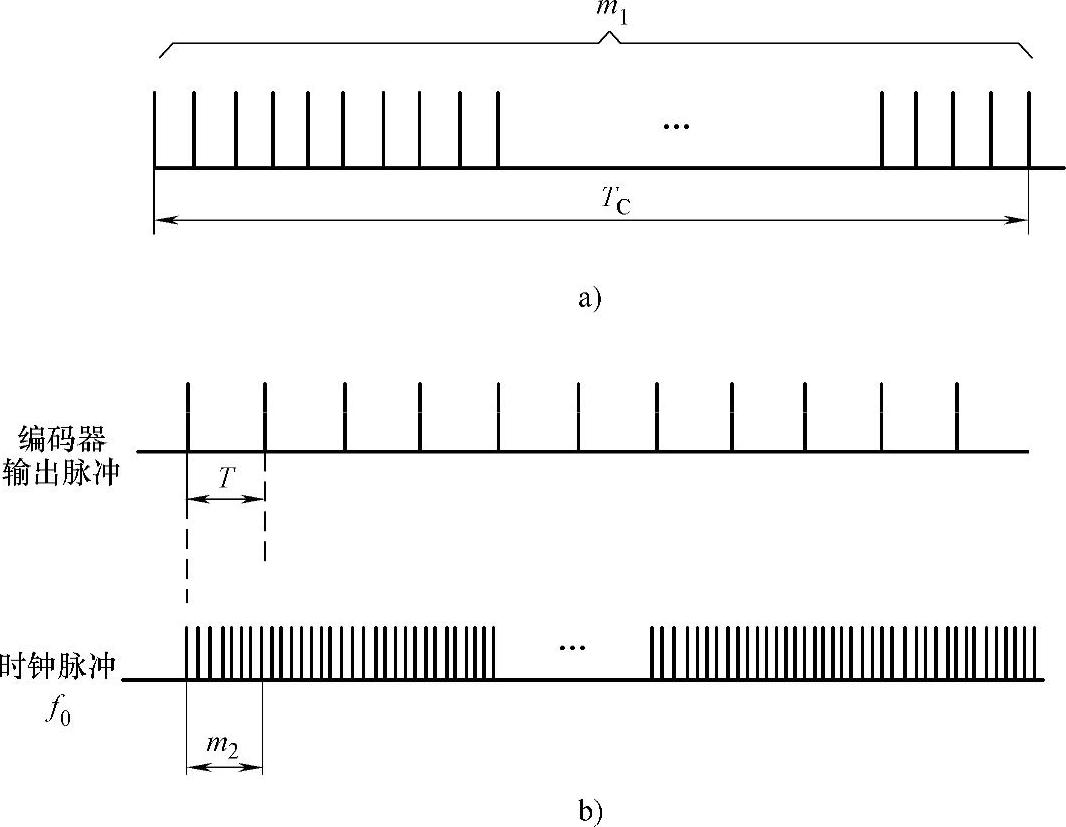
由于光电编码器的输出信号是脉冲形式,因此,可以通过测量脉冲频率或周期的方法来测量转速。光电编码器可代替测速发电动机的模拟测速而成为数字测速装置。数字测速方法有M法测速和T法测速,如图6-6所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-6 数字测速
a)M法测速 b)T法测速
1)M法测速:在一定的时间间隔TC内(如10s、1s、0.1s等),用编码器所产生的脉冲数来确定速度的方法称为M法测速。
若编码器每转产生N个脉冲,在tc间隔内得到m1个脉冲,则编码器所产生的脉冲频率为
F=m1/tc (6-3)
则转速(r/min)为,
N=60f/N=60(m1/tc)/N=60m1/(Ntc) (6-4)
【实例】 某编码器的指标为1024个脉冲/r(1024p/r),在0.4s时间内测得4K脉冲(1K=1024),即N=1024p/r,tc=0.4s,m1=4K=1024×4=4096脉冲,求转速n。
解:编码器轴的转速
n=60m1/(Ntc)=60×4096/(1024×0.4)r/min=600r/min
M法测速适合于转速较快的场合。例如,脉冲的频率f=1000Hz,tc=1s时,此时的测量精度可达0.1%左右;而当转速较慢时,编码器的脉冲频率较低,测量精度则降低。
tc的长短也会影响测量精度。tc取得较长时,测量精度较高,但不能反映速度的瞬时变化不适合动态测量;tc也不能取得太小,以至于在tc时段内得到的脉冲太少,而使测量精度降低。例如,脉冲的频率f为1000Hz,tc缩短到0.01s时,此时的测量精度将降低到10%左右。
2)T法测速:用编码器所产生的相邻两个脉冲之间的时间来确定被测转速的方法称为T法测速。在T法测速中,必须使用标准频率fc(其周期为Tc,例如1μs)作为测量编码器周期T的“时钟”。
设编码器每转产生N个脉冲,测出编码器输出的两个相邻脉冲上升沿(即周期T)之间所能填充的标准时钟数个数m2,就可得到周期T,
T=m2Tc (6-5)
转速n(r/min)可由下式求得:
n=60f/N=60/(TN)=60/[(m2Tc)N]=60/[(m2/fc)N]=60fc/(Nm2) (6-6)
【实例】 某编码器为1024脉冲/r,已知标准频率时钟fc=1MHz,测得编码器输出的两个相邻脉冲上升沿之间所能填充的标准时钟数m2=1000脉冲,求转速n。
解:编码器轴的转速
n=60fc/(Nm2)=60×1×106/(1024×1000)r/min=58.6r/min
T法测速适合于转速较慢的场合。例如,脉冲的频率f=10Hz,fc=10kHz时,测量精度可达0.1%左右;而当转速较快(编码器输出脉冲的周期较短)时,测量精度则降低。fc也不能取得太低,以至于在T时段内得到的脉冲太少,而使测量精度降低。
(2)在交流伺服电动机中的应用
交流伺服电动机是当前伺服控制中最新技术之一。交流伺服电动机的运行需要角度位置传感器,以确定各个时刻转子磁极相对于定子绕组转过的角度,从而控制电动机的运行。图6-7所示为一交流伺服电动机外观图。
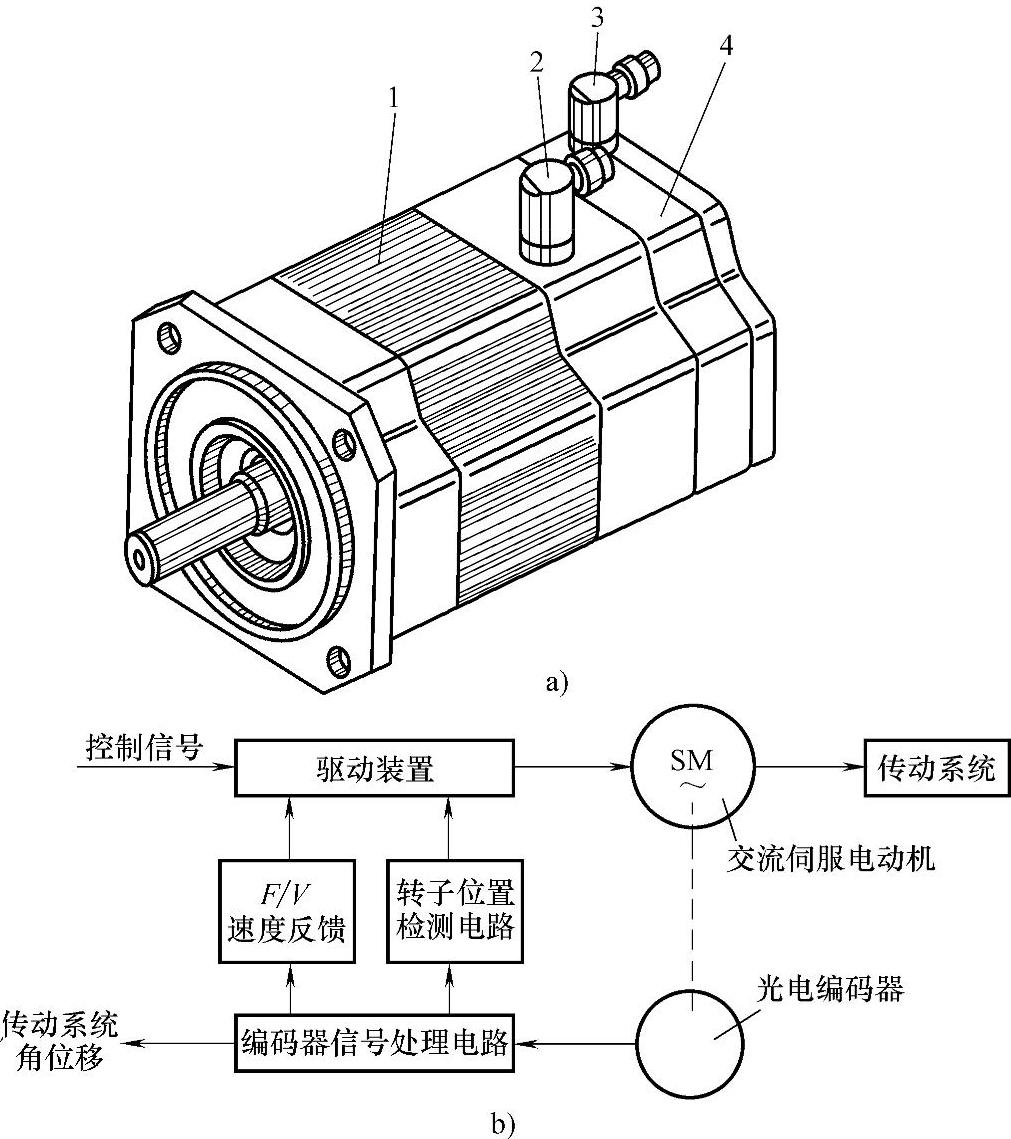
图6-7 交流伺服电动机及控制系统
a)外形 b)控制系统框图 1—电动机本体 2—三相电源(U、V、W)连接座 3—光电编码器信号输出及电源连接座 4—光电编码器
从图6-7b中可以看出,光电编码器在交流伺服电动机控制中起了三个方面的作用:
1)提供电动机定、转子之间相互位置的数据;
2)通过F/V(频率/电压)转换电路提供速度反馈信号;
3)提供传动系统角位移信号,作为位置反馈信号。
(3)工位编码
由于绝对式编码器每一转角位置均有一个固定的编码输出,若编码器与转盘同轴相连,则转盘上每一工位安装的被加工工件均可以有一个编码相对应,如图6-8所示。当转盘上某一工位转到加工点时,该工位对应的编码由编码器输出给控制系统。
例如,要使处于工位5上的工件转到加工点等待钻孔加工,计算机就控制电动机通过传动机构带动转盘旋转。与此同时,绝对式编码器输出的编码不断变化。当输出从0100变为0110时,表示转盘已将工位5转到加工点,电动机停转。
这种编码方式在加工中心(一种带刀库和自动换刀装置的数控机床)的刀库选刀控制中得到广泛应用。
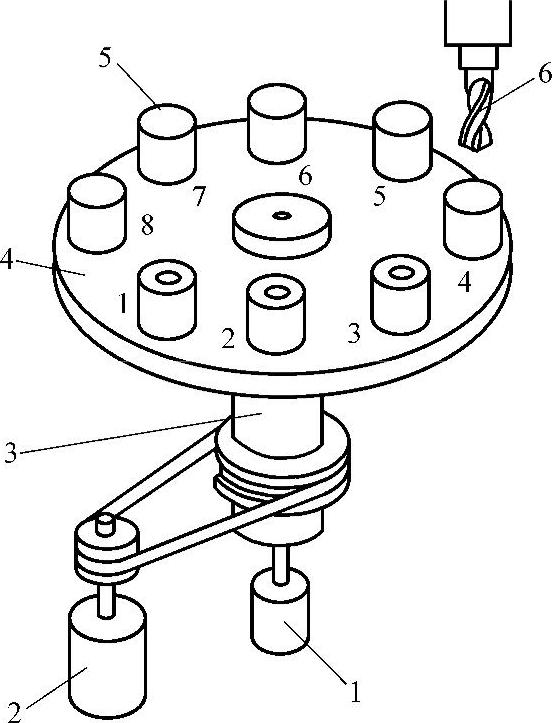
图6-8 转盘工位编码
1—绝对式编码器 2—电动机 3—转轴 4—转盘 5—工件 6—刀具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。