



【任务描述】
本任务主要进行优化伺服,同时调整增益和加速度。
对于伺服系统,首先是对速度环的增益和积分时间等动态特性进行调试,然后对位置环进行调试,其中速度环动态特性的优化是由SimoComU软件完成的。
速度环优化就是对伺服电动机动态特性的优化,输入电动机的型号及所带编码器的规格后,SimoComU自动进行参数的优化计算,优化的效果是与电动机和机械传动装置的连接方式有关,刚性的连轴方式优化效果最好。而位置环主要是通过调整位置增益参数来进行优化。
【任务实施】
1.速度环的优化
速度环动态特性优化通过SimoComU进行,步骤如下:
1)将NC轴参数MD:30200设置为“0”(优化完毕后必须设置为“1”),使优化时NC给定电缆中的伺服使能信号65和9不会断开。
如果需要利用组合键对电动机抱闸进行控制,需要设定NC参数MD:14512[18]的位为2(bit1)“1”(优化完毕后恢复为“0”)。
驱动器使能(电源模块端子T48、T63和T64与T9接通),并将坐标移动到适中的位置(优化时电动机要旋转约两圈);优化时驱动器的速度给定由PC以数字量给出。
2)进入工具软件SimoComU,选择联机方式 ,再选择PC机控制
,再选择PC机控制 ,选择“OK”(见图5-39)。
,选择“OK”(见图5-39)。
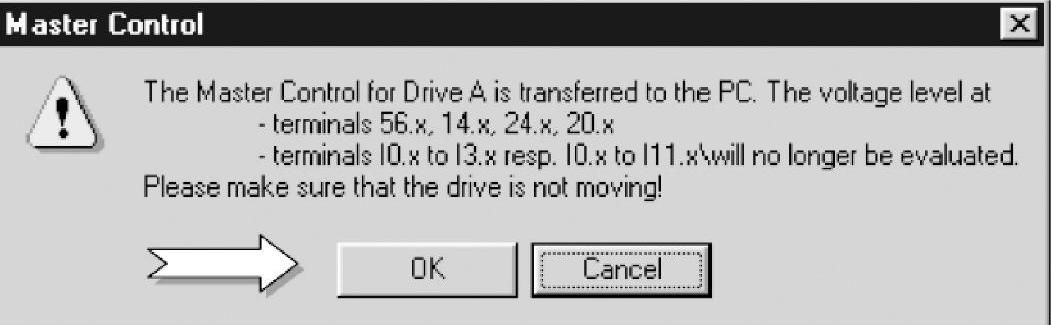
图5-39 进入工具软件SimoComU
3)在SINUMERIK 802C base line上通过机床控制区域组合键 +
+ 释放电动机抱闸。
释放电动机抱闸。
4)如图5-40所示进入控制器目录(Controller),出现以下画面,选择“Noneofthese”。
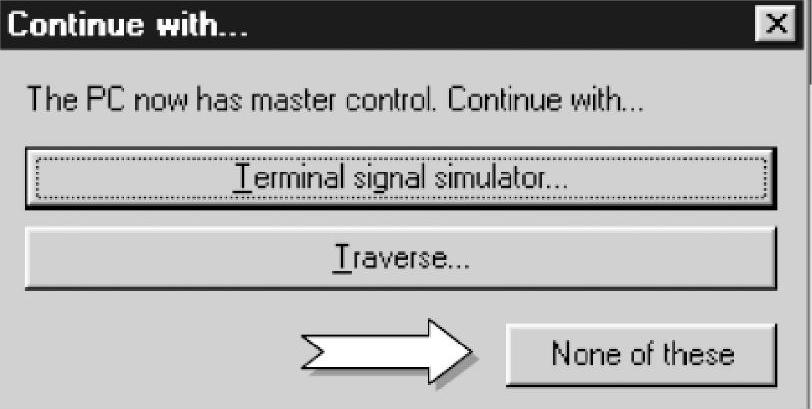
图5-40 控制器目录
5)选择运行自动速度控制器优化“Execute automatic speed controller setting”(见图5-41)。
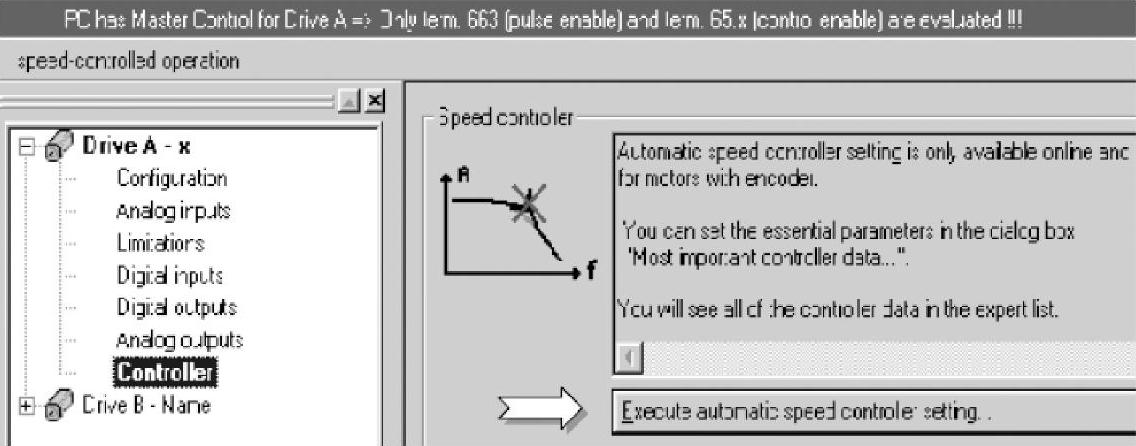
图5-41 选择运行自动速度控制器优化
进入优化后出现以下画面(见图5-42)。
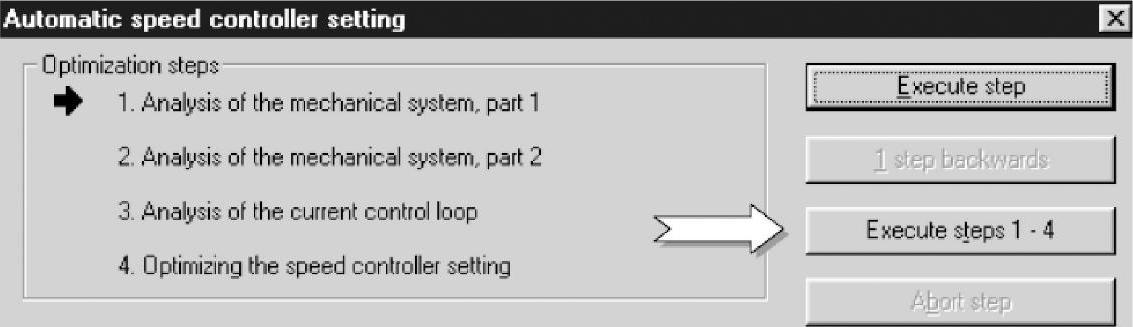
图5-42 优化画面
进入速度环优化后,在图5-42中选择“Execute steps1-4”自动执行:
①分析机械性能一(电动机正转,抱闸应释放);
②分析机械性能二(电动机反转,抱闸应释放);
③电流环测试(电动机静止,垂直轴电动机的抱闸应夹紧);
④参数优化计算。
其中运行完第二步时,SimoComU出现提示:“电流环优化,垂直轴的电动机抱闸一定要夹紧,以防止坐标下滑”。
6)通过MCP组合键 +
+ 使抱闸夹紧。(https://www.xing528.com)
使抱闸夹紧。(https://www.xing528.com)
7)显示优化前和优化后的参数比较,如果认可,需要进行数据存储,上电复位。
8)通过机床控制区域组合键 +
+ 释放电动机抱闸。
释放电动机抱闸。
9)恢复NC通过参数MD:14512[16]=0,轴参数MD:30200=1,然后SINUMERIK802Cbaseline重新上电使参数生效。
至此,速度环优化结束。速度环优化结束后,可根据实际情况适当调整位置环放大倍数和加速度,以减小位置跟随误差。
2.位置环的优化
位置环的优化主要通过设置参数进行,其位置增益与加速度通过表5-5进行参数设置。
表5-5位置环参数定义

【背景知识】
1.概述
802C系统采用全闭环控制系统,最外环是位置环,然后是速度环,内环是电流环,通过调节速度环和电流环的增益和积分时间来优化进给轴系统。电流环增益也称负载惯量比,可以手动调节。
2.Kv系数
对于步进电动机进给轴,回路增益的标准值保存在机床数据MD:POSCTRL_GAIN[n](伺服增益系数)中,对于模拟进给轴/主轴则要求进行匹配。n表示调节参数数组号:0~5。
Kv系数太大会导致系统不稳定、超调并可能使机床超出许可范围的负载。
允许的最大Kv系数取决于:驱动的设计参数和动态特性(激励时间、加速度性能和制动能力);机床品质(弹性、振动阻尼);位置控制脉冲。Kv系数定义为:
3.位置控制器的参数记录
位置控制可以使用6种不同的参数记录。它们可以使位置控制与操作时修改的机床特性快速匹配,例如改变丝杠齿轮级和进给轴动态特性的匹配(如攻螺纹时)。
操作时通过转换参数记录可以改变以下机床数据:
MD:DRIVE_AX_RATIO_NUMERA[n]
MD:DRIVE_AX_RATIO_DENOM[n]
MD:POSCTRL_GAIN[n]
MD:AX_VELO_LIMIT[n](速度监控界限值)
MD:DYN_MATCH_TIME[n](动态调节的时间常量)
其中n表示调节参数数组号:0~5。
对于丝杠,每个齿轮级对应一个参数记录。根据接口信号“实际齿轮级”(V380x2000.0bis.2),相应的参数记录即被激活。对于未参与攻丝或螺纹切削的进给轴,在任何情况下,参数记录1被激活(index=0)。对于参与攻丝或螺纹切削的进给轴,与当前丝杠的齿轮级的相同的参数记录号被激活。
4.进给轴优化参数
工具软件SimoComU中设定进给轴优化的相关参数定义见表5-6。
表5-6 参数定义

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。