



【任务描述】
FANUC 0i Mate系统主轴控制可分为主轴模拟输出和主轴串行输出。用模拟量控制的主轴驱动单元(如变频器)和电动机称为模拟主轴,主轴模拟输出接口只能控制一个模拟主轴。按串行方式传送数据(CNC给主轴电动机的指令)的接口称为串行输出接口;主轴串行输出接口能够控制两个串行主轴,必须使用FANUC的主轴驱动单元和电动机。
请分别以两种方式进行FANUC 0i Mate系统主轴的电气连接。
【任务实施】
1.FANUC 0i Mate-TC数控系统与模拟主轴的连接
(1)系统接口
这里的模拟主轴一般为通用变频器,如三菱A700变频器或西门子MM440变频器。图4-50所示为FANUC0iMate-TC数控系统与模拟主轴三菱A700变频器的连接。
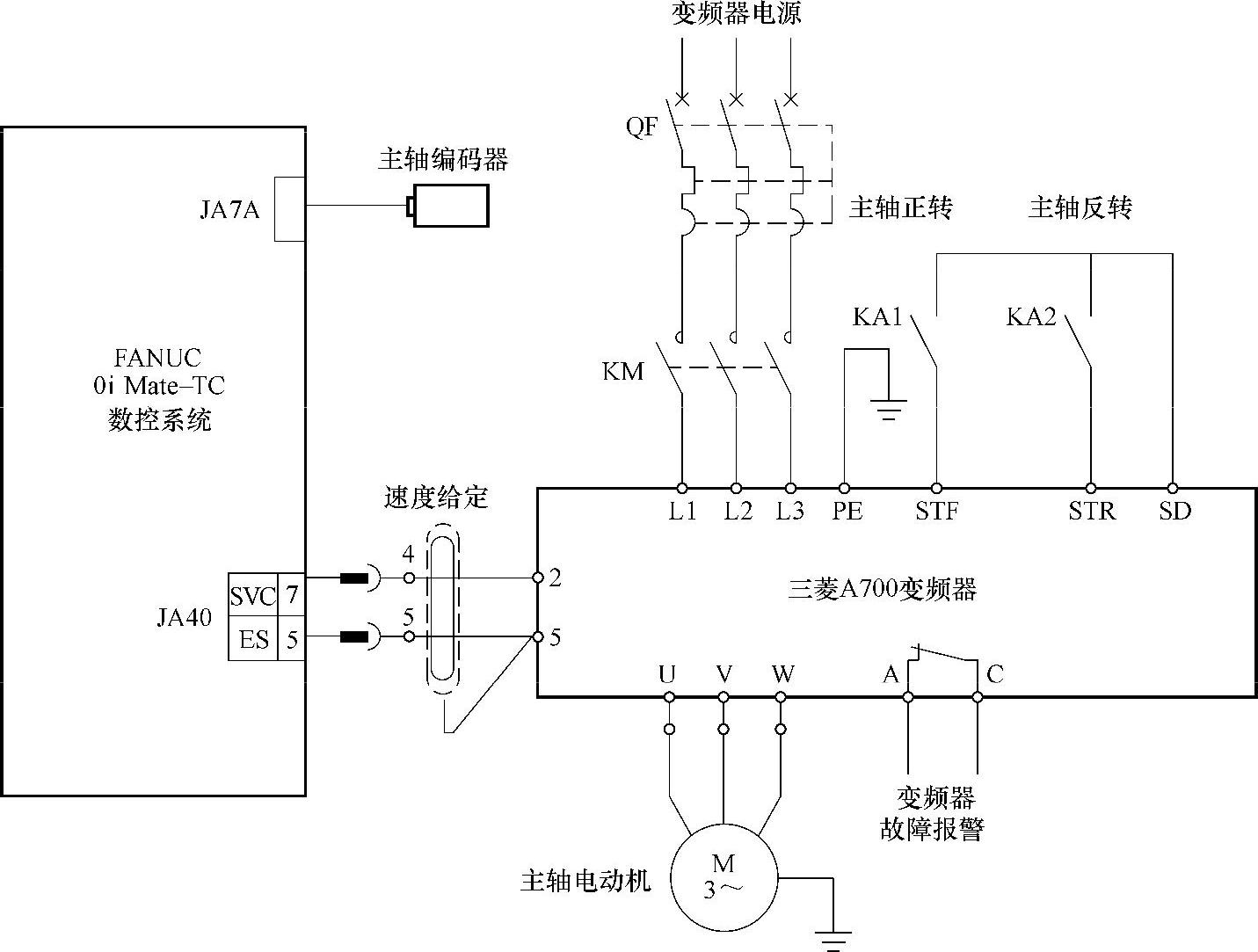
图4-50 FANUC系统与三菱变频器的连接
该数控系统与主轴相关的系统接口有
1)JA40:模拟量主轴三菱A700变频器的速度信号接口(0~10V),CNC输出的速度信号(0~10V)与变频器的模拟量频率设定端连接,控制主轴电动机的运行速度。
2)JA7A:串行主轴/主轴位置编码器信号接口,当主轴为串行主轴时,与主轴变频器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码的主轴位置反馈接口。
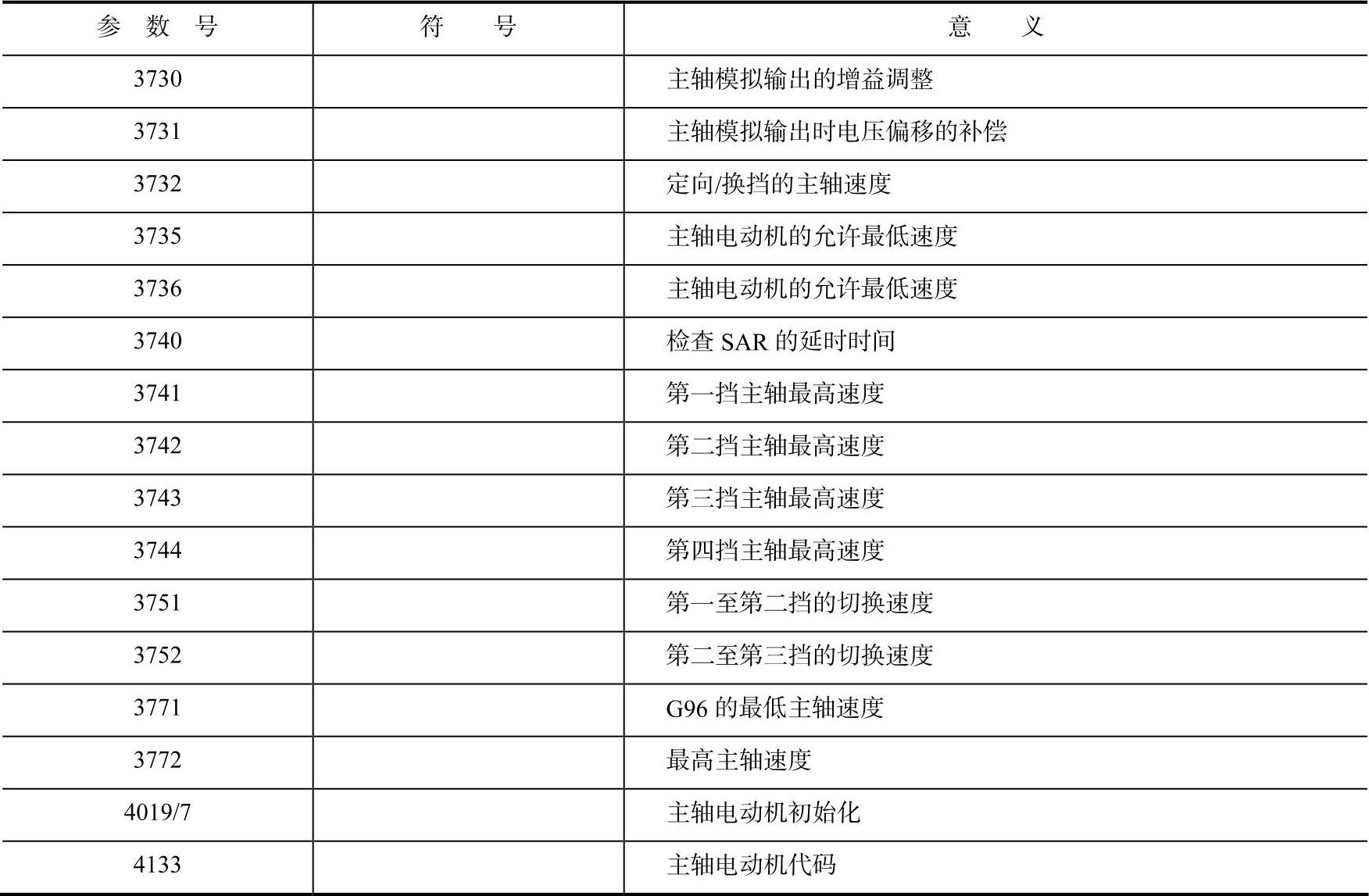
(2)FANUC0iMate主轴相关参数(见表4-11)
表4-11 FANUC0iMate主轴相关参数

(续)
1)FANUC 0i的模拟主轴设置可以分为单极性主轴和双极性主轴。
单/双极性主轴的设置首先通过CNC主轴参数3706#6、#7设置极性(见表4-12)。
表4-12设置极性

TCW、CWM为主轴速度输出时电压极性(见表4-13)。
表4-13 电压极性

其次,通过变频器参数选择频率控制输入信号的类型,以三菱A700为例设置端子2的信号为电压0~10V(Pr.73=0、Pr.79=0)。
2)参数NO.3735设定主轴电动机最低钳制速度,参数NO.3736设定主轴电动机最高钳制速度,设定数据的范围为:0~4095。
但是,主轴电动机钳制速度的设定并不是一直有效的,如果指定了恒表面速度控制功能或GTT(No.3706.#4),这两个参数无效。在这种情况下,不能指定主轴电动机的最大钳制速度。但是可以由参数No.3772(第一轴)、No.3802(第二轴)、No.3822(第三轴)设定主轴最大速度。
3)数控机床一般采用手动换挡和自动换挡两种方式,前一种方式是在主轴停止后,根据所需要的主轴速度人工拨动机械挡位至相应的速度范围;后者,首先执行S功能,检查所设定的主轴转速,然后根据所在的速度范围发出信号,一般采用液压方式换到相应的档位。所以在程序当中或使用MDI方式,S功能应该写在M3(M4)之前,在某些严格要求的场合,S指令要写在M3(M4)的前一行,使机床能够先判断、切换挡位后启动主轴。
对手动换挡机床,当S功能设定的主轴速度和所在挡位不一致时,M3(M4)若写在S功能前,可以看到主轴首先转动,然后立即停止,再报警的情况,这对机床有一定的伤害。因此,应注意书写格式。对每一个档位,都需要设置它的主轴最高转速,这是由参数No.3741、No.3742、No.3743和No.3744(齿轮挡1、2、3和4的主轴最高转速)所设定的,它们的数据单位是min-1,数据范围:0~32767。
显然,参数的设置是和实际机床的齿轮变比有关系,当选定了齿轮组后,相应的参数也就能够设定了。如果M系选择了T型齿轮换挡(恒表面速度控制或参数GTT(No.3706#4)设定为1),还必须设定参数No.3744。即使如此,刚性攻螺纹也只能用3档速度。挡位的选择,由参数No.3751(挡1~挡2切换点的主轴电动机速度)、参数No.3752(挡2~挡3切换点的主轴电动机速度)决定,其数据范围:0~4095,其设定值为

这两个参数的设定要考虑到主轴电动机转速和扭矩。另外,要注意在攻丝循环时的挡位切换有专用的参数:参数No.3761(攻丝循环时挡1~挡2切换点的主轴电动机速度)、参数No.3762(攻螺纹循环时挡1~挡2切换点的主轴电动机速度),其数据单位为r/min,数据范围:0~32767。而不由参数No.3751、No.3752决定。
4)主轴速度到达信号SAR是CNC启动切削进给的输入信号。
该信号通常用于切削进给必须在主轴达到指定速度后方能起动的场合。
此时,用传感器检测主轴速度,所检测的速度通过PMC送至CNC。
当用梯形图连续执行以上操作时,如果主轴速度改变指令和切削进给指令同时发出时,则CNC系统会根据表示以前主轴状态(主轴速度改变前)的信号SAR,错误启动切削进给。为避免上述问题,在发出S指令和切削进给指令后,对SAR信号进行延时监测。延迟时间由参数No.3740设定。
使用SAR信号时,需将参数No.3708第0位(SAR)设定为1。
当该功能使切削进给处于停止状态时,诊断画面上的No.06(主轴速度到达检测)保持为1。
2.FANUC 0i MateC数控系统与串行数字控制的主轴驱动装置的连接
不同数控系统的串行数字控制的主轴驱动装置是不同的,这里以FANUC公司产品系列为例,说明主轴驱动装置的功能连接及设定、调整。图4-51所示为FANUC0i主轴连接示意图。
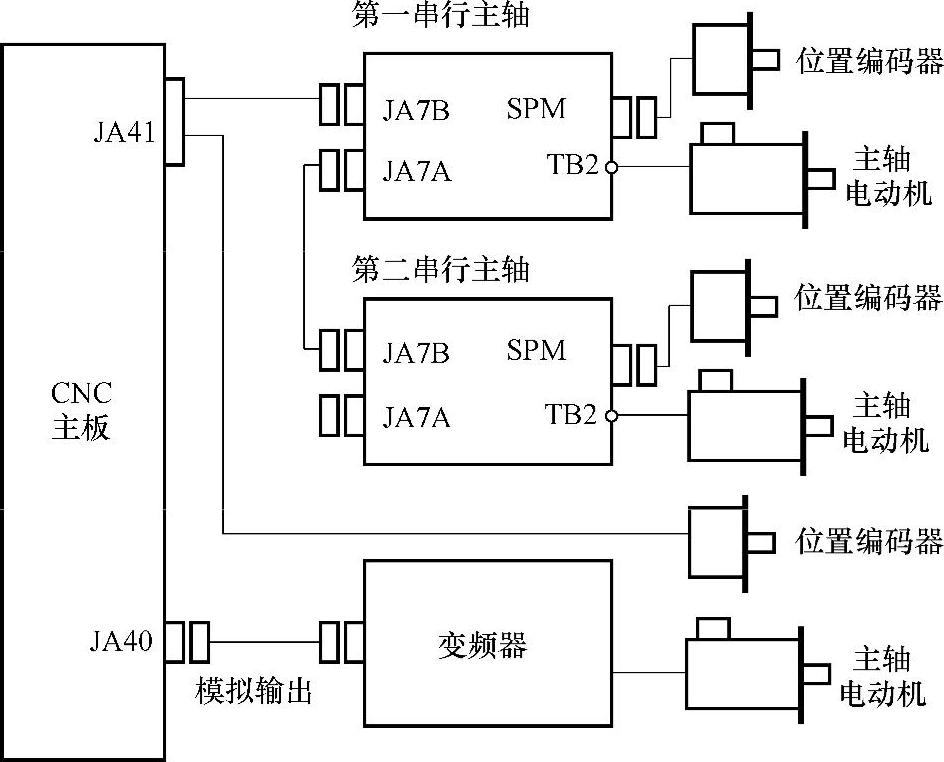
图4-51 FANUC0i主轴连接示意图
(1)电源模块原理及作用(FANUC系统α系列)
图4-52所示为FANUC系统α系列电源模块。将L1、L2、L3输入的三相交流电(200V)整流、滤波成直流电(300V),为主轴驱动模块和伺服模块提供直流电源;200R、200S控制端输入的交流电转换成直流电(DC24V、DC5V),为电源模块本身提供控制电路电源;通过电源模块的逆变模块把电动机的再生能量反馈到电网,实现回馈制动。
(2)FANUC系统α系列电源模块的端子功能(见图4-53)。
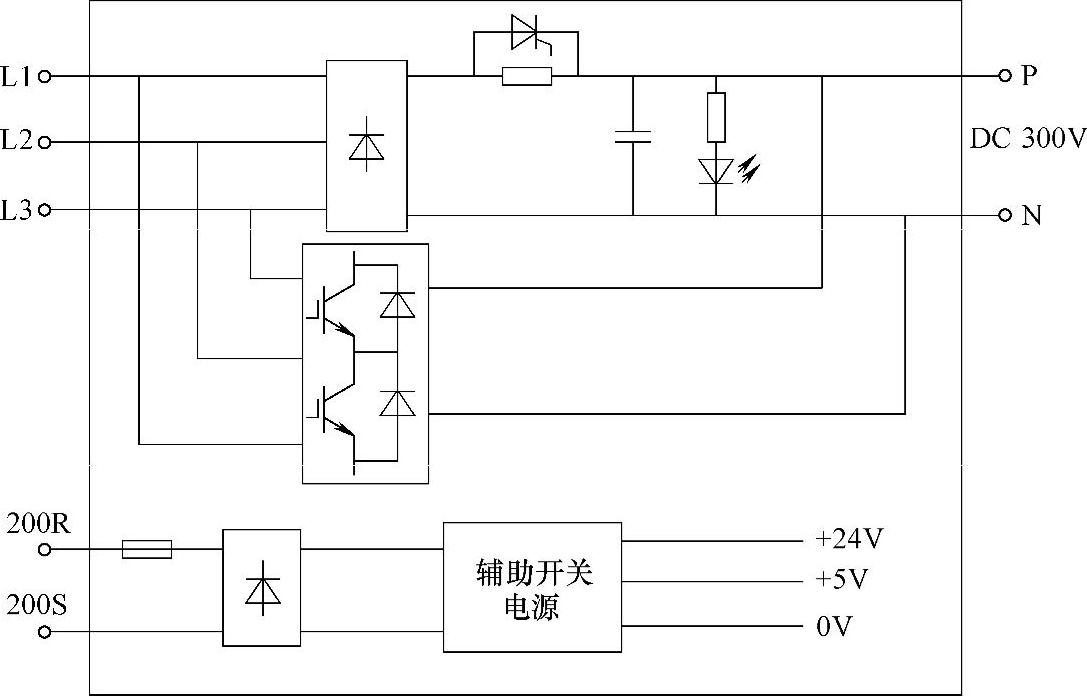
图4-52 电源模块主电路
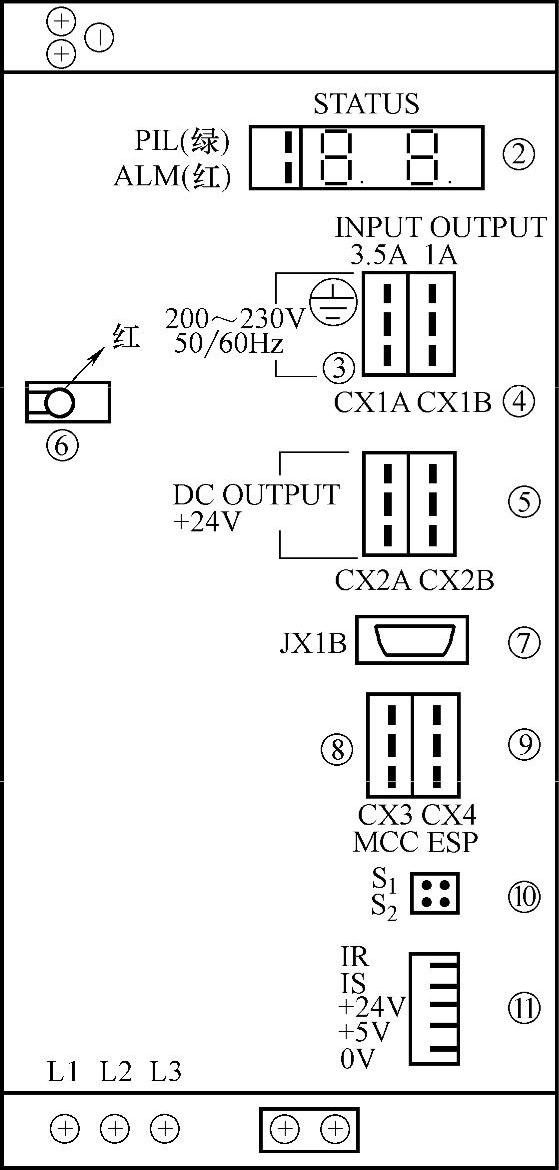
图4-53 FANUC的α系列的电源模块(https://www.xing528.com)
1)DC Link盒:直流电源(DC300V)输出端,该接口与主轴模块、伺服模块的直流输入端连接。
2)状态指示窗口(STATUS):
PIL(绿色)表示电源模块控制电源工作
ALM(红色)表示电源模块故障
——表示电源模块未启动
OO表示电源模块启动就绪
##表示电源模块报警信息
3)CX1A控制电路电源输入200V、3.5A
4)CX1B:交流200V输出
5)CX2A/CX2B:均为DC+24V输出
6)直流母排电压显示(充电显示灯):该指示灯完全熄灭后才能对模块电缆进行各种操作。
7)JX1B:模块之间的连接接口。与下一个模块的接口JX1A相连。进行各模块之间的报警住处及使能信号的传递。最后一个模块的JX1B必须用短接盒(5、6)脚短接)将模块间的使能信号短接,否则系统报警。
8)CX3:主电源MCC(常开点)控制信号接口。一般用于电源模块三相交流电源输入主接触器的控制。
9)CX4:*ESP急停信号接口。一般与机床操作面板的急停开关的常闭点相接,不用该信号时,必须将CX4短接,否则系统处于急停报警状态。
10)S1、S2:再生制动电阻的选择开关
(3)FANUC系统α系列电源模块的连接(见图4-54)
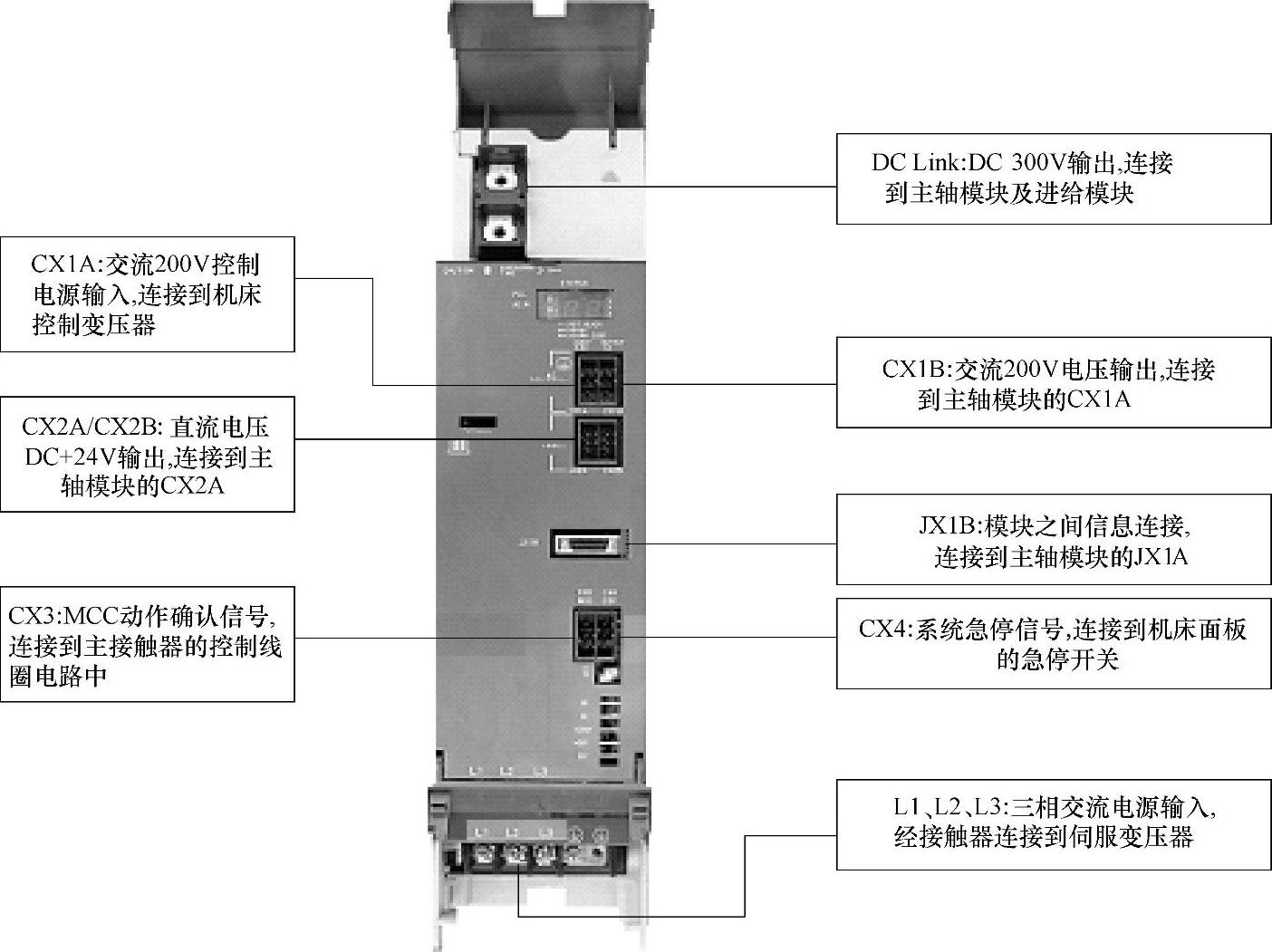
图4-54 FANUC系统α系列电源模块的连接
(4)FANUC系统α系列电源模块报警代码(见表4-14)
表4-14 电源模块报警代码

(5)FANUC串行数字控制的主轴模块端口及连接
α系列FANUC 0i主轴模块(如SPM-15主轴)各指示灯和接口信号的定义如图4-55所示。模块各指示灯和接口信号的定义如下:
1)TB1——直流电源输入端。该接口与电源模块直流电源输出端、伺服模块的直流输入端连接。
2)STATUS——表示LED状态。用于表示伺服模块所处的状态,出现异常时,显示相关的报警代码。
3)CX1A——交流200V输入接口。该端口与电源模块的CXlB端口连接。
4)CX1B——交流200V输出接口。
5)CX2A——直流24V输入接口。一般地,该接口与电源模块地CX2B连接,接收急停信号。
6)CX2B——直流24V输出接口。一般地,该接口与下一伺服模块地CX2A连接,输出急停信号。
7)直流回路连接充电状态LED。在该指示灯完全熄灭后,方可对模块电缆进行各种操作,否则有触电危险。
8)JX4——伺服状态检查接口。该接口用于连接主轴模块状态检查电路板。通过主轴模块状态检查电路板可获取模块内部信号的状态(脉冲发生器盒位置编码器的信号)。
9)JX1A——模块连接接口。该接口一般与电源的JX1B连接,作通信用。
10)JX1B——模块连接接口。该接口一般与下一个伺服模块的JX1A连接。
11)JY1——主轴负载功率表和主轴转速表连接接口。
12)JA7B——通信串行输入连接接口。该接口与控制单元的JA7A(SPDL—1)接口相连。
13)JA7A——通信串行输出连接接口。该接口与下一主轴(如果有的话)的JA7B接口连接。
14)JY2——脉冲发生器,内置探头和电动机CS轴探头连接接口。
15)JY3——磁感应开关和外部单独旋转信号连接接口。
16)JY4——位置编码器和高分辨率位置编码器连接接口。
17)JY5——主轴CS轴探头和内置CS轴探头。
18)三相交流变频电源输出端。该接口与相对应的伺服电动机连接。
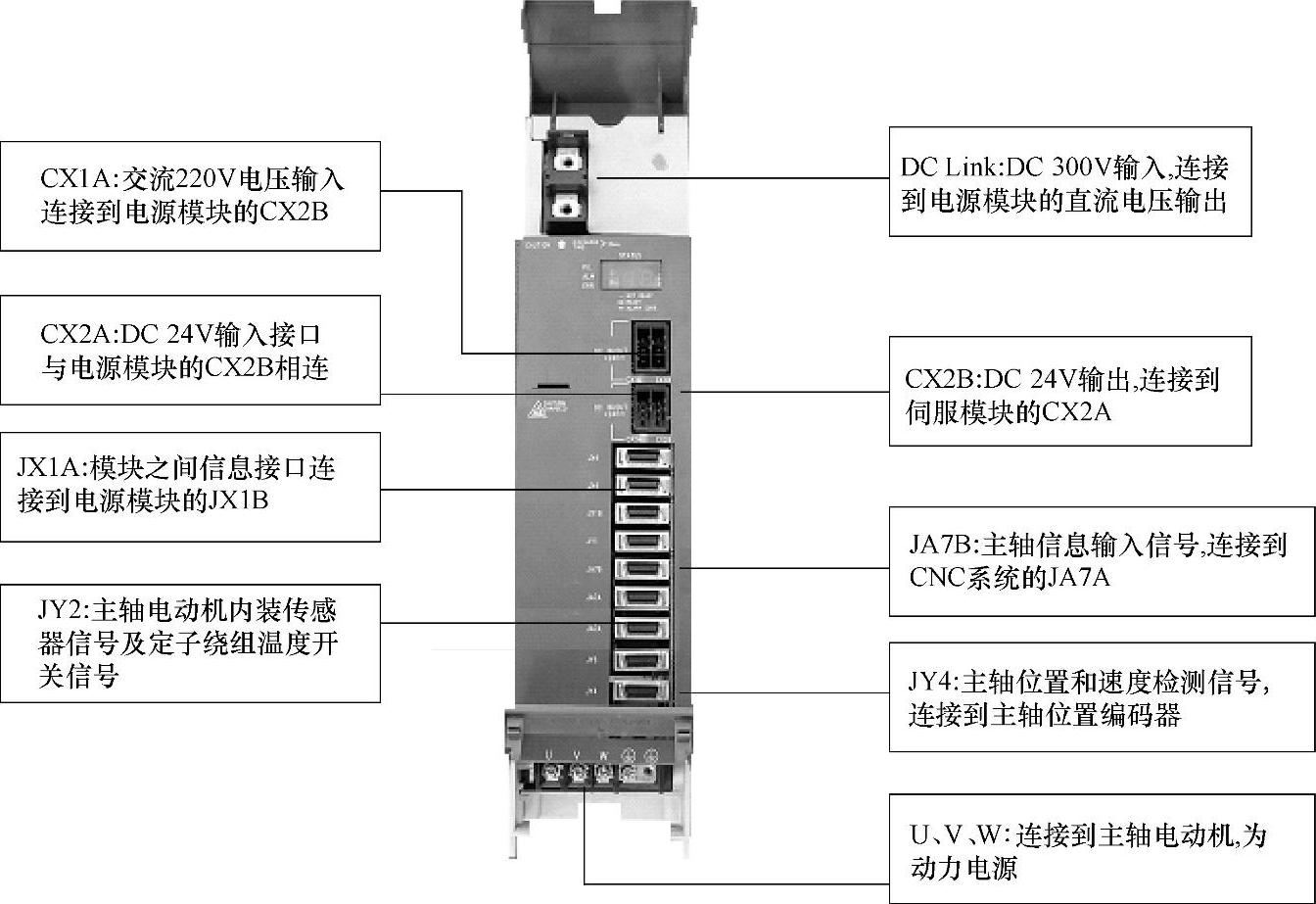
图4-55 FANUC系统α系列主轴模块的连接
(6)FANUC系统α系列主轴模块的连接电路
图4-56所示为α系列主轴模块的连接电路,三相动力电源通过伺服变压器(把380V电压转换成200V电压)输送到电源模块的控制电路输入端、电源模块主电路的输入端以及作为主轴电动机的风扇电源。JY2连接到内装了A、B相脉冲发生器的主轴电动机,JY2作为主轴电动机的速度反馈及主轴电动机过热检测信号接口。JY4连接到主轴位置编码器,实现主轴位置及速度的控制,完成数控机床的主轴与进给的同步控制及主轴的准停控制等。CX4连接到数控机床操作面板的系统急停开关,实现硬件系统急停信号的控制。
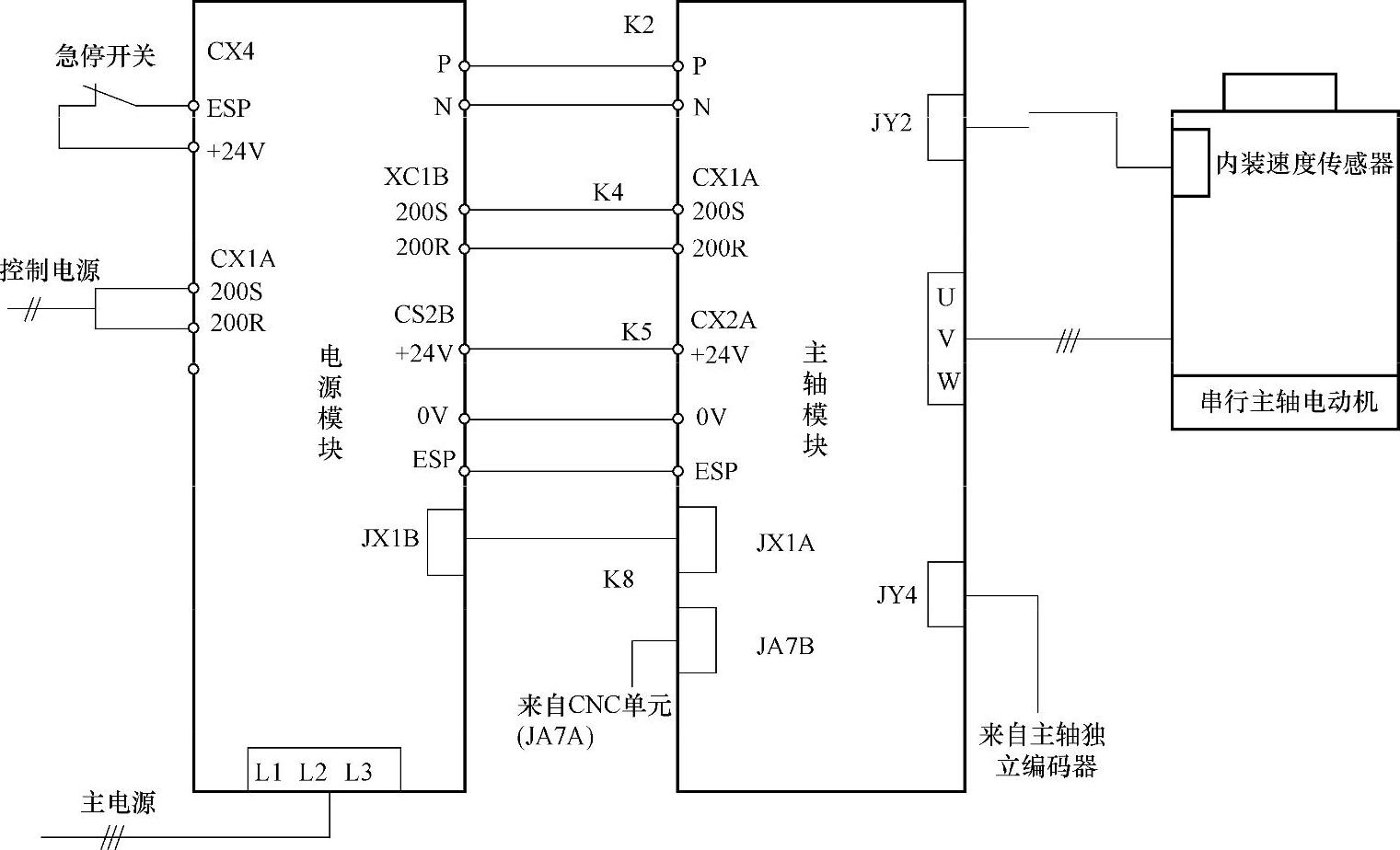
图4-56 FANUC系统α系列主轴模块的连接电路
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。