



1.802S、802C系统的技术特点
1)802S、802C系列系统的CNC结构完全相同,可以进行3轴控制/3轴联动;系统带有±10V的主轴模拟量输出接口,可以配具有模拟量输入功能的主轴驱动系统(如变频器)。
2)802S、802C系列系统可以配OP020独立操作面板与MCP机床操作面板,显示器为5.7in[1]单色液晶显示器(802S,802C);802D采用了10.4in彩色液晶显示器。
3)PLC的I/O模块与ECU间通过总线连接,ECU最多可以连接4个I/O模块,每个模块带16点输入与16点输出。
4)802S常与该公司的STEPDRIVE C/C+步进驱动配套,步进电动机信号为脉冲信号、方向信号和使能信号,步距角一般为0.36°。
5)802C可以控制三个1FK6交流伺服驱动电动机和一个伺服或变频驱动主轴,连接SIMODRIVE 611数字式交流伺服驱动。
2.802Se/Ce系统的技术特点
1)西门子802Se/Ce采用了一体化的结构设计,将操作面板、机床面板、5.7in单色液晶显示器、ECU、I/O模块有机地整合在一起,并使用薄膜覆盖的键盘和机床控制面板,提高了面板的防护等级,使系统更加紧凑,结构简单,大大减少了各部件的连接,具有更高的的电磁兼容性和抗干扰能力,可靠性高。
2)系统带有16点输入和16点输出的I/O模块,同时允许另配一个I/O模块。
3)其余和802S/C相同。
3.802S/Cbaseline系统的技术特点
西门子802S baseline、802C base line是在802Se/Ce的基础上开发的产品,是专门为中国数控机床市场而开发的经济型CNC控制系统,其特性如下:
1)将数控单元,操作面板,机床操作面板和输入输出单元高度集成,结构紧凑。
2)结构坚固且节省空间,可独立于其他部件进行安装。
3)机床调试配置数据少,系统与机床匹配更快速、更容易;具有友好的编程界面,保证了生产的快速进行,优化了机床的使用。
4)操作面板提供了所有的数控操作:编程和机床控制动作的按钮及8in液晶显示器。同时还提供12个带有LED的用户自定义键。工作方式选择、进给速度调整、主轴速度修调、数控启动与停止、系统复位均采用按键形式进行操作。(https://www.xing528.com)
5)输入/输出为48个24V的直流输入和16个24V的直流输出。
4.802S/Cbaseline硬件组成及基本连接
(1)802S数控系统的组成与连接
802S由操作面板、机床面板、NC单元、输入输出模块以及驱动系统组成(见图3-32)。图3-33所示为802S数控系统和各部件的连接示意。
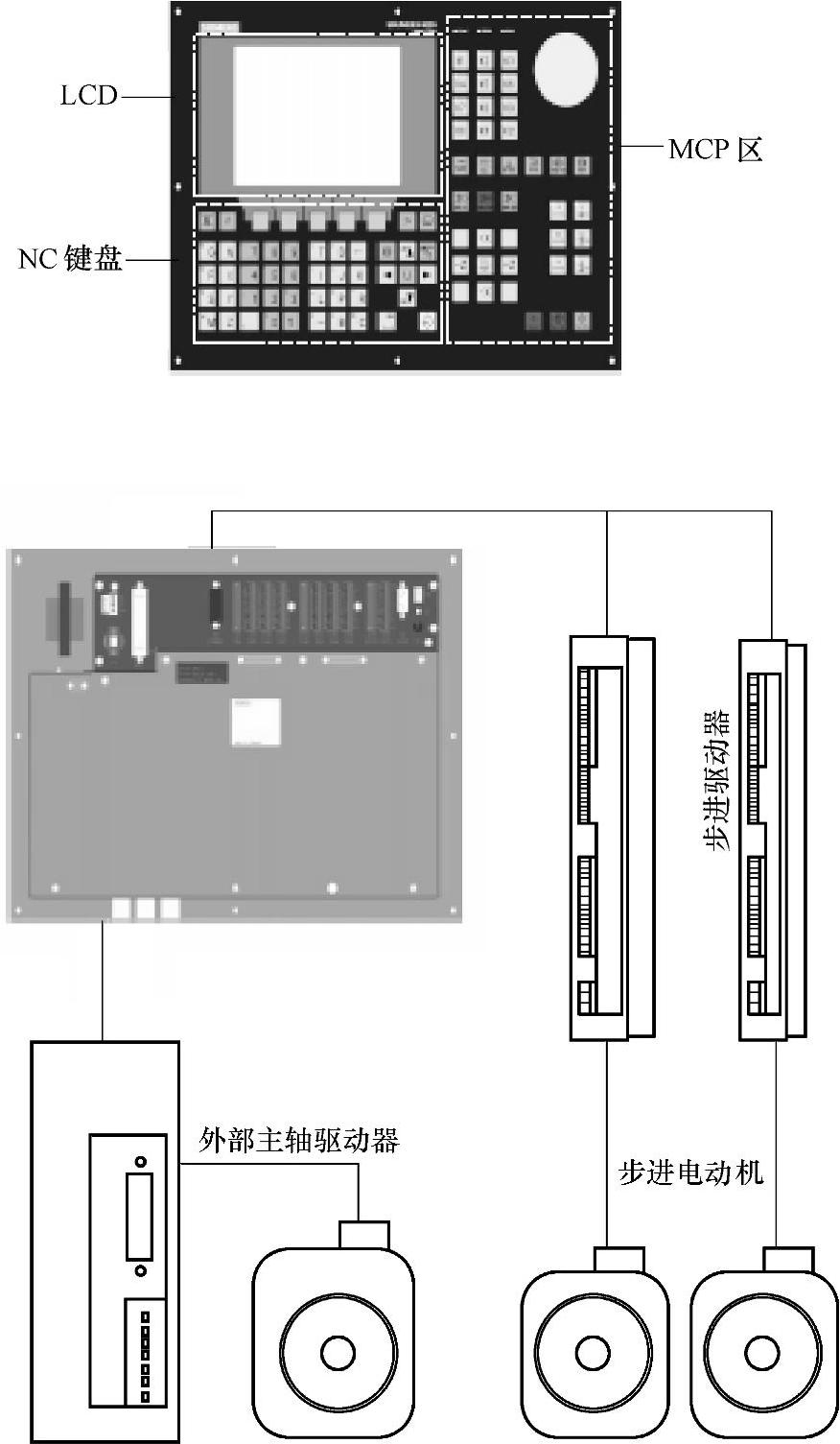
图3-32 802SBaseline硬件组成
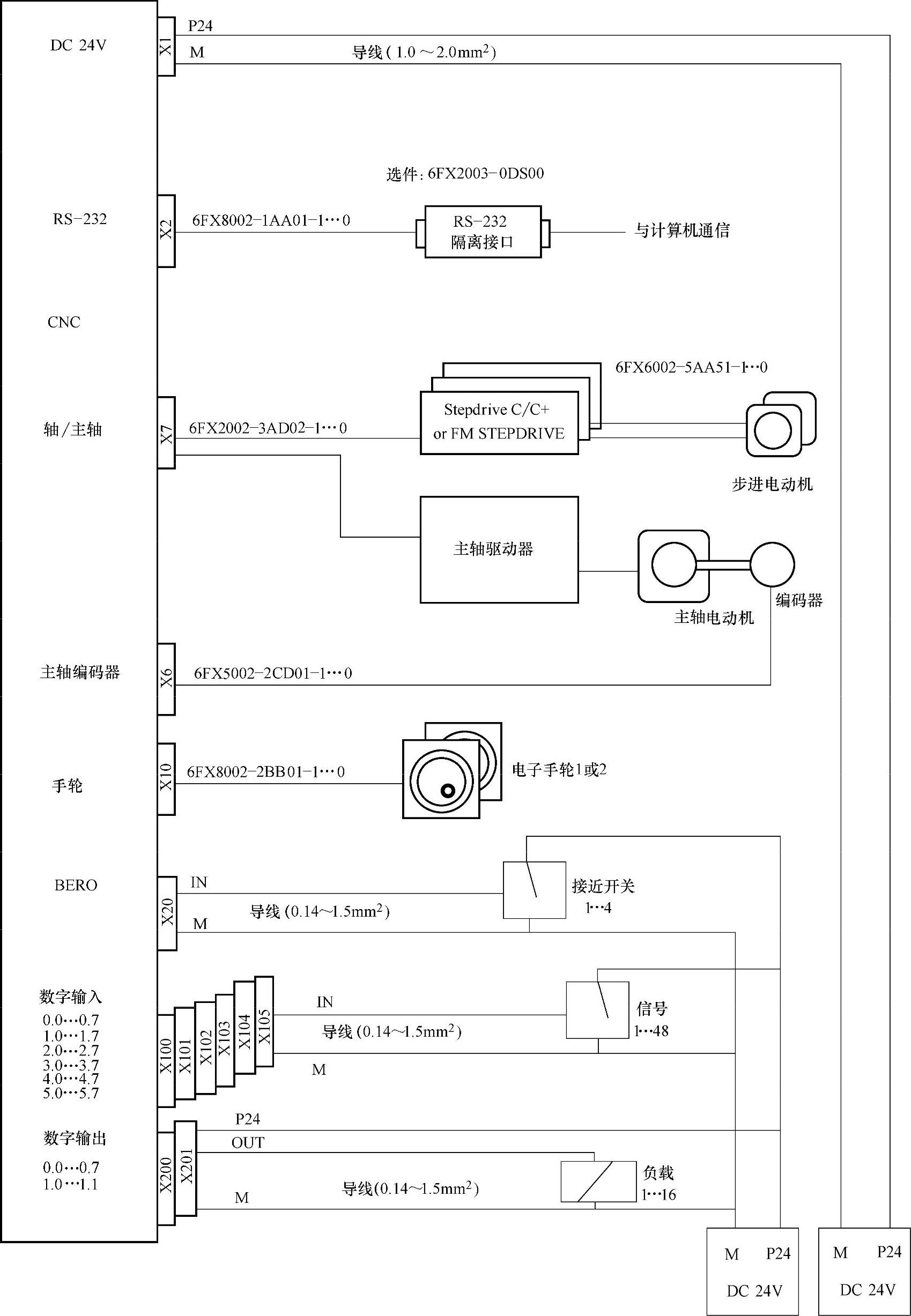
图3-33 SINUMERIK 802Sbase line和各部件连接
(2)802C数控系统组成及连接
图3-34和图3-35所示为802C数控系统组成及连接。
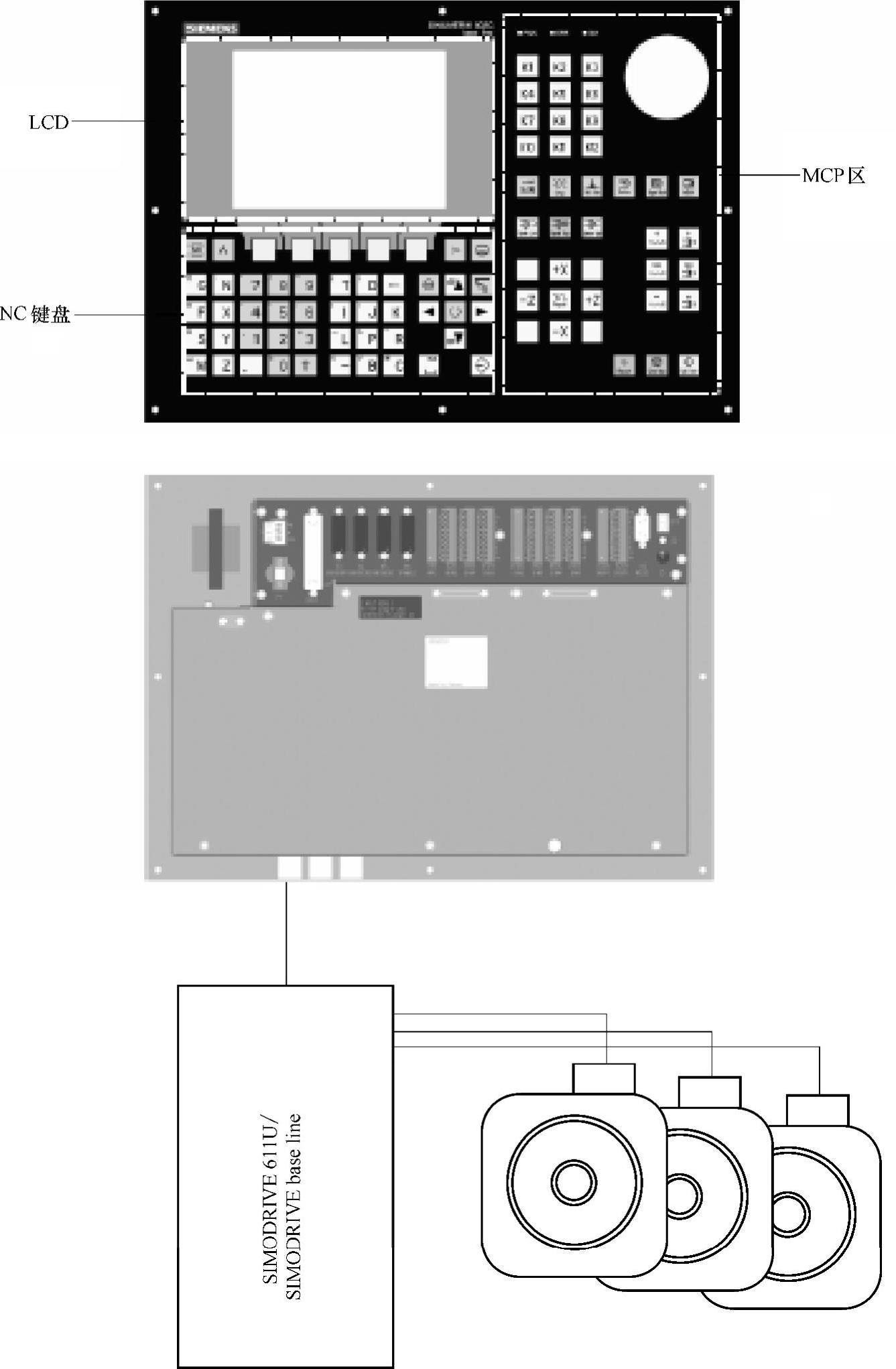
图3-34 802C base line硬件组成
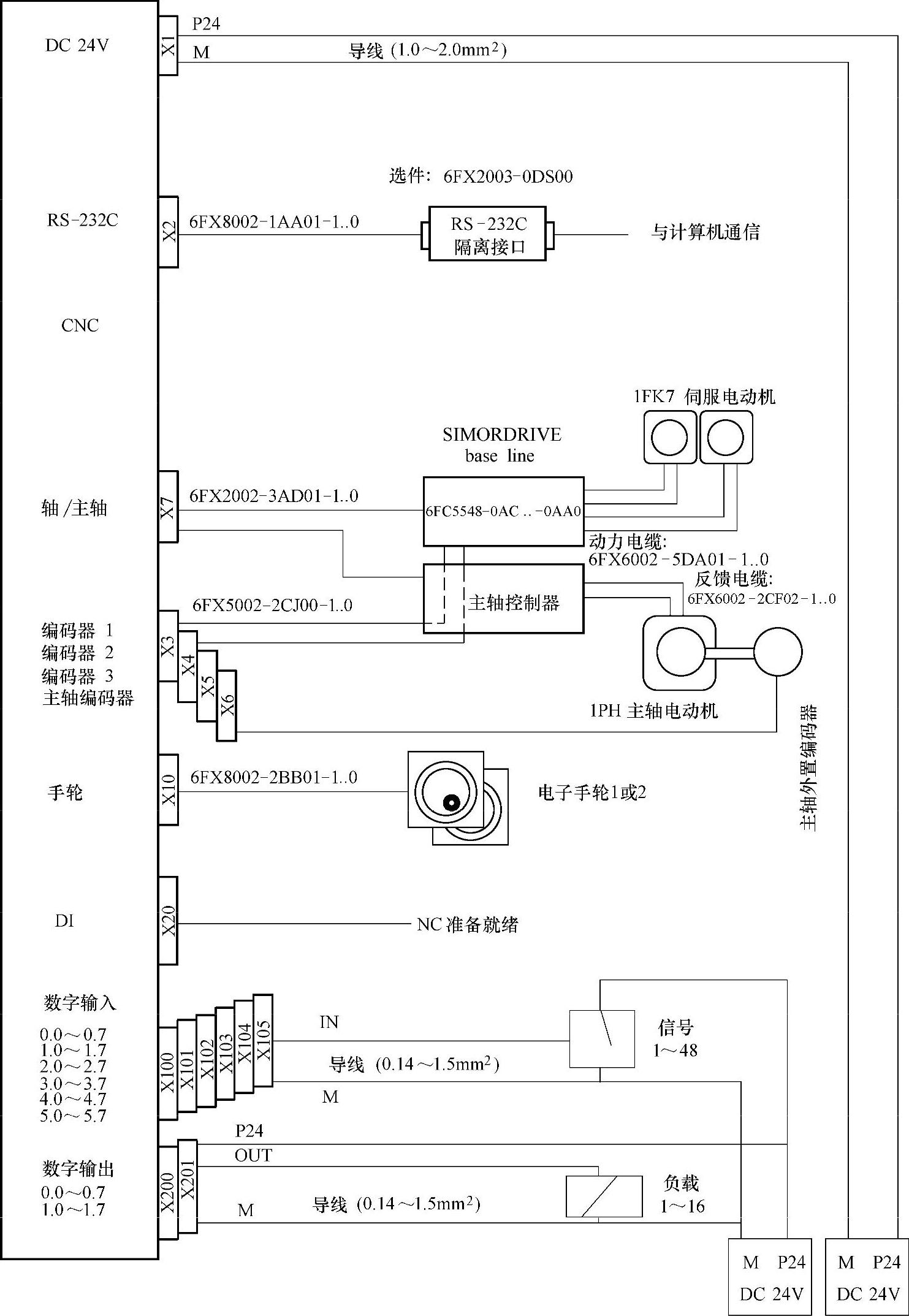
图3-35 SINUMERIK 802C base line与SIMORDRIVE base line的连接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。