



数控系统的分类方法有很多种,下面对常见的分类方法作一介绍。
1.按被控机床运动轨迹分类
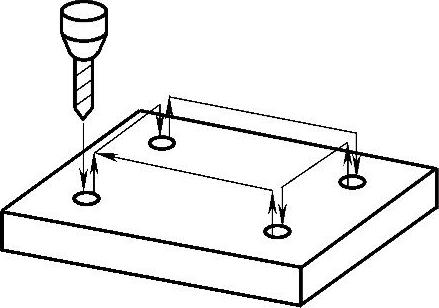
图3-3 数控机床的点位运动轨迹
(1)点位控制数控系统
这类控制系统只控制工具相对工件从某一加工点移到另一个加工点之间的精确坐标位置,而对于点与点之间移动的轨迹不进行控制,且移动过程中不作任何加工(见图3-3)。通常采用这一类系统的设备有数控钻床、数控坐标镗床和数控冲床等。
(2)直线控制数控系统
这类系统不仅要控制点与点的精确位置,还要控制两点之间的工具移动轨迹是一条直线,且在移动中工具能以给定的进给速度进行加工,其辅助功能要求也比点位控制数控系统多,如它可能被要求具有主轴转数控制、进给速度控制和刀具自动交换等功能。采用此类控制方式的设备主要有简易数控车床、数控镗铣床等。
(3)轮廓控制数控系统
这类系统能够对两个或两个以上坐标方向进行严格控制,即不仅控制每个坐标的行程位置,同时还控制每个坐标的运动速度。各坐标的运动按规定的比例关系相互配合,精确地协调起来连续进行加工,以形成所需要的直线、斜线或曲线、曲面。这类数控系统的辅助功能亦比前两类都多。采用此类控制方式的设备有数控车床、铣床、加工中心、电加工机床和特种加工机床等。
这类机床主要有数控车床、数控铣床、数控线切割机床、加工中心等,其相应的数控装置称为轮廓控制数控系统。根据它所控制的联动坐标轴数不同,又可以分为下面几种形式。
1)二轴联动:主要用于数控车床加工旋转曲面或数控铣床加工曲线柱面。如图3-4所示。
2)二轴半联动:主要用于三轴以上机床的控制,其中二根轴可以联动,而另外一根轴可以作周期性进给。图3-5所示就是采用这种方式用行切法加工三维空间曲面。
3)三轴联动:一般分为两类,一类是X、Y、Z三个直线坐标轴联动,比较多的用于数控铣床、加工中心等,如图3-6所示用球头铣刀铣切三维空间曲面。另一类是除了同时控制X、Y、Z其中两个直线坐标外,还同时控制围绕其中某一直线坐标轴旋转的旋转坐标轴。如车削加工中心、它除了纵向(Z轴),横向(X轴)两个直线坐标轴联动外,还需同时控制围绕Z轴旋转的主轴(C轴)联动。
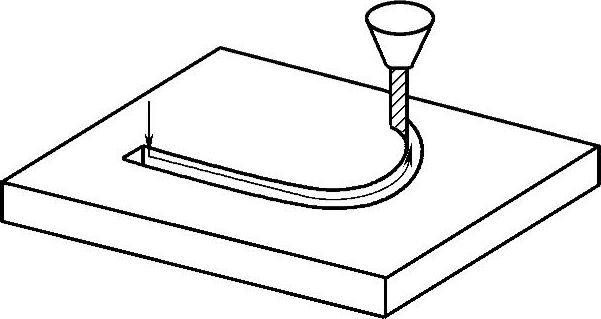
图3-4 数控铣床的轮廓加工轨迹
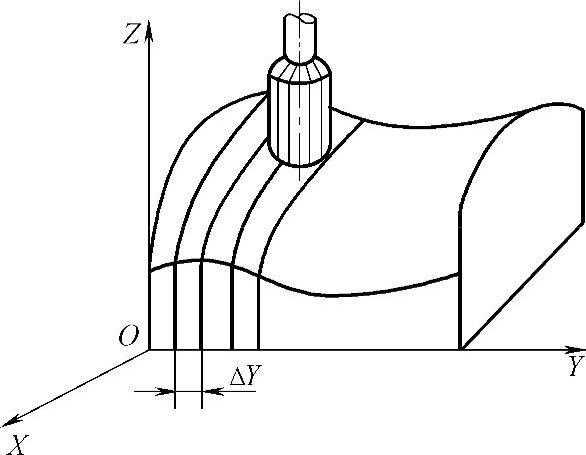
图3-5 二轴半联动的曲面加工
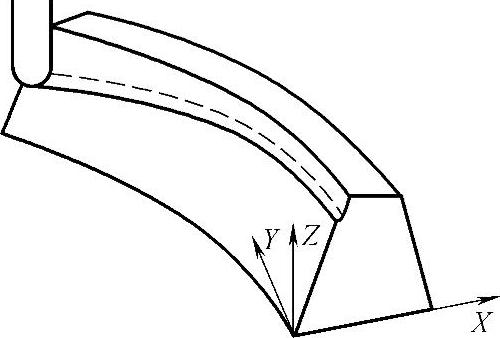
图3-6 三轴联动的曲面加工
4)四轴联动:同时控制X、Y、Z三个直线坐标轴与某一旋转坐标轴联动,图3-7所示为同时控制X、Y、Z三个直线坐标轴与一个工作台回转轴联动的数控机床。
5)五轴联动:除同时控制X、Y、Z三个直线坐标轴联动外,还同时控制围绕这些直线坐标轴旋转的A、B、C坐标轴中的两个坐标轴,形成同时控制五个轴联动。这时刀具可以被定在空间的任意方向,如图3-8所示。例如控制刀具同时绕X轴和Y轴两个方向摆动,使得刀具在其切削点上始终保持与被加工的轮廓曲面成法线方向,以保证被加工曲面的光滑性,提高其加工精度和加工效率,减小被加工表面的粗糙度。
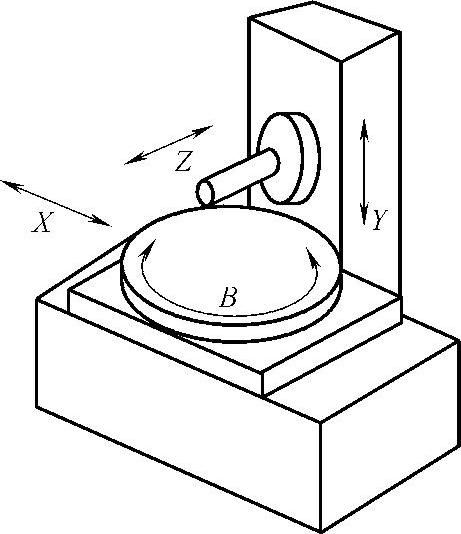
图3-7 四轴联动的数控机床
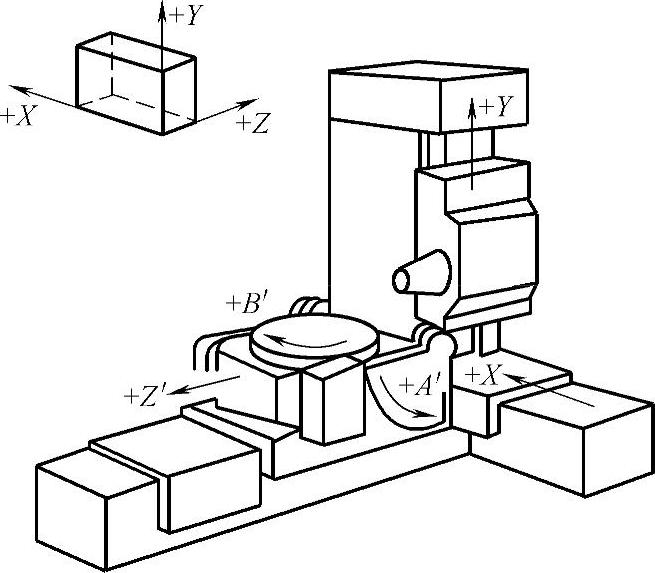
图3-8 五轴联动的加工中心
2.按伺服系统分类
一般来说,伺服系统是以被驱动机械物体的位置(姿态)、速度、加速度等变量为被控量,使之能随指令值的任意变化进行追踪的控制系统。由此可见,不论从它原本的社会学意义或它引申出来的工程意义上来看,“伺服”的基本特征就是“服从”和“追踪”,深刻地认识这一点是有意义的。(https://www.xing528.com)
这样看来,伺服系统可以认为是随动控制系统,既可以认为是速度随动控制,也可以认为是位置随动控制。从广义的角度上看,电动机的调速系统也可以认为是伺服控制的一种,只不过在调速系统中,特别是功率较大的装置,所强调的被调量是电动机的转速,所看重的是更加高效率地实现功率变换。在通常情况下,速度给定量是恒定的,起动的速度平稳,静态误差小是其追求的主要目标。而伺服系统一般的功率较小,要求输出忠实地跟踪控制器所发出的命令,并能产生足够的力或力矩,使被驱动的运动机械获得所希望的加速度、速度和位置(位姿)。当然,在伺服控制中,也存在对系统功率进行放大、变换与调控等处理,虽然在这一点上与调速系统一致,但它控制的出发点却是要求追踪任意变化的控制命令,并且要求实现精确位置跟踪控制。
伺服系统主要由三部分组成:被控制的机械对象,伺服电动机和控制装置。按传感器安放的位置分为全闭环和半闭环两种控制结构。
1)全闭环控制:不仅控制伺服电动机,而且对受控机械对象终端的速度或位置也进行控制。因此,不仅在伺服电动机的输出端,而且机械机构终端也要放置传感器把各种状态信息检测出来,比如在机床上安装直线光栅传感器,把各种状态信息检测出来,进行负反馈控制。这种检测控制方式为全闭环控制,但应用并不广泛。其原因是因为在实际使用时,要在机械机构末端直接安装各种传感器来检测速度、加速度和位置,比较困难;再者,因为机械自身的振动、电动机与机械机构之间的配合不良、摩擦等因素直接影响到系统的性能,给设计与调整控制系统带来了很大困难。因此全闭环控制方式较少应用。采用较多的是半闭环控制方案。
2)半闭环控制:检测装置只是安装在伺服电动机的非负载侧轴上,控制装置只对伺服电动机输出轴的速度和转角位置进行检测与反馈,形成所谓的半闭环控制,整个机械系统的精度还与闭环之外的机械装置本身的精度有关。
按照伺服系统的控制方式,可以把数控系统分为以下几类:
①开环控制数控系统。这类数控系统不带检测装置,也无反馈电路,以步进电动机为驱动元件,如框图3-9所示。数控装置输出的指令进给脉冲经驱动电路进行功率放大,转换为控制步进电动机各定子绕组依此通电/断电的电流脉冲信号,驱动步进电动机转动,再经机床传动机构(齿轮箱,丝杠等)带动工作台移动。这种方式控制简单,价格比较低廉,被广泛应用于经济型数控系统中。
②闭环控制数控系统。这类数控系统带有位置检测反馈装置,以直流或交流电动机为驱动元件。按照位置检测装置安装位置的不同,闭环控制数控系统又可以进一步分为半闭环控制、全闭环控制和混合控制数控系统三类。
(1)半闭环控制数控系统
位置检测元件被安装在电动机轴端或丝杠轴端,通过角位移的测量间接计算出机床工作台的实际运行位置(直线位移),并将其与CNC装置计算出的指令位置(或位移)相比较,用差值进行控制,其控制框图如图3-10所示。由于闭环的环路内不包括丝杠、螺母副及机床工作台这些大惯性环节,由这些环节造成的误差不能由环路所矫正,其控制精度不如闭环控制数控系统,但其调试方便,可以获得比较稳定的控制特性,因此在实际应用中,这种方式被广泛采用。
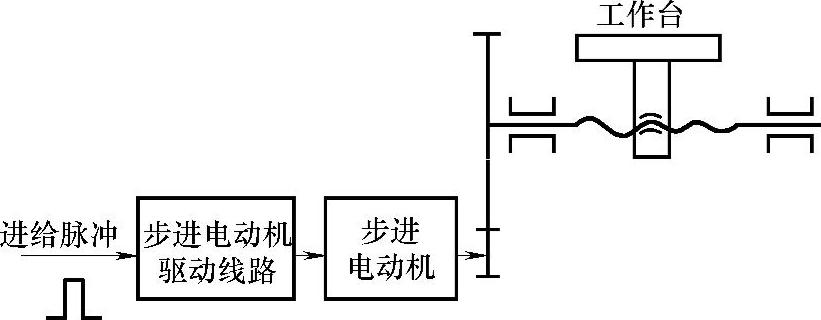
图3-9 开环控制数控机床的工作原理
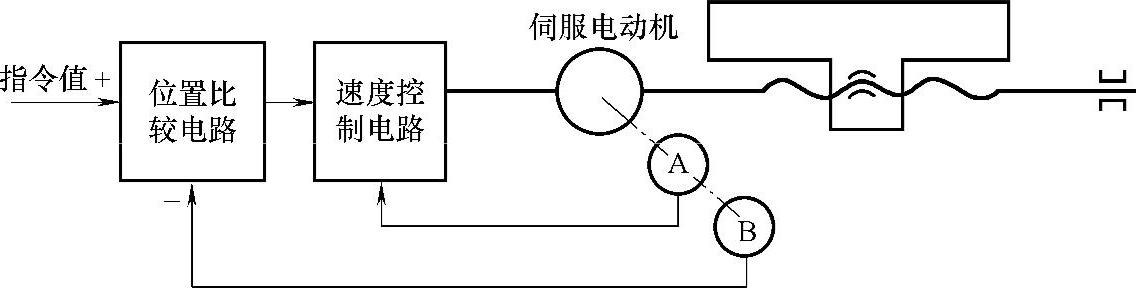
图3-10 半闭环控制数控系统框图
(2)全闭环控制数控系统
位置检测装置安装在机床工作台上,用以检测机床工作台的实际运行位置(直线位移),并将其与CNC装置计算出的指令位置(或位移)相比较,用差值进行控制,其控制框图如图3-11所示。这类控制方式的位置控制精度很高,但由于它将丝杠、螺母副及机床工作台这些大惯性环节放在闭环内,调试时,其系统稳定状态很难达到。
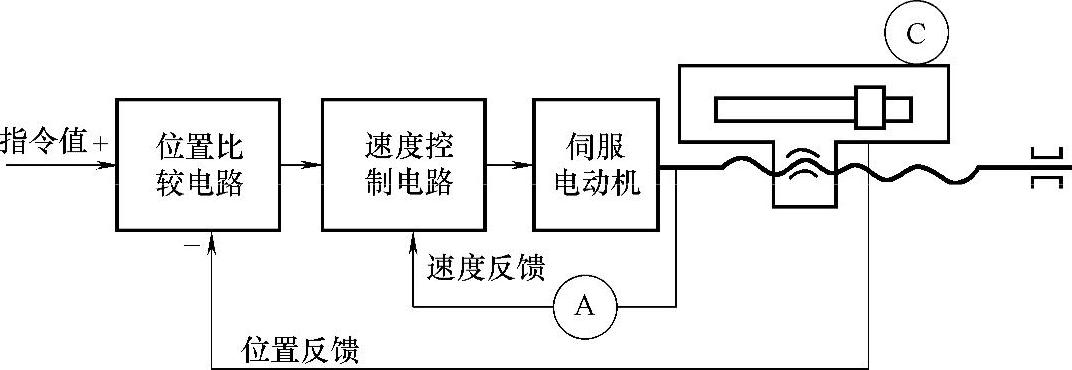
图3-11 全闭环控制数控系统框图
(3)混合控制数控系统
这类系统混合应用了开环、全闭环和半闭环的控制方式,互相取长补短。
3.按数控系统功能水平分类
按照数控系统的功能水平,数控系统可以分为经济型(低档型)、普及型(中档型)和高档型数控系统三种。这种分类方法没有明确的定义和确切的分类界线,且不同时期、不同国家的类似分类含义也不同。下面的叙述可作为按数控系统功能水平分类的参考条件。
(1)经济型又称简易数控系统
这一档次的数控机床通常仅能满足一般精度要求的加工,能加工形状较简单的直线、斜线、圆弧及带螺纹类的零件,采用的微机系统为单板机或单片机系统,具有数码显示,CRT字符显示功能,机床进给由步进电动机实现开环驱动,控制的轴数和联动轴数在3轴或3轴以下,进给分辨率为10μm,快速进给速度可达10m/min,这类机床结构一般都比较简单,精度中等,价格也比较低廉,一般不具有通信功能。如经济型数控线切割机床,数控钻床,数控车床,数控铣床及数控磨床等。
(2)普及型通常称之为全功能数控系统
这类数控系统功能较多,但不追求过多,以实用为准。除了具有一般数控系统的功能以外,还具有一定的图形显示功能及面向用户的宏程序功能等,采用的微机系统为16位或32位微处理机,具有RS-232C通信接口,机床的进给多用交流或直流伺服驱动,一般系统能实现4轴或4轴以下联动控制,进给分辨率为1μm,快速进给速度为10~20m/min,其输入输出的控制一般可由可编程序控制器来完成,从而大大增强了系统的可靠性和控制的灵活性。这类数控机床的品种极多,几乎覆盖了各种机床类别,且其价格适中,目前它总的趋势是趋向于简单、实用、不追求过多的功能,从而使机床的价格适当降低。
(3)高档型数控系统
指加工复杂形状工件的多轴控制数控机床,且其工序集中、自动化程度高、功能强、具有高度柔性。采用的微机系统为32位以上微处理机系统,机床的进给大多采用交流伺服驱动,除了具有一般数控系统的功能以外,应该至少能实现5轴或5轴以上的联动控制,最小进给分辨率为0.1μm,最大快速移动速度能达到100m/min或更高,具有三维动画图形功能和宜人的图形用户界面,同时还具有丰富的刀具管理功能、宽调速主轴系统、多功能智能化监控系统和面向用户的宏程序功能,还有很强的智能诊断和智能工艺数据库,能实现加工条件的自动设定,且能实现计算机的联网和通信,这类系统功能齐全,价格昂贵,如具有5轴以上的数控铣床,大、中型数控机床、五面加工中心,车削中心和柔性加工单元等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。