



【任务描述】
针对FANUC 0i Mate-TC数控系统的操作面板,熟悉数控系统的操作区域、重要的功能键和简单的操作方法。
【任务实施】
1.基本面板的熟悉
FANUC0iMate-TC数控系统的操作面板可分为LCD显示区、MDI键盘区(包括字符键和功能键等)、软键开关区和存储卡接口等(见图1-35)。
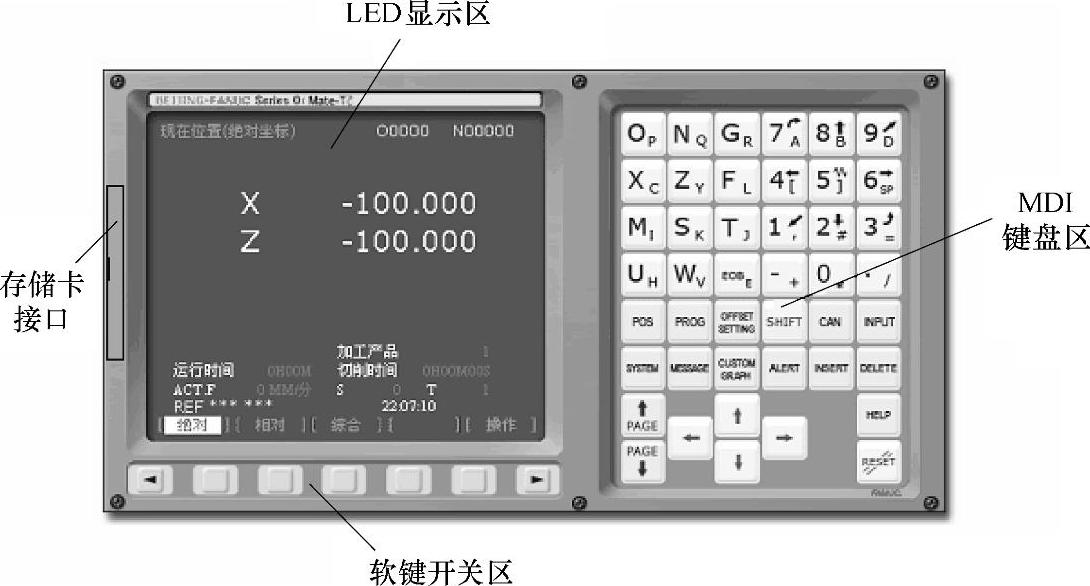
图1-35 FANUC 0i Mate-TC主面板
(1)LCD显示区
LCD显示区采用7.2寸STN单色LCD,水平安装。
(2)MDI键盘区(见图1-36)
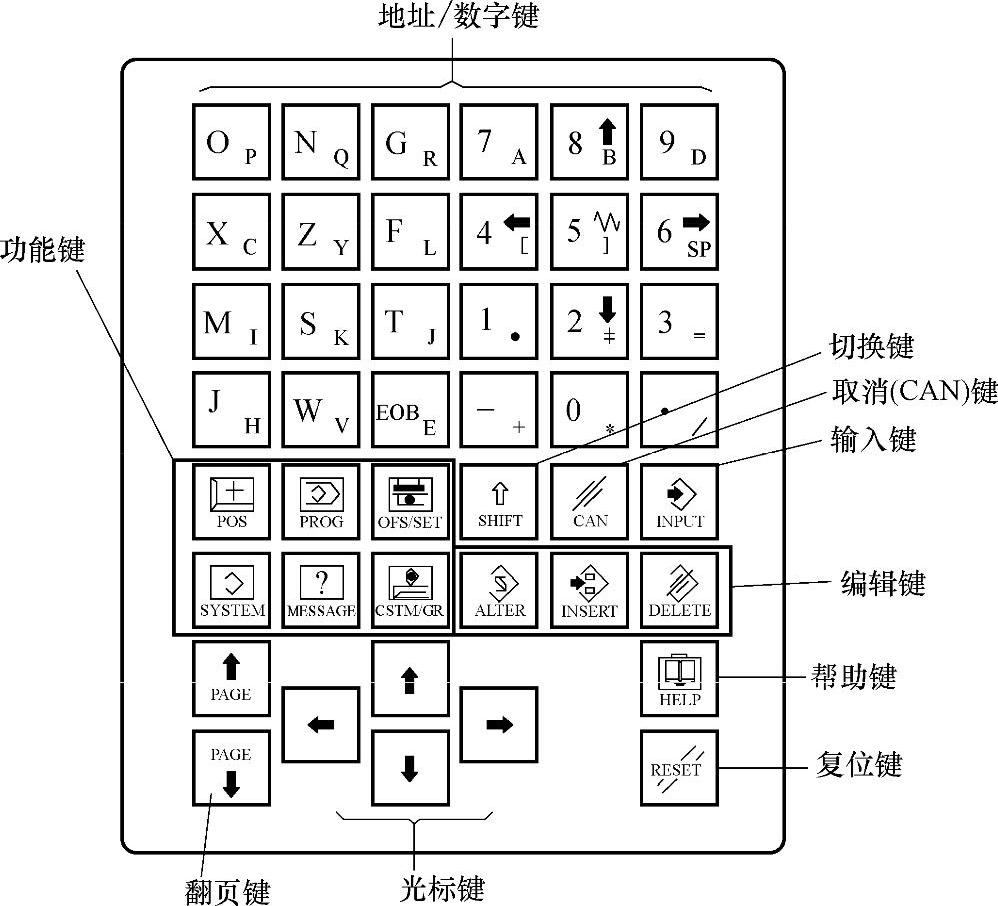
图1-36 MDI键盘区分布
MDI键盘区由地址/数字键、功能键、切换键、取消键、输入键、编辑键、帮助键、复位键、光标键和翻页键等组成。
地址/数字键:上面四行,其中,〖EOB〗键为分号〖;〗键)。
1)功能键:
〖POS〗键:按下此键显示当前机床的坐标位置画面。
〖PROG〗键:按下此键显示程序画面。
〖OFS/SET〗键:按下此键显示刀偏/设定(SETTING)画面。
〖SYSTEM〗键:按此键显示系统画面(包括参数、诊断、PMC和系统等)。
〖MESSAGE〗键:按此键显示报警信息画面。
〖CSTM/GR〗键:按此键显示用户宏画面(会话式宏画面)或显示图形画面。
2)切换键:
〖SHIFT〗键,按一下此键,再按字符键将输入对应右下角的字符。
3)取消键:
〖CAN〗键,可删除已输入到缓冲器的最后一个字符。
4)输入键:
〖INPUT〗键,当按地址键或数字键后,数据被输入到缓冲器,并在LCD屏幕上显示出来;为了把键入到输入缓冲器中的数据复制到寄存器,按此键可将字符写入到指定的位置。
5)编辑键:
〖ALTER〗键:替换键。
〖INSERT〗键:插入键。
〖DELETE〗键:删除键。
6)翻页键:
〖PAGE〗键,包括上下两个键,分别表示屏幕上页键和屏幕下页键。
7)帮助键:
〖HELP〗键,按此键用来显示如何操作机床。
8)复位键:
〖RESET〗键,按此键可以使CNC复位,用以消除报警等。
9)光标键:分别代表光标的上、下、左、右移动。
(3)软键开关区
1)5个软键分别对应LCD下方的各功能的操作,根据操作界面作相应变化。
2)下页键(向右的黑三角):用以扩展软键菜单,按下此键后菜单改变,再次按下此键,则菜单恢复。
3)返回键(向左的黑三角):当按相应软键将菜单顺序改变后,用此键将菜单复位到原来的菜单。
(4)存储卡接口
用于外部存储卡的数据备份和恢复。
2.操作面板的熟悉
各按键功能说明(见图1-37):
方式选择键
1)〖编辑〗键:编辑方式(EDIT)键,设定程序编辑方式,其左上角带指示灯。
2)〖参考点〗键:按此键切换到运行回参考点操作,其左上角指示灯点亮。
3)〖自动〗键:按此键切换到自动加工方式,其左上角指示灯点亮。
4)〖手动〗键:按此键切换到手动方式,其左上角指示灯点亮。
5)〖MDI〗键:按此键切换到MDI方式运行,其左上角指示灯点亮。
6)〖DNC〗键:按此键设定DNC运行方式,其左上角指示灯点亮。
7)〖手轮〗键:在此方式下执行手轮相关动作,其左上角带有指示灯。
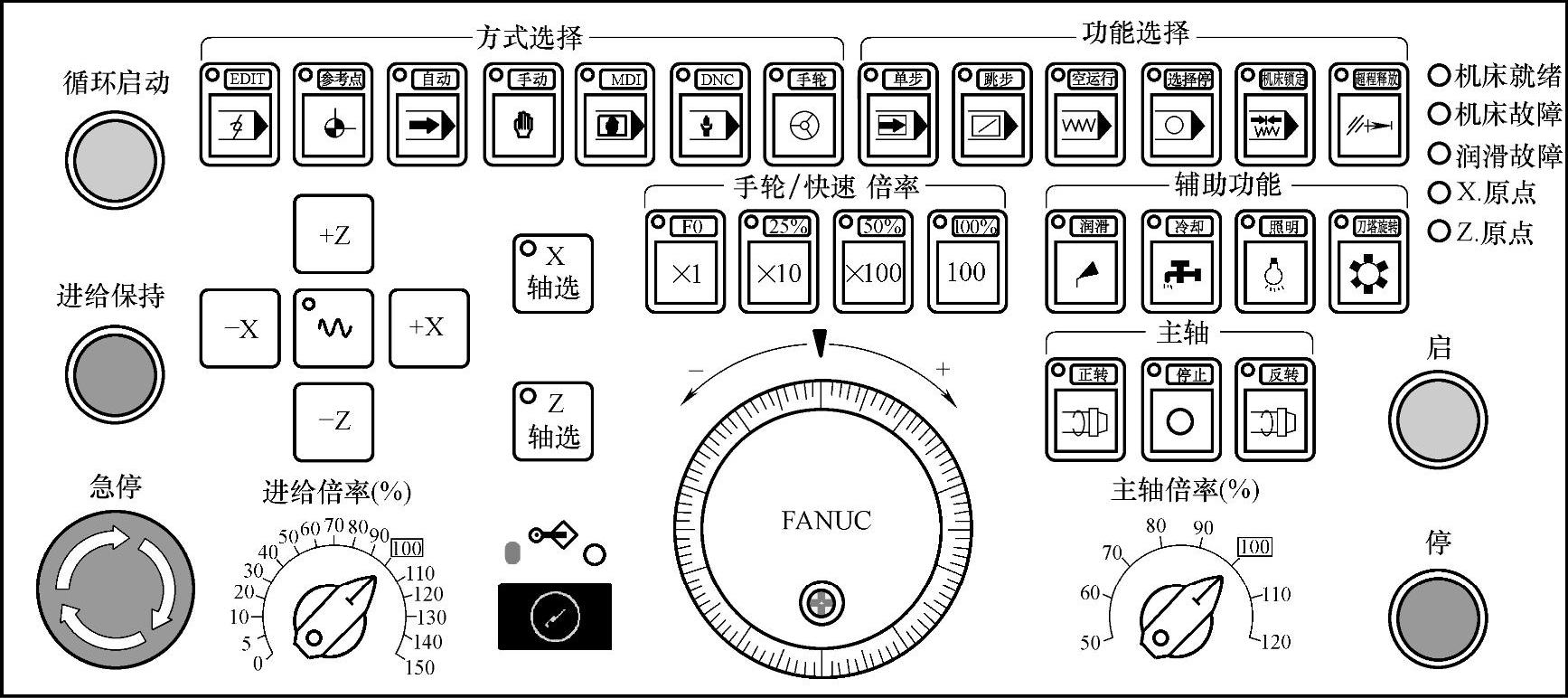
图1-37 FANUC0iMate-TC操作面板
功能选择键
8)〖单步〗键:该键用以检查程序,按此键后,系统一段一段执行程序,其左上角带有指示灯。
9)〖跳步〗键:此键用于程序段跳过。自动操作中若按下此键,会跳过程序段开头带有“/”和用“;”结束的程序段,其左上角带有指示灯。
10)〖空运行〗键:自动方式下按下此键,各轴是以手动进给速度移动,此键用于无工件装夹时检查刀具的运动,其左上角带有指示灯。
11)〖选择停〗键:按下此键后,在自动方式下,当程序段执行到M01指令时,自动运行停止,其左上角带有指示灯。
12)〖机床锁定〗键:自动方式下按下此键,X、Z轴不移动,只在屏幕上显示坐标值的变化,其左上角带有指示灯。
13)〖超程释放〗键:当X、Z轴达到硬限位时,按下此键释放限位。此时,限位报警无效,急停信号无效,其左上角带有指示灯。
点动和轴选键
14)〖+Z〗点动键:在手动方式下按动此键,Z轴向正方向点动。
15)〖-X〗点动键:在手动方式下按动此键,X轴向负方向点动。
16)〖快速叠加〗键:在手动方式下,同时按此键和一个坐标轴点动键,坐标轴按快速进给倍率设定的速度点动,其左上角带有指示灯。
17)〖+X〗点动键:在手动方式下按动此键,X轴向正方向点动。
18)〖-Z〗点动键:在手动方式下按动此键,Z轴向负方向点动。
19)〖X轴选〗键:在回零、手动或手轮方式下对X轴操作时,需先按下此键以选择X轴,选中后其左上角指示灯点亮。
20)〖Z轴选〗键:在回零、手动或手轮方式下对Z轴操作时,需先按下此键以选择Z轴,选中后其左上角指示灯点亮。
手轮/快速倍率键(https://www.xing528.com)
21)〖×1/F0〗键:手轮方式时,进给率执行1倍动作;手动方式时,同时按下〖快速叠加〗键和点动键,进给轴按进给倍率设定的F0速度进给;其左上角带有指示灯。
22)〖×10/25%〗键:手轮方式时,进给率执行10倍动作;手动方式时,同时按下〖快速叠加〗键和点动键,进给轴按“手动快速运行速度”值25%的速度进给;其左上角带有指示灯。
23)〖×100/50%〗键:手轮方式时,进给率执行100倍动作;手动方式时,同时按下〖快速叠加〗键和点动键,进给轴按“手动快速运行速度”值50%的速度进给;其左上角带有指示灯。
24)〖100%〗键:手动方式时,同时按下〖快速叠加〗键和点动键,进给轴按“手动快速运行速度”值100%的速度进给;其左上角带有指示灯。
辅助功能键
25)〖润滑〗键:按下此键,润滑功能输出,其指示灯点亮。
26)〖冷却〗键:按下此键,冷却功能输出,其指示灯点亮。
27)〖照明〗键:按下此键,机床照明功能输出,其指示灯点亮。
28)〖刀塔旋转〗键:手动方式下按动此键,执行换刀动作,每按一次刀架顺时针转动一个刀位,换刀过程中其指示灯点亮。
主轴键
29)〖主轴正转〗键:手动方式下按此键,主轴正方向旋转,其左上角指示灯点亮。
30)〖主轴停止〗键:手动方式下按此键,主轴停止转动,其左上角指示灯就亮。
31)〖主轴反转〗键:手动方式下按此键,主轴反方向旋转,其左上角指示灯点亮。
指示灯区
32)“机床就绪”:机床就绪后灯亮表示机床可以正常运行。
33)“机床故障”:当机床出现故障时机床停止动作,此指示灯点亮。
34)“润滑故障”:当润滑系统出现故障时,此指示灯点亮。
35)“X.原点”:回零过程和X轴回到零点后指示灯点亮。
36)“Z.原点”:回零过程和Z轴回到零点后指示灯点亮。
波段旋钮和手摇脉冲发生器
37)〖进给倍率(%)〗:当波段开关旋到相应刻度时,各进给轴将按设定值乘以刻度对应百分数执行进给动作。
38)〖主轴倍率(%)〗:当波段开关旋到对应刻度时,主轴将按设定值乘以刻度对应百分数执行动作。
39)〖手轮〗:在手轮方式下,可以对各进给轴进行手轮进给操作,其倍率可以通过×1、×10、×100键选择。
其他开关
40)〖循环启动〗按钮:按下此按钮,自动操作开始,其指示灯点亮。
41)〖进给保持〗按钮:按下此按钮,自动运行停止,进入暂停状态,其指示灯点亮。
42)〖急停〗按钮:按下此按钮,机床动作停止,待排除故障后,旋转此按钮,释放机床动作。
43)〖程序保护开关〗:当把钥匙打到红色标记处,程序保护功能开启,不能更改NC程序;当把钥匙打到绿色标记处,程序保护功能关闭,可以编辑NC程序;
44)〖NC电源开〗按钮:用以打开NC系统电源,启动数控系统的运行。
45)〖NC电源关〗按钮:用以关闭NC系统电源,停止数控系统的运行。
3.操作各种功能键进行回参考点操作、手动操作、手轮进给和MDI方式运行
(1)功能键操作
1)按功能键〖POS〗进入位置画面,显示当前坐标轴的位置,可以在绝对、相对和综合显示之间进行切换,分别进入下一级菜单,熟悉有关操作。
2)按功能键〖PROG〗进入程序画面,显示程序显示画面和程序检查画面,可以在此输入加工程序,以及其他操作。
3)按功能键〖OFS/SET〗进入刀具偏置/设定画面,可以查看刀具偏置、设定画面和工件坐标系设定画面,可以对一些常用功能进行设定。
4)按功能键〖SYSTEM〗进入系统画面,显示参数画面(可以设定相关参数)、诊断画面(查看有关报警信息)和PMC画面(进行与PMC相关的操作)等。
5)按功能键〖MESSAGE〗进入信息画面,查看报警显示和报警履历等画面。
6)按功能键〖CSTM/GR〗进入图形/用户宏画面,显示刀具路径图和用户宏画面。
根据以上显示,进入对应功能画面,熟悉各部分功能和相应菜单的操作。
(2)回参考点操作
1)按一下操作面板上的〖参考点〗键,启动回零运行方式,此时“X轴选”和“X原点”指示灯闪烁。
2)在“快速倍率”处选择回参考点时进给轴的速度,一般选择“25%”档或“F0”档,其他两档请不要选择。
3)按下〖X轴选〗键,“X轴选”指示灯以更快的频率闪烁,表示回零正在进行,碰到行程开关的参考点时,X轴以较小的速度回零,同时在LCD上显示参考点的坐标(可设定或偏置,参考点坐标默认为0)。
4)X轴回到参考点后,“Z轴选”和“Z原点”指示灯闪烁,再按下〖Z轴选〗键,使Z轴回参考点。
(3)手动操作
1)按一下操作面板的〖手动〗键,启动手动运行方式。
2)按一下〖Z轴选〗键,按住〖-Z〗键或〖+Z〗键对Z轴操作,注意限位开关的位置。
3)按一下〖X轴选〗键,按住〖-X〗键或〖+X〗键对X轴操作,注意限位开关的位置。
4)在X轴或Z轴运行过程中,切换“进给倍率”的设定,观察进给速度的变化;注意不要使用较高的倍率,以免瞬间碰到限位开关。
5)按一下〖刀塔旋转〗键,I/O模块上Q0.4继电器吸合,模拟刀架就转动到下一个刀位,I/O模块上Q0.5继电器吸合(同时Q0.4断开),几秒钟后Q0.5也断开,换刀完成。
6)按一下〖冷却〗键,I/O模块上Q0.2继电器吸合,冷却电机运行,冷却液开启,再按一下〖冷却〗键,Q0.2断开,冷却停止。
7)按一下〖润滑〗键,I/O模块上Q0.3继电器吸合,润滑开启(通过Q0.3对应的指示灯模拟),再按一下〖润滑〗键,Q0.3断开,润滑结束。
(4)手轮进给
在对数控机床的操作过程中,经常要对各轴进行精确的微量移动,如设定各轴原点,设定工件坐标系等,手轮进给比手动进给有更好的准确定位特性和可控性。
1)按操作面板的〖手轮〗键切换到手轮进给方式。
2)选择X轴或Z轴手轮进给,即按一下〖X轴选〗键或〖Z轴选〗键。
3)选择手轮进给倍率,选择“×1”档时,旋转一刻度,进给量为0.001mm;选择“×10”档时,旋转一刻度,进给量为0.01mm;选择“×100”档时,旋转一刻度,进给量为0.1mm。熟悉手轮各档的进给操作。旋转操作面板上的手轮,可以在LCD屏幕上看到实际进给情况。
注意:手轮顺时针旋转时,对选定的进给轴进行正方向进给;逆时针旋转时,对所选定的轴进行负方向进给;不可过快旋转手轮,否则手轮停止旋转后,进给轴还在移动。
(5)MDI方式运行
在MDI方式中,通过MDI键盘最多可以编制10行程序并被执行,而且程序格式和通常程序是一样的。MDI方式一般用于机床动作的测试操作,如主轴定位,轴移动等。虽然最多可有10行程序输入并被执行,但在进行一般测试或进行维修保养时,为安全起见,建议每次只输入和执行一行程序,确认后再输入和执行下一行程序。
1)按操作面板的〖MDI〗键切换到MDI方式。
2)按一下系统上的功能键〖PROG〗进入程序编辑画面,输入“M03S500”,再按〖EOB〗和〖INSERT〗键将程序显示在数控系统屏幕上。
3)按一下“循环启动”按钮,启动程序,观察主轴的运行情况。
4)输入“M05;”,按下〖INSERT〗键,再按一下“循环启动”按钮,使主轴停止。
5)输入“G00X-30.Z-10.;”,按下“INSERT”键,再按一下“循环启动”按钮,观察各轴的运行情况。
6)如果要中途停止MDI的操作,按一下“进给保持”按钮,进给操作减速并最后停止,当操作面板上的“循环启动”按钮再次按下时,机床继续运行。
7)如果要中途结束MDI的操作,按一下MDI面板上的〖RESET〗键,MDI运行结束,并进入复位状态。
要点
如果输入了多行程序而没有全部执行,可能是按下“循环启动”按钮时,系统光标不在程序开头,因为系统是从光标所在的位置处开始启动并执行程序的。
一般情况下系统开机后,首先进行回参考点操作,否则在执行以后的命令时会报警提示“224#请回参考点”;回参考点后,可使用MDI面板上的“RESET”键消除报警,也可以用“RESET”键取消任何操作,本系统在PMC程序中规定了X、Z轴回参考点的顺序,先回X轴参考点,才能回Z轴参考点。
在MDI方式下,运行程序时,注意机床坐标系和各轴的行程,确保安全!
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。