



【摘要】:检测时,将被测零件按相应位置放到综合量规上,量规上的量规销均应通过被测各孔,且与被测零件的基准面相接触,即表示该零件位置度误差合格,否则为不合格。用综合量规法检测零件的位置度误差,能够直接体现零件的装配关系,保证互换性要求,还能保证零件的功能要求,而且操作方便,检测效率高。
答:当图样上给出的位置度公差为最大实体要求时,该零件的位置度误差可采用综合量规法进行检测,以判定其是否合格。
如图407所示,给出四孔组各孔轴线对基准平面A、B、C的位置度公差,且被测要素给出最大实体要求。
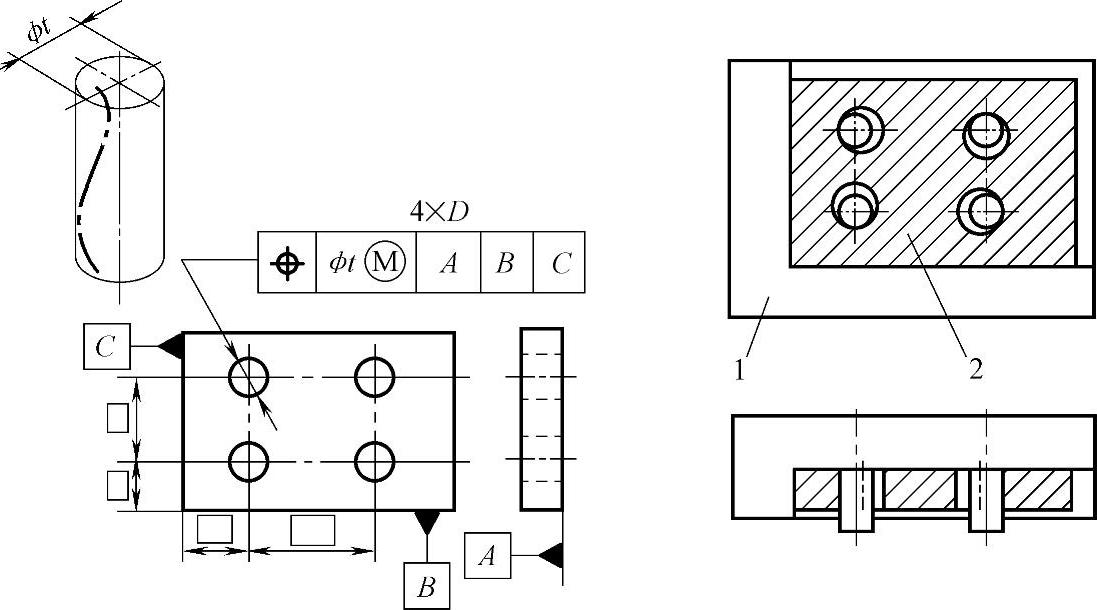
图407 综合量规法检测位置度误差
1—综合量规 2—被测零件
检测前,先制作与基准要素和被测要素相配合的综合量规1,该量规与各被测孔相配合的量规销直径为被测孔的实效尺寸,量规各销的位置与被测孔的理想位置相同。
检测时,将被测零件按相应位置放到综合量规上,量规上的量规销均应通过被测各孔,且与被测零件的基准面相接触,即表示该零件位置度误差合格,否则为不合格。
又如图408所示,以极坐标给出四孔组对基准平面A和中间孔的基准轴线B位置度公差,且被测要素与基准要素B给出最大实体要求。(https://www.xing528.com)
检验该零件用综合量规,其中间基准定位销的直径等于基准孔B的实效尺寸,各被测孔圆柱销尺寸等于其实效尺寸,各销的位置与被测孔的理想位置相同。
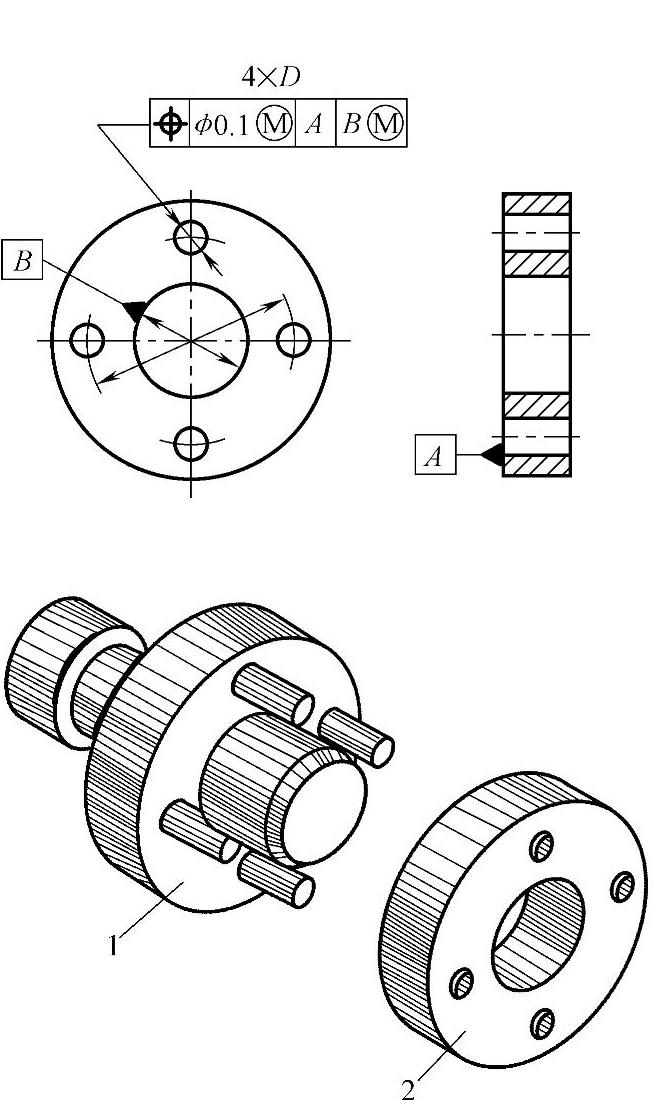
图408 综合量规法检测极坐标位置度误差
1—综合量规 2—被测零件
检测时,将综合量规插入被测零件内,综合量规上所有销均能通过,基准表面A与综合量规端面紧密贴合,表示该零件位置度误差合格,否则为不合格。
用综合量规法检测零件的位置度误差,能够直接体现零件的装配关系,保证互换性要求,还能保证零件的功能要求,而且操作方便,检测效率高。因此,广泛应用于成批大量生产中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。