



答:线轮廓度误差是指实际轮廓线对其理想轮廓线的变动量。理想轮廓线是由图样上给定的理论正确尺寸确定,其误差是由相对于理想轮廓线对称分布的两等距离理想线之间的宽度f表示。
常用线轮廓度误差检测方法有以下几种。
(1)样板法 利用精度很高的轮廓样板与实际轮廓线对比,测出两者之间变动量的误差检测方法。
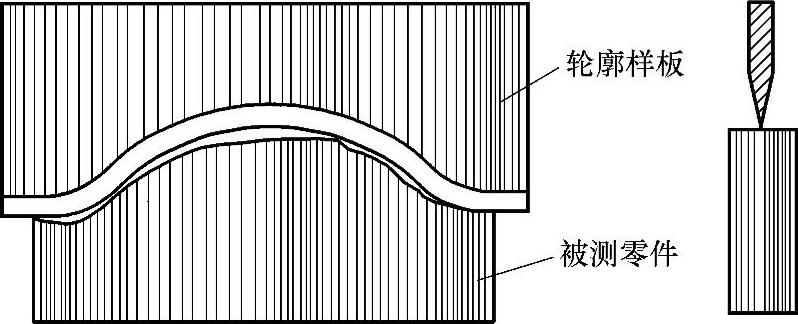
图297 样板法检测线轮廓度误差
检测方法如图297所示,将轮廓样板按规定方向放置在被测零件上,根据光隙法估读间隙的大小,取其中最大间隙f作为该零件的线轮廓度误差值。
检测时,使轮廓样板与被测实际轮廓紧密接触。当被测实际轮廓中间凸起时,应使轮廓样板在被测实际轮廓上摆动,调整使两端点处的光隙h相等,然后取其最大间隙f;当两者在两端点处接触时,可直接取中间最大间隙f,作为该轮廓度误差。
(2)投影法 用投影仪将实际轮廓投影在投影屏上,与极限轮廓比较,检测实际轮廓是否在极限轮廓之间,以判定其是否合格。
检测方法如图298所示,将被测零件放到投影仪上,取适当放大比例将实际轮廓投影投到影屏上。然后取按图样上规定的公差带及相同放大比例作出的等距轮廓线透明模板,放到投影轮廓线上进行比较。当实际轮廓线位于两极限轮廓线内,即为合格,否则为不合格。
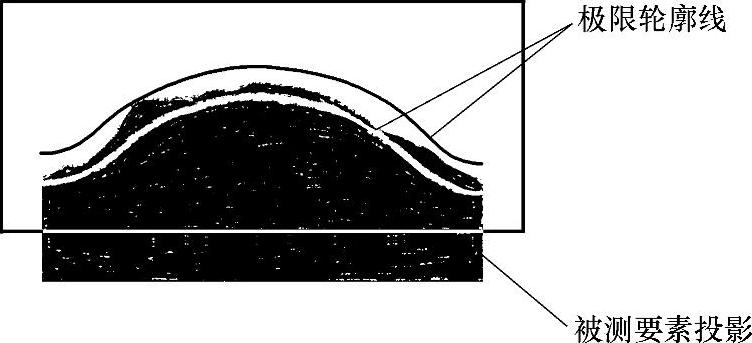
图298 投影法检测线轮廓度误差
此法适用于测量尺寸较小和薄的零件。
(3)仿形法 用按图样给出的理想轮廓制作一精度很高的轮廓样板,将被测轮廓与其比较,测得两者之间的变动量,以测出其误差的检测方法。
检测方法如图299所示,将被测零件1和轮廓样板4分别放置在两端的支承5上,通过支承调整两者之间的相对位置。调整方法可按最小条件或两端点法进行。然后将仿形测量装置仿形测头3与轮廓样板表面接触,指示器测头端部与被测轮廓相接触,将指示器调零。使仿形测头在轮廓样板上移动,由指示器上读取示值。取其最大数值的两倍作为该零件线轮廓度误差。(https://www.xing528.com)
为保证测量精度,指示器测头应与仿形测头形状相同。
应当指出:根据线轮廓度公差定义规定,两等距曲线间的距离是指其法向尺寸,如图300a所示,轮廓线上各点的法向相互间都不在一个方向上,而采用仿形法测量时的示值方向均为垂直方向,因此,实际轮廓度误差应将测得值换算成垂直于理想轮廓方向(法向)上的数值后评定其误差。
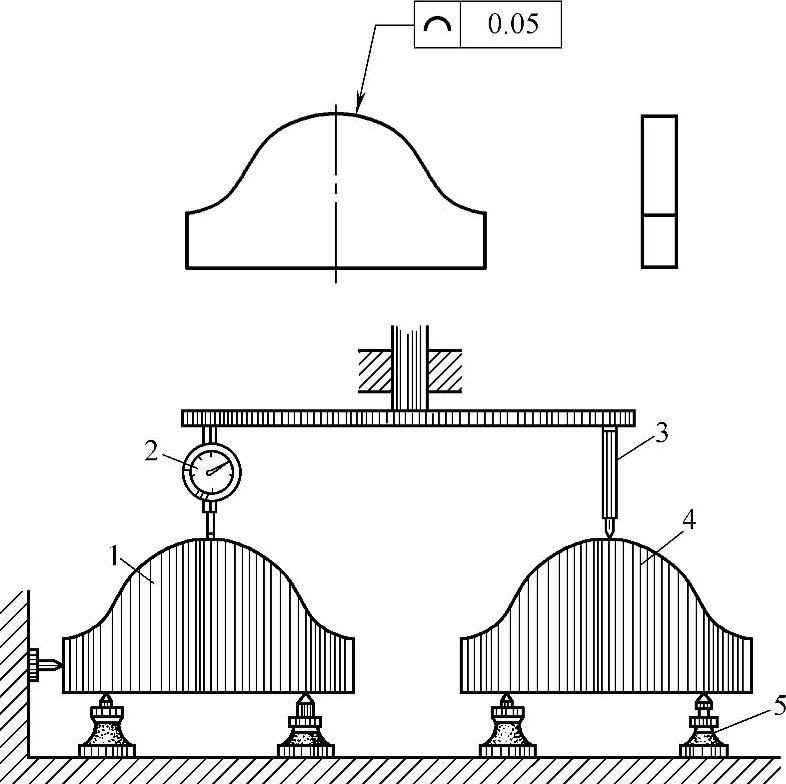
图299 仿形法检测线轮廓度误差
1—被测零件 2—指示器 3—仿形测头 4—轮廓样板 5—支承
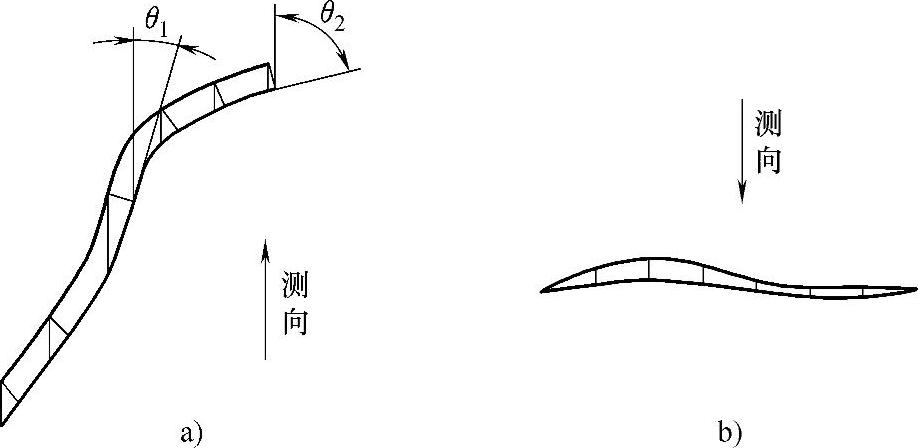
图300 仿形法误差值的换算
当轮廓线上各测点相对于测量方向之间倾角θ都接近直角时(图300b),则不必进行换算,直接取示值来评定其线轮廓度误差。
(4)坐标测量法 这是用坐标测量装置测量被测轮廓上各点的坐标,同时记录其示值并绘出实际轮廓图形,依此评定线轮廓度误差的检测方法。
如图301所示,利用有分度装置的转台测量线轮廓度误差。检测时,将被测零件放置在转台上,同时调整被测零件的中心使其与转台的回转轴线同轴。使转台带动被测零件转动,按需要通过分度装置以一定角度布点,分别测出各测量点的极坐标值。将各测点实测值与相应的理论值进行比较,取两者之差中最大值的两倍,作为该零件的线轮廓度误差。
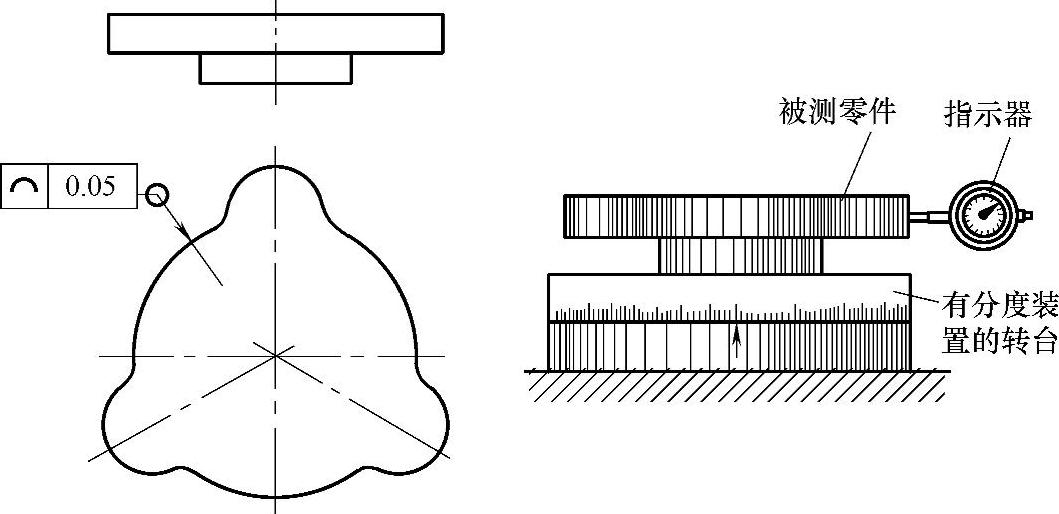
图301 坐标测量法检测线轮廓度误差
此方法适用于图样上以极坐标形式给出理想轮廓尺寸的线轮廓度误差检测。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。