



【摘要】:直线度量规检测法仅适用于检测轴线直线度公差遵守最大实体要求的零件。它是采用一种没有分度值的综合量规作为检测器具来进行检测。检测方法如图259所示。上述直线度量规的公差要求见GB/T8069的规定。检测时,被测零件应在槽内自由滚动,方为合格。但该种量规忽略了同时存在于不同方向上误差的综合影响,故其检测精度较低,使用时应特别注意。
答:用直线度量规判断被测零件是否超越实效边界的检测方法,称为直线度量规检测法。
直线度量规检测法仅适用于检测轴线直线度公差遵守最大实体要求的零件。它是采用一种没有分度值的综合量规作为检测器具来进行检测。它只能判别零件是否合格,而不能测得实际误差值。
检测方法如图259所示。给出的孔或轴的轴线直线度公差均遵守最大实体要求,故可采用量规检测法进行检测。对其中孔类零件采用塞规2(图259a),其测量部位的基本尺寸dBM为
dBM=DVC=Dmin-t
式中 DVC——被测零件内表面的实效尺寸;
Dmin——被测零件孔的下极限尺寸(即孔的最大实体尺寸);
t——框格中给出的轴线直线度公差。
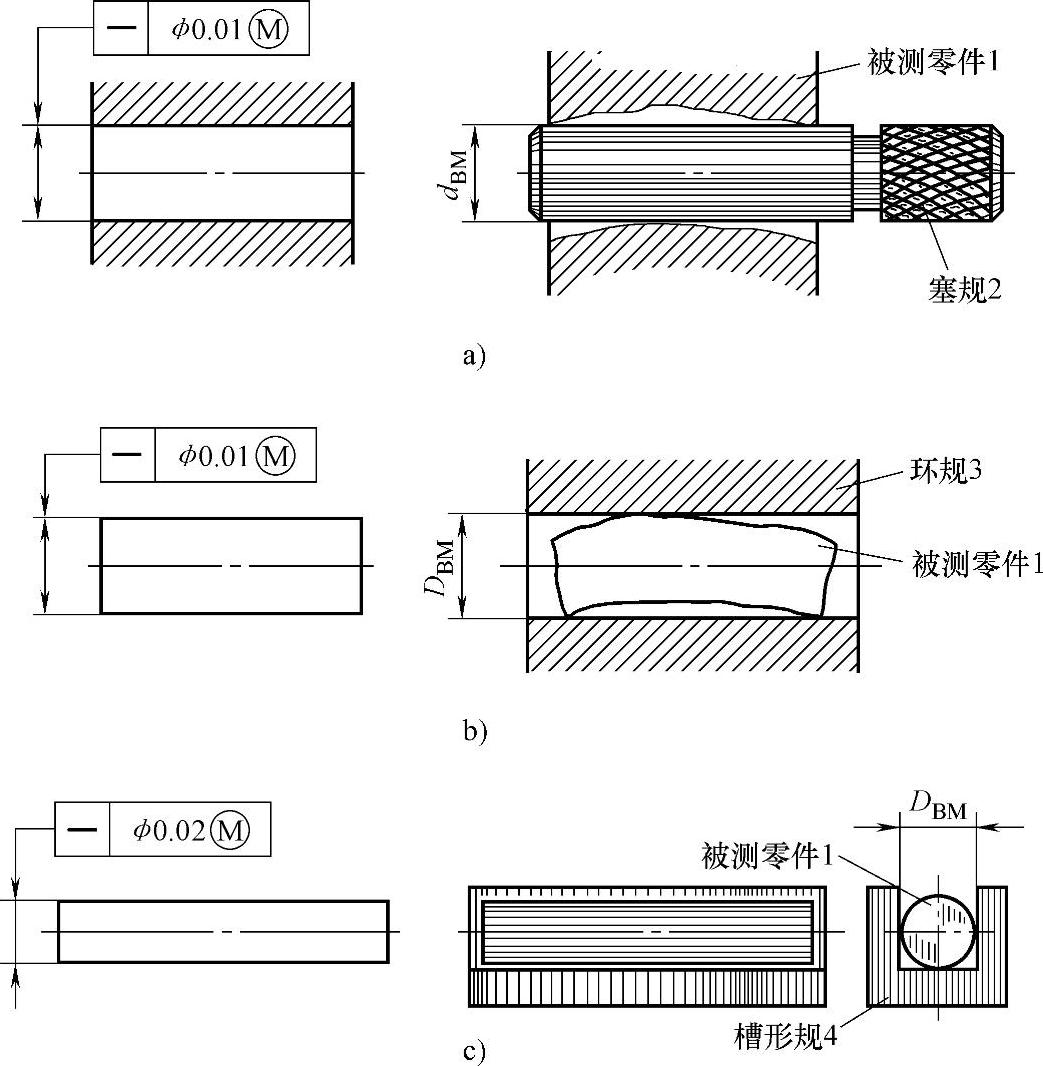
图259 直线度量规检测法(https://www.xing528.com)
对轴类零件则采用环规3(图259b)或槽形规4(图259c),其测量部位的基本尺寸DBM为
DBM=dVC=dmax+t
式中 dVC——被测零件外表面的实效尺寸;
dmax——被测零件轴的上极限尺寸(即轴的最大实体尺寸);
t——框格中给出的轴线直线度公差。
上述直线度量规的公差要求见GB/T8069的规定。
采用量规检测直线度误差时,可将直线度量规置入被测零件:若量规能通过,则表示被测零件未超越规定的理想边界,为合格件;否则零件不合格。
槽形规通常用于被测轴较长或结构上不允许穿过环规时。检测时,被测零件应在槽内自由滚动,方为合格。但该种量规忽略了同时存在于不同方向上误差的综合影响,故其检测精度较低,使用时应特别注意。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。