



答:量块是一种横截面为矩形,并具有一对相互平行测量面的实物量具。它用耐磨材料制成,其线胀系数小,不易变形,且耐磨性好。
量块的形状通常为截面呈矩形的六面体,如图184所示。其上、下为两个平行的测量面,周边为四个非测量面。两测量面是极为光滑平整的平行平面,两测量面间具有精确尺寸,称为标称长度。每个量块上均标记有标称长度数码,标称长度不大于5.5mm的量块,其标称长度数码刻印在上测量面上;标称长度大于5.5mm的量块,其标称长度数码刻印在面积较大的侧面上。
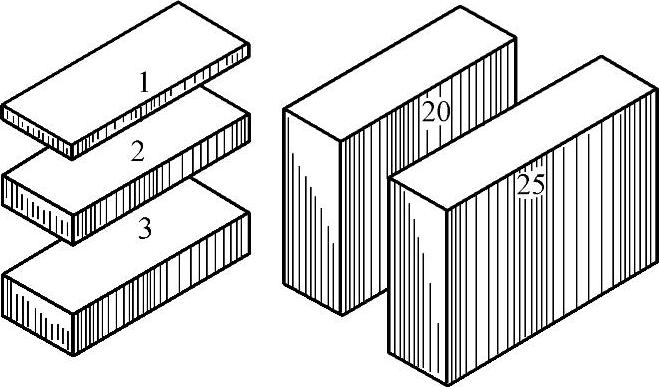
图184 量块
量块的标称长度是指用以表明与主单位(m)之间关系的量值,也称为量块长度的示值。
量块的中心长度是指量块上测量面中心点的量块长度,如图185所示,即由上测量面的中心点(两对角线的交点)至与另一测量面相研合的辅助体(如平晶)表面的垂直距离。
为满足生产中不同的要求,标准中规定有两种精度划分标准:一种是以其长度测量不确定度分等,共分为1、2、3、4、5五等;另一种是以量块长度的偏差分级,共分为K、0、1、2、3五级。标准中对各等、级量块长度变动量和其他性能均规定有相应要求(见JJG146—2011《量块》)。上述等、级的精度依次从高至低排列。
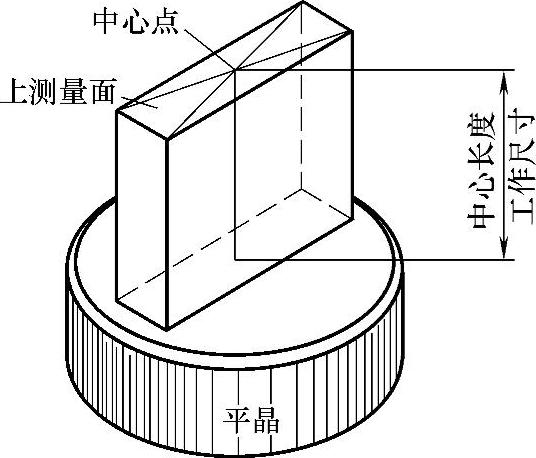
图185 量块的中心长度
量块是一种端面长度标准,主要用作尺寸传递系统中的工作基准,作为检定准确度基准或检定工作测量器具(如游标卡尺、千分尺等),也用于精密定位、划线和精密机床的调整,有时也直接用于测量精密零件和量规。
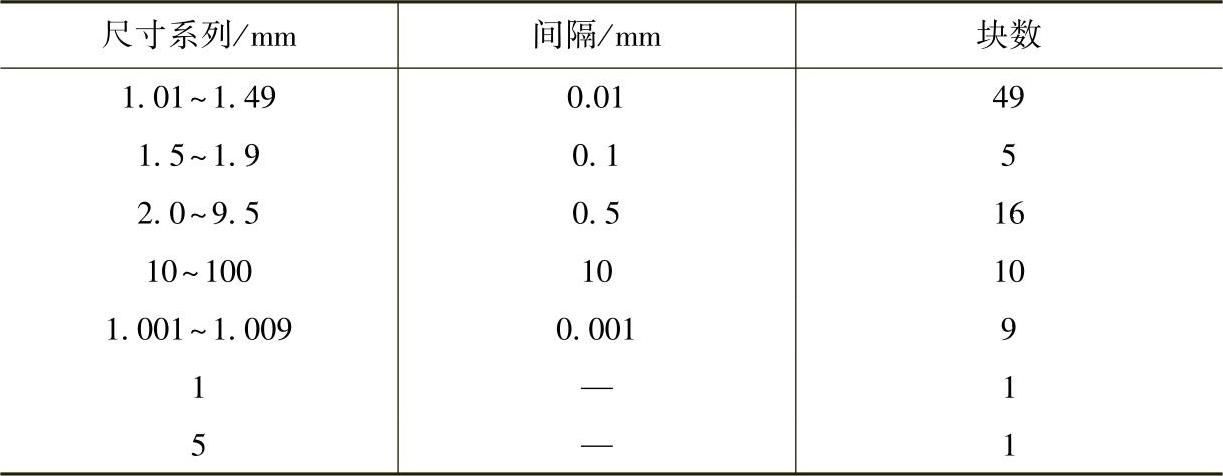
量块都是按一定尺寸系列成套生产的,每一套由一定数量的不同标称尺寸的量块组成,根据生产需要可选用不同规格的成组量块。表34中列出91块一套的量块组成。
表34 91块一套的量块组成
成套量块装在同一盒中,如图186所示。使用时通常不可能从已有量块中直接找到所需尺寸,而需要通过量块的研合性选取两块或更多量块组合构成所需尺寸。
研合性是指量块的一个测量面与另一量块测量面,通过分子力作用而相互粘合的性能。
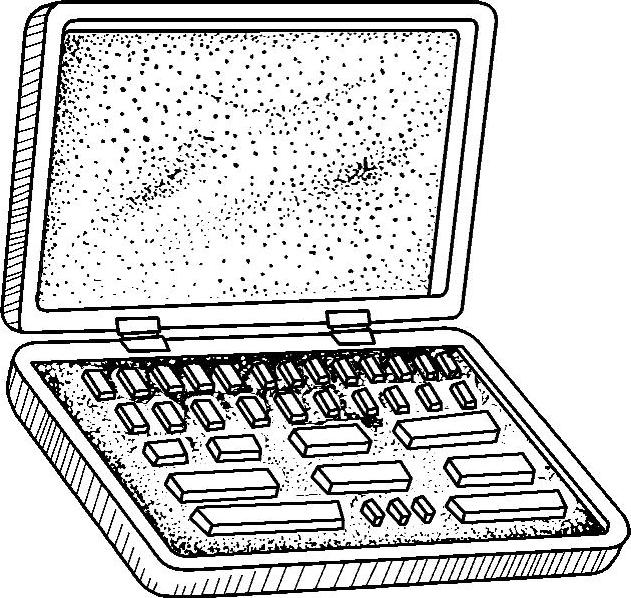
图186 成套量块
选取组合量块时,为保证其精度,选取的块数应尽量少些。选取时应遵循以下原则:首先应选取能去除最小位数的量块,然后依次选取较大位数的量块,每选一次应能使所要组成的量块组尺寸至少减少一位。(https://www.xing528.com)
例如,要组成37.545mm的量块组,选用量块的方法如下。
选用第一块量块尺寸 1.005mm
剩余尺寸 36.54mm
选用第二块量块尺寸 1.04mm
剩余尺寸 35.5mm
选用第三块量块尺寸 5.5mm
剩余为第四块量块尺寸 30mm
组成量块尺寸 37.545mm
量块是极精密的量具,使用时应注意以下事项。
1)使用前用汽油清洗干净(洗去防锈油),再用清洁的麂皮或软绸擦干。测量面上不得有灰尘、纤维或明显的油迹。
2)清洗后的量块,不要用手直接去拿,而应用软绸衬起来拿。量块放在工作台上时,应使非工作面与台面接触。
3)量块的研合方法如图187所示。将两量块呈30°交叉贴合在一起,用手前后微量地移动上面的量块(图187a),同时旋动使两量块的测量面转到平行方向(图187b),然后沿测量面长边方向平行向前推动量块直到两测量面完全贴合在一起(图187c)。

图187 量块的研合方法
正常情况下,在研合过程中手指能感到研合力,两量块不必用压力就能贴附在一起。如研合力不强,在旋转和推进研合时,可施加一定的压力,但用力不宜过大,以免使小尺寸量块变形。研合过程中如有打滑、阻滞或刮磨感觉时,应立即停止研合,检查测量面是否有灰尘、污物或毛刺。
用小于5mm的量块与大尺寸量块研合时,应将小量块放在上面,以免损坏小量块。不得将非工作面与工作面放在一起研合。
4)量块用完后,应及时将研合在一起的量块拆开,放到汽油中清洗干净,擦干后涂上防锈油,放到专用的盒内。若经常使用时,清洗后可不涂防锈油,直接放入干燥缸内保存。绝不允许将量块长时间研合在一起,以免产生金属粘接损伤量块工作面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。