



1.压接钳怎样使用
导线压接最关键的工具是压接钳,压接钳是电力行业在线路基本建设施工和线路维修中进行导线接续压接的必要工具。压接钳分为手动式和分体式两种。常用压接钳的外形如图4-23所示。
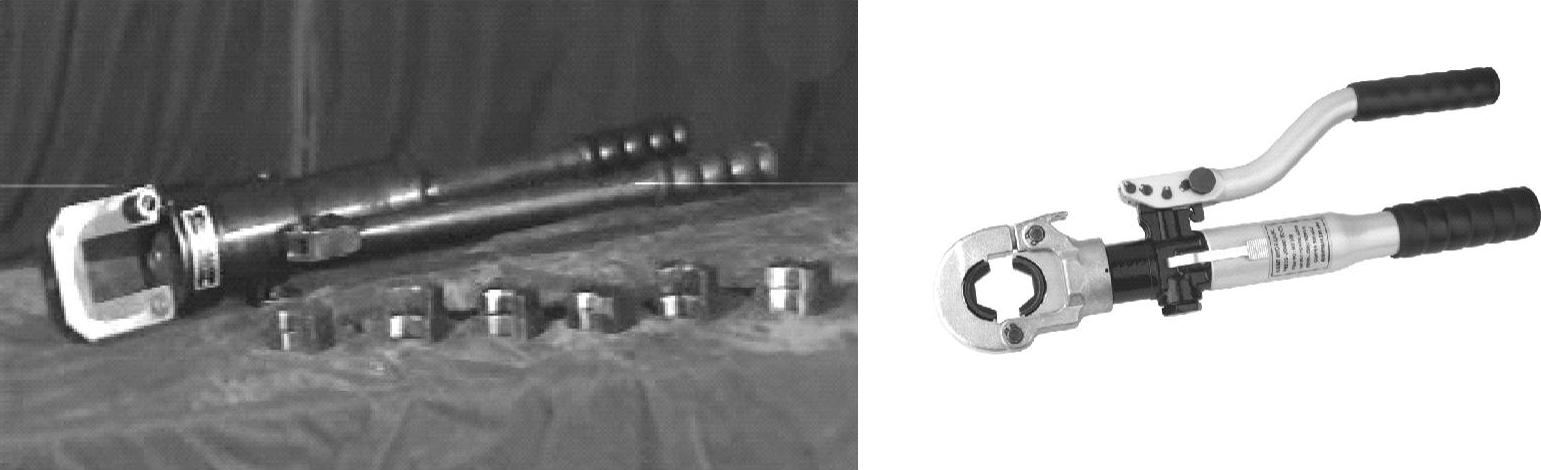
图4-23 常用压接钳
压接钳由油箱、动力机构、换向阀、卸压阀、泵油机构组成。
压接钳对导线进行冷压接时,应先将导线表面的绝缘层及油污清除干净,再将两根线头相对插入并穿出压接管(导线头对准中心),如果压接的是钢芯铝绞线,应在两根芯线之间垫上一层铝质垫片。确认两根线头在同一轴线上后,然后用手扳动压接钳的手柄,压2~3次。如果是铝-铜接头,应压3~4次。
2.如何进行导线压接操作
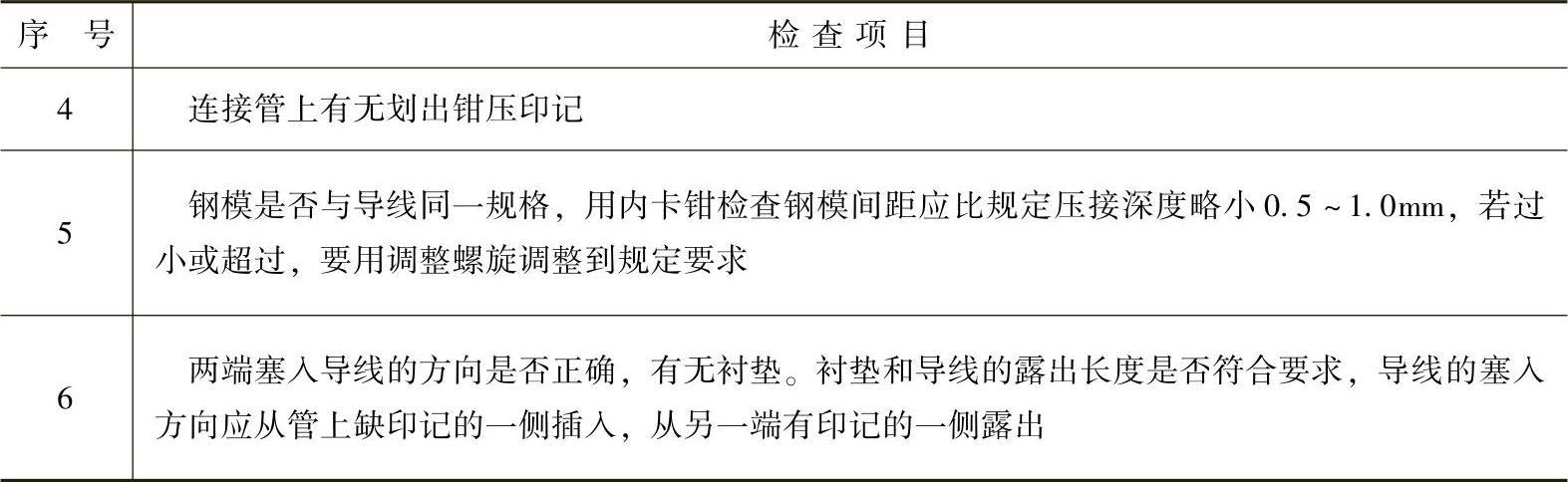
1)压接前应检查的项目见表4-11。
表4-11 压接前应检查的项目

(续)
2)检查无误后,即可放进钢模内,自第一模开始,按次序顺序钳压,每模压下以后,应停留半分钟。
3)铝绞线和铜线的连接管压接顺序,是从管端开始,依次向另一端上下交错钳压。
钢芯铝绞线连接管应从中间开始,依次先向一端交错钳压,再从中间向另一端顺序上下错钳压。
3.钳压连接有哪些安全措施
1)使用的手摇钳压器应固定牢固,操作时要平稳,两侧扶线人员要对准钳压位置,严禁手指伸入压模内。
2)切割导线时,线头应扎紧,导线插入铝接续管时,注意防止线头刺伤手臂。
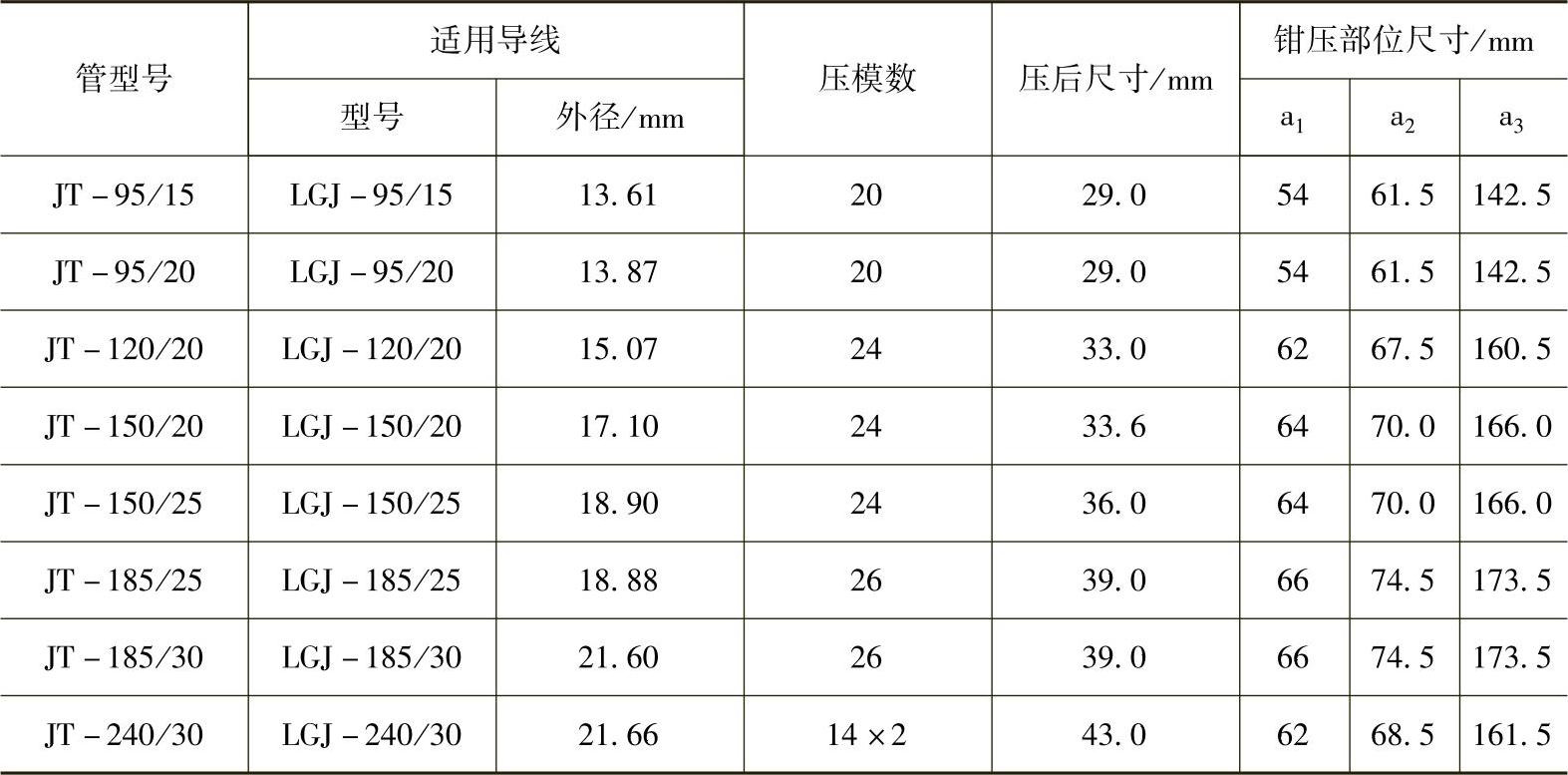
3)为保证连接强度。钳压操作顺序应按一定的顺序来进行。钳压口数及压后尺寸见表4-12。(https://www.xing528.com)
表4-12 钢芯铝绞线钳压口数及压后尺寸
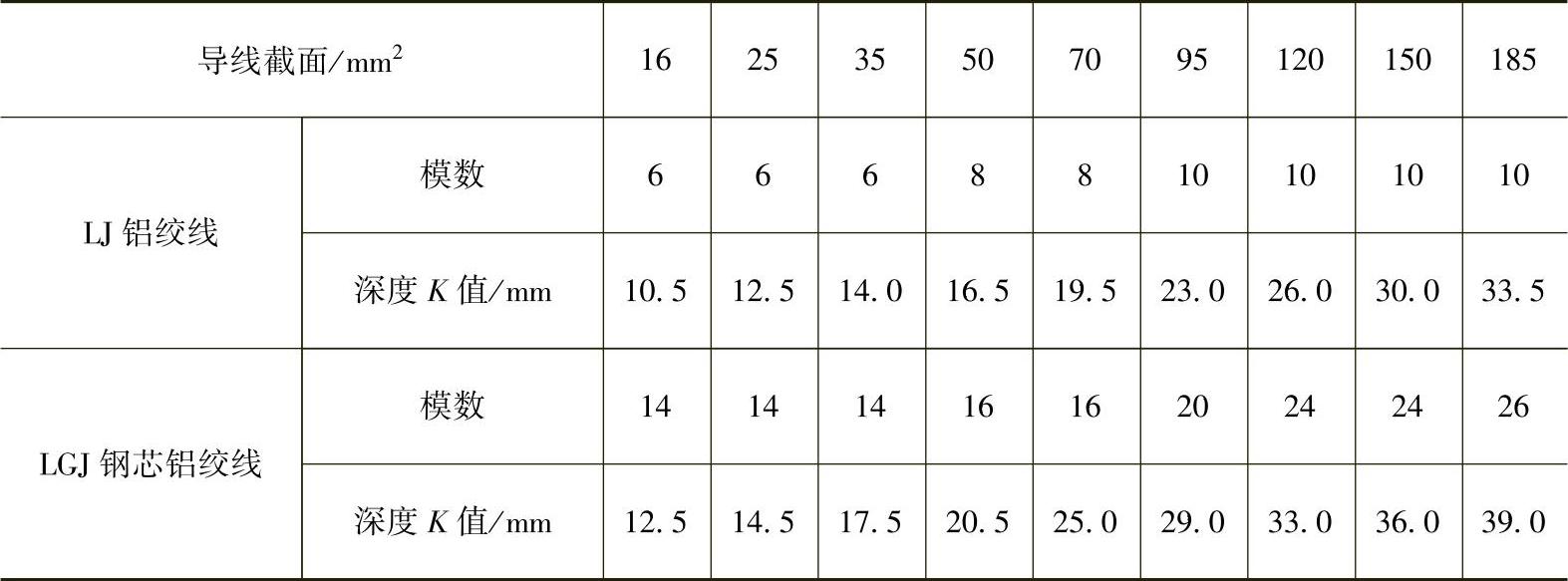
压接模数及凹槽深度K的检查值可参见表4-13。
表4-13 压接模数及凹槽深度K的检查值
4.铜导线或铝导线如何进行钳压连接
将需要连接的两根导线的线芯分别从左右两端插入套管相等长度,然后用压接钳或压接模具压紧套管,一般情况下,套管每端压1~2个坑。圆截面套管的使用如图4-24所示,椭圆截面套管的使用如图4-25所示。
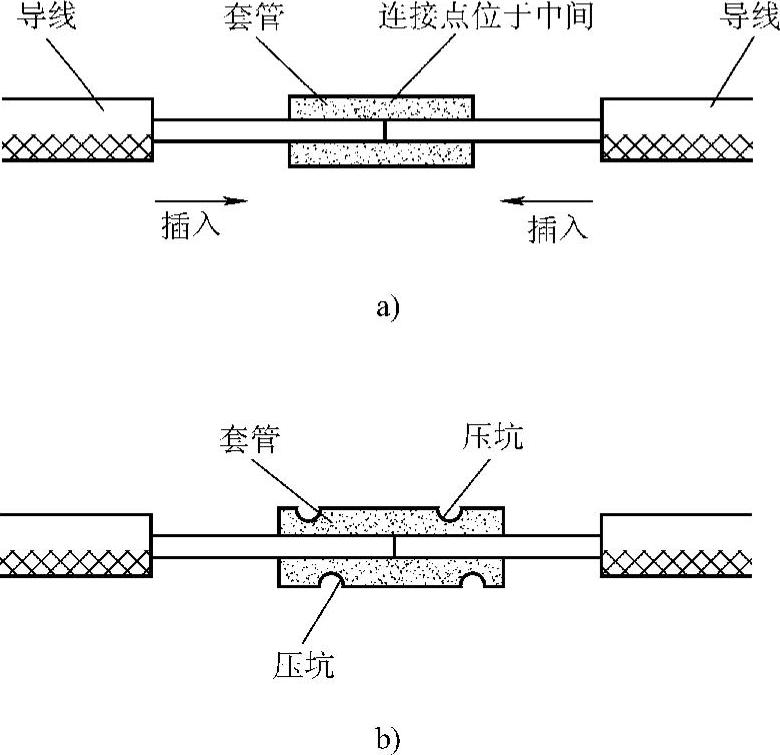
图4-24 圆截面套管的使用
5.铜导线与铝导线之间如何进行钳压连接
1)采用铜铝连接套管。使用时,将铜导线的芯线插入套管的铜端,将铝导线的芯线插入套管的铝端,然后压紧套管即可,如图4-26所示。
2)将铜导线镀锡后采用铝套管连接,如图4-27所示。
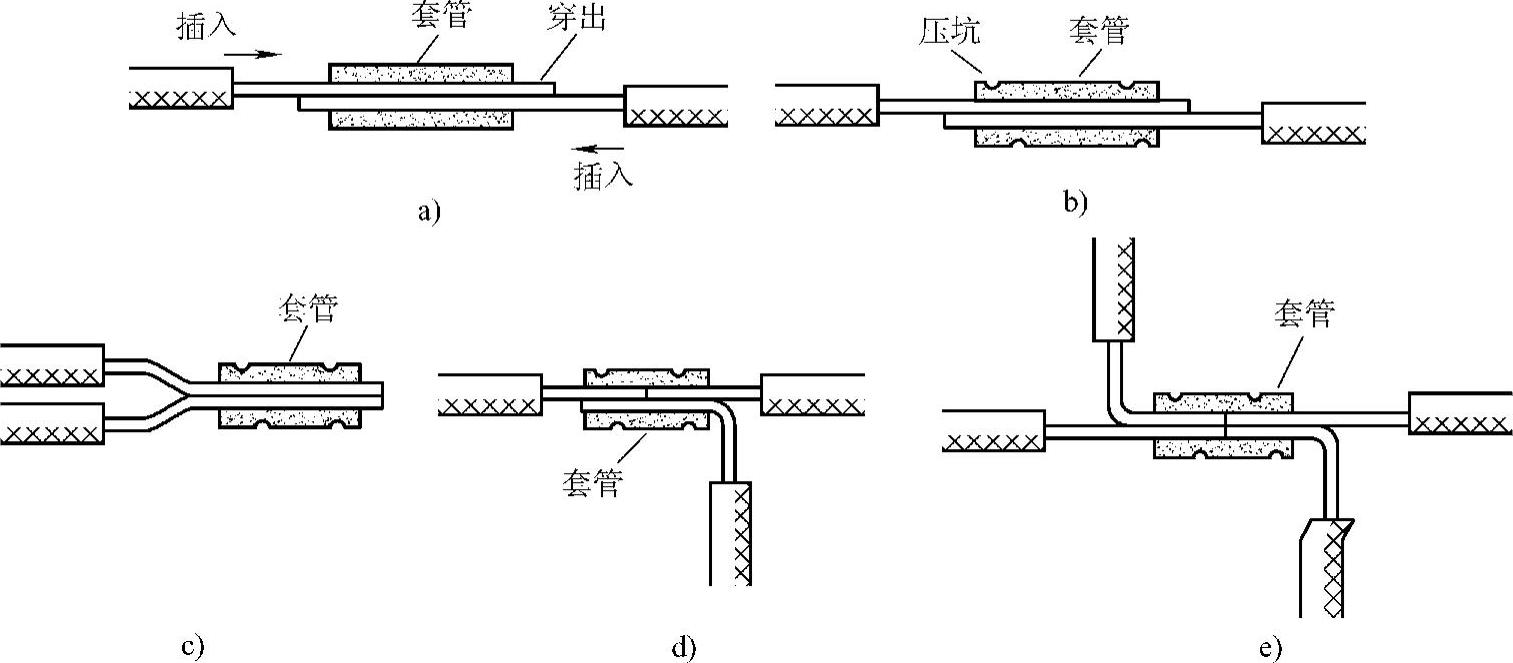
图4-25 椭圆截面套管的使用
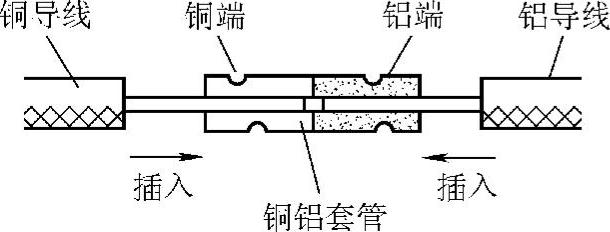
图4-26 采用铜铝连接套管压接
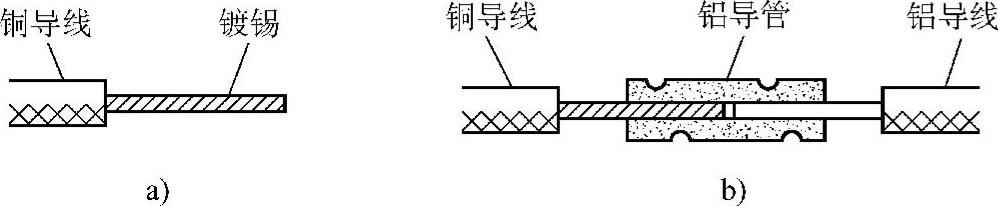
图4-27 将铜导线镀锡后采用铝套管压接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。