



【摘要】:碳素钢的情况是下部淬火不完全,比上部膨胀得少,所以更加助长了上部凸出的变形。可见在上方凸出的变形比碳素钢小,同时,回火后变形的恢复也小。图13-11 高碳钢圆柱的弯曲图13-12 合金工具钢圆柱的弯曲
1.热歪扭
图13-8所示为将水平放置的直径为15mm、长度为120mm的纯铁圆柱整体均
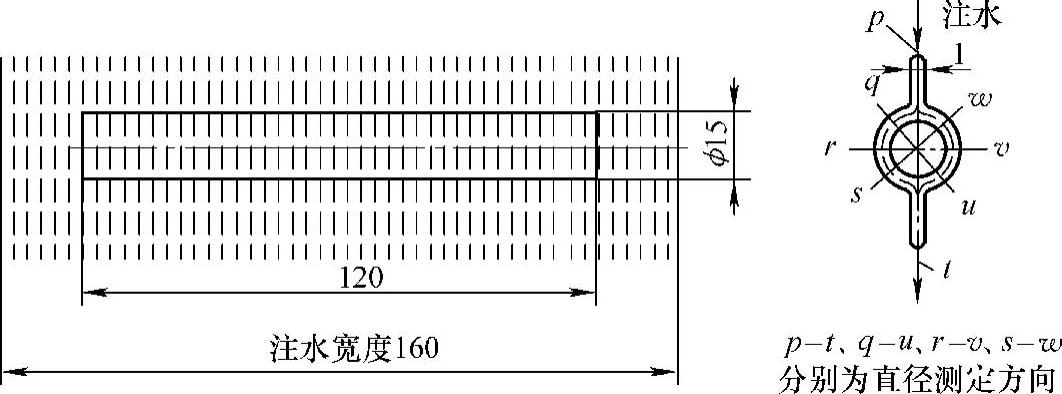
图13-8 纯铁圆柱的冷却方法
匀加热后,从上方注水冷却时的变形情况。图13-9和图13-10是分别为测定的圆柱弯曲和直径变化的结果[1]。
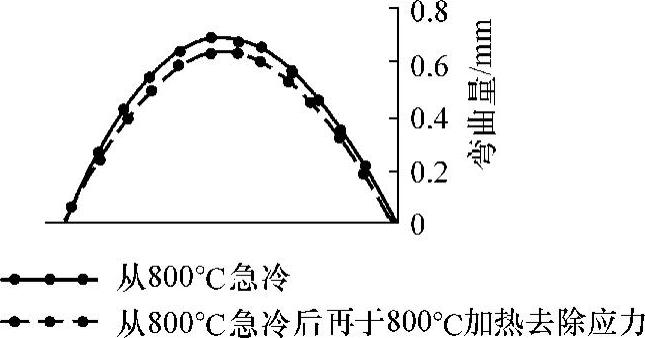
图13-9 纯铁圆柱的弯曲
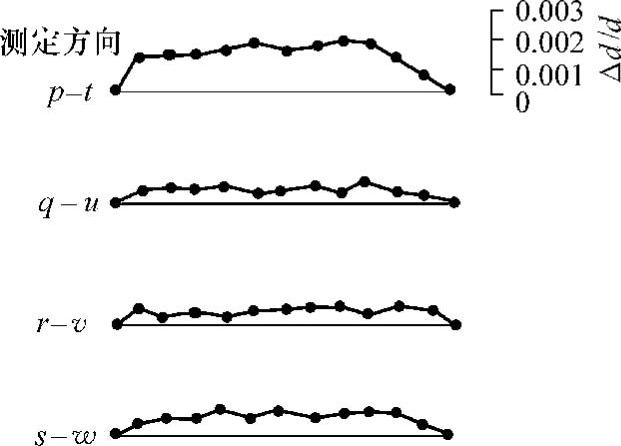
图13-10 纯铁圆柱的直径变化(https://www.xing528.com)
如图13-9所示,圆柱在全长上大体一致地向上弯曲。产生这样变形的原因如下:在冷却初期,圆柱的上侧(注水侧)先冷却收缩,产生的热应力是拉应力,下侧受压应力作用。这时由于弹性极限尚低,在上侧产生塑性拉伸变形,下侧则是塑性压缩变形。在冷却后期产生与此相反的变形。然而,因为这时的温度降低,弹性极限变高,冷却初期的变形影响是显著的,完全冷却后就变成上方凸出的变形。在图13-9中,由冷却过后再加热去除应力的弯曲量曲线可见,残留应力的影响较小。因此,由于急冷而产生的弯曲是永久变形。
2.淬火歪扭
图13-11所示为与图13-8具有同样尺寸的碳钢(wC=1.46%)从上方注水淬火时的弯曲测定结果[1]。从图中可见,弯曲的方向与热歪扭的情况相同,但弯曲量较大。其原因如下:圆柱上侧受到注水冷却时,初期冷却非常快,这一侧在马氏体化以前产生如上所述的热歪扭,仍然因此而发生变形。碳素钢的情况是下部淬火不完全,比上部膨胀得少,所以更加助长了上部凸出的变形。
图13-12所示为合金工具钢圆柱试样的下部也完全淬火,以同样方法测定的变形结果。可见在上方凸出的变形比碳素钢小,同时,回火后变形的恢复也小。
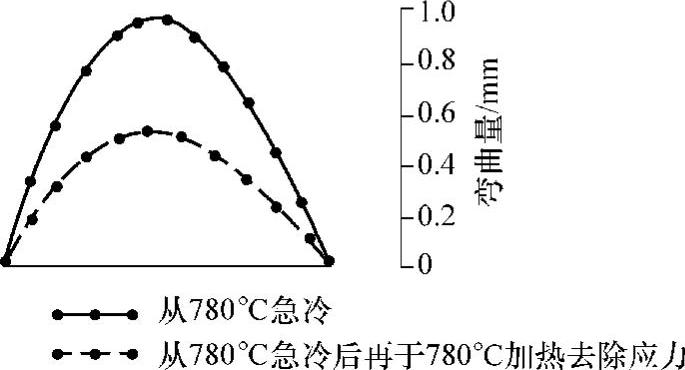
图13-11 高碳钢圆柱的弯曲
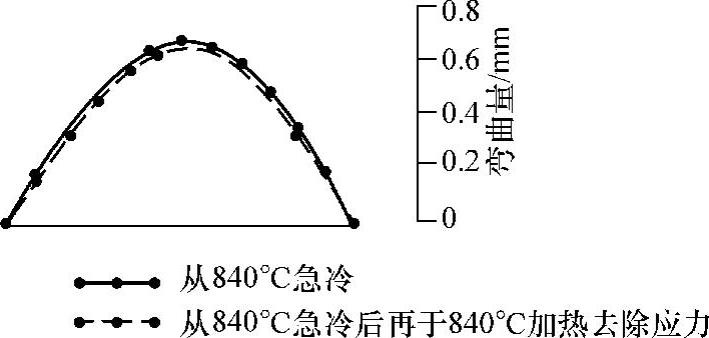
图13-12 合金工具钢圆柱的弯曲
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。