



工业中锻轧材退火工艺中的透烧时间、保温时间一般是根据经验确定的,如根据装炉量的多少确定加热系数。图9-4中的加热保温时间为a+bQ,其中a、b为系数,Q为装炉量(t)。显然,加热保温时间与装炉量成正比。美国工具钢的退火工艺规定加热时间为每英寸厚度加热1h。有的资料中按τ=kD经验式计算加热时间,式中D为工件厚度。以上的计算方法说明钢件的加热时间与工件厚度成正比,这对薄件是适用的,对于大厚件,加热时间与厚度并不成正比。此时运用传热理论编制计算机程序进行计算才是科学的,也较为准确,即用计算机辅助设计退火工艺参数。根据具体钢种的物理化学性质,具体热处理炉的加热条件,运用传热理论通过计算机计算透烧及保温时间,辅助设计退火工艺[4]。
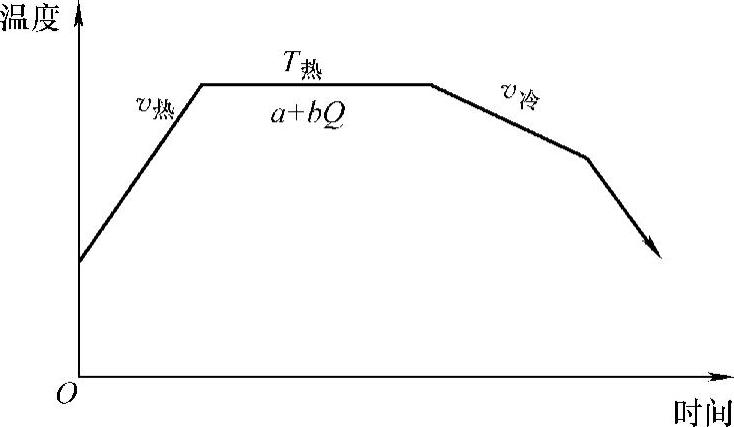
图9-4 锻轧材的退火工艺曲线
1.平面导热问题的偏微分方程
在传热学中,详细推导了固体导热的微分方程。对于平面问题,其非稳态的方程为

式中 T——物体的瞬时温度(K);
t——热循环过程进行的时间(s);
κ——材料的热导率[W/(m·K)];
ρ——材料的密度(kg/m3);
c——材料的比热容[J/(kg·K)];
qv——材料的内热源强度(W/m3);
x,y——直角坐标(m)。
式(9-15)是描述固体材料导热过程的基本方程。在求解热处理过程的热循环时,实际上是求解固体的传热过程。所以,式(9-15)是金属热循环计算的出发点。为了能够求解式(9-15),首先要确定边界条件和初始条件。
2.初边值条件
(1)边界条件 对于式(9-15),其边界条件主要有以下三类:
1)第一类边界条件。在如图9-5所示的条件下,第一类边界条件是指边界上的温度或温度函数为已知,即
TB=TW或TB=f(x,y,t) (9-16)
式中 TW——已知表面温度(℃);
f(x,y,t)——已知温度函数(℃)。(https://www.xing528.com)
等温淬火及保温过程就是此类边界条件
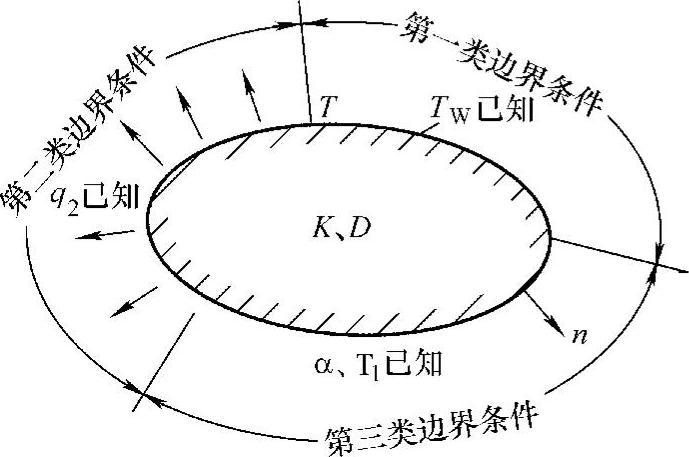
图9-5 温度场的边界条件
2)第二类边界条件。如图9-5所示,系指物体在边界上的热流密度为已知,即
式中 q2——已知热流密度(W/m2);
g(x,y,t)——已知热流密度函数;
n——边界的外法线方向。
由式(9-17)得出,q2>0,由物体向外流出热量。所以,在以后的计算中,流出物体的热量取正,流向物体的热量取负。
在实际使用时,已知热流密度的情况较少见,一般可以将辐射换热问题看做第二类边界条件进行处理。
3)第三类边界条件。是指物体与流体介质相接触时,在流体温度T和热交换系数为已知时的情况

式中 κα——表面传热系数[W/(m2·K)];
Tf——流体介质的温度(K)。
在热处理过程中,大量的传热过程可看做此类边界条件进行处理,如物体在炉内的加热、保温、空冷等。
(2)初始条件 对材料传热过程的非稳态问题,必须知道物体的初始状态,即物体在t=0时刻时整个区域的初始温度值

式中 T0——温度值,表示物体在开始时刻具有均匀温度;
φ(x,y)——为已知函数,表示物体在初始时刻的温度分布。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。