



(1)浇注系统设置 缸盖的低压铸造工艺方案一般为一根升液管、多个浇口即多岔分流的形式。如4缸缸盖具有代表性的两种浇注系统即在燃烧室侧设置两个或四个浇口。图7-12所示为两个浇口的工艺示意图,该方案适合于一模一件或一模两件。图7-2a所示为四个浇口的实例。
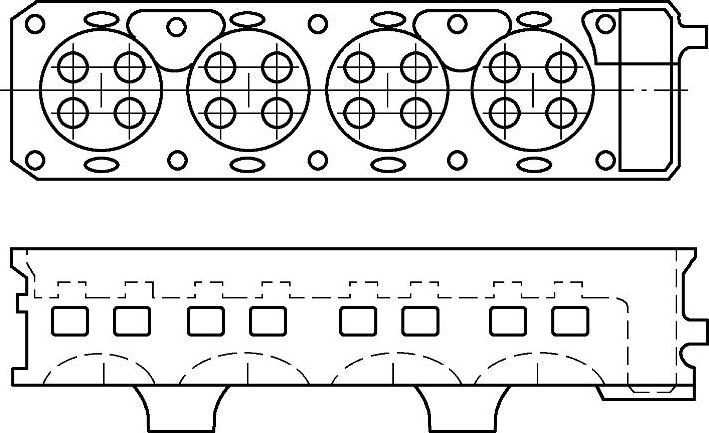
图7-124 缸缸盖的浇注系统实例
(2)合金材料及熔化 铝合金缸盖的材料一般选择Al-Si-Cu系合金如ZL105和ZL107。如果对伸长率和耐蚀性有要求,也可以使用ZL101和ZL104。为获得高质量的金属液,标准操作应在熔化后使用Ar气旋转吹气精炼并加入Sr变质及Al-Ti-B细化晶粒。
(3)温度控制 铝液的浇注温度对缸盖内部缺陷、外观质量有很大的影响。浇注温度在680~730℃为宜,实际操作中温度偏差应控制在20℃以内。
低压铸造的特点是获得良好的顺序凝固,因此模具温度的控制在低压铸造中特别重要。理想的模温分布是从浇口到上模逐渐降低,模具各部具体温度的控制范围是:浇口为480~520℃、下模为400~450℃、侧模为350~400℃、上模为250~350℃。为获得上述温度场、提高缸盖铸件性能和缩短生产周期,必须对上模和侧模实施强制冷却。冷却方式一般有水冷和气冷,采用多路设置,每路单独自动控制(流量和压力)。水冷采用压送式水泵,以解决模具内部因高温汽化产生气阻造成水流不畅的难题,气冷则是通以压缩空气。
因缸盖具有多个浇口,两个浇口之间的距离太近会导致位于浇口间的铸件部位温度上升,使浇口和该部位的凝固顺序相反,因此须在此部位应设置局部强制冷却,以得到所需的温度梯度。
从模具寿命和安全性考虑,冷却时应以间接冷却为主,在铸件局部厚度较大处可采用直接冷却的方法。对于冷却强度有时间控制和温度控制两种方式,时间控制即控制通水或气的时间,该方法简单易行,但精度不高;温度控制则是在需冷却位置设置热电偶,根据热电偶测得的温度高低由PC来开启或关闭冷却水或气,这种方式控制精度相对较高。
近年来,凝固数值模拟技术的发展为缸盖的低压铸造工艺优化提供了很好的参考依据,它可充分把握不同条件下的凝固测试结果,强化铸造工艺过程控制,确保铸件质量。
(4)涂料 浇注前模具预热至200℃左右喷涂料。缸盖的形状复杂,应特别注意部位不同、涂料厚度不同。一般部位,涂料厚度控制在0.1~0.2mm;精度要求高的部位,如燃烧室表面应采用颗粒细小的涂料,厚度为0.05mm左右;而对于浇口、冒口、内浇道等需要缓慢凝固的位置可适当涂得厚一些,一般为0.5~1mm左右。
(5)过滤网 放置过滤网的目的是防止升液管中氧化物杂质进入型腔及形成层流充填。可采用价格便宜、效果良好的镀锌金属网,网线直径为0.4~0.6mm,网目为12~14目。
(6)加压时间 从充型到浇口凝固的时间称为加压时间,它受温度的影响很大。在稳定生产条件下,加压时间虽然因缸盖的重量不同而有所变化,但一般控制在2~8min。若从提高生产效率的角度考虑,可采取一模两件、两段加压等方法来缩短时间。
(7)起模时间 同加压时间一样,随温度的变化而变化。时间短时铸件易变形,时间过长则铸件易卡在模具内,取不出来,所以一般控制在加压时间的1/3左右。为提高铸件冷却速度,起模时可先开起模阻力小的侧模,一定时间后再开上模。(https://www.xing528.com)
(8)加压曲线 加压压力直接影响到金属液的流动充填性能和补缩效果,加压曲线是低压铸造工艺控制中的重要一环。加压压力除可按本章7.2节中的公式计算外,也可由下式算出:
p=ρ(1+S/A)ΔH×10-2 (7-10)
式中p——加压压力(MPa);
ρ——铝液密度2400~2500(kg/m3);
ΔH——铝液上升高度(m);
S——升液管截面积(m2);
A——型腔截面积(m2)。
冒口的补缩压力一般在0.005~0.01MPa左右。虽然压力大补缩效果好,但如果压力超过0.01MPa,会导致涂料剥离,铝液堵塞模具排气孔及渗入到砂芯中。浇注过程中及时排出砂芯燃烧产生的气体是非常必要的,但因缸盖所用砂芯结构复杂、数量多,在模具中设置大量的排气孔很困难,此时,将冒口补缩压力提高到上限附近,可有效防止气体卷入到铸件里面。
坩埚内的液面高低影响到加压曲线的重复再现性,因此坩埚内的压力应能自动补偿。对于缸盖铸件,可通过设置传感器以精确控制加压曲线的零点。连续工作加压曲线示意图如图7-13所示。
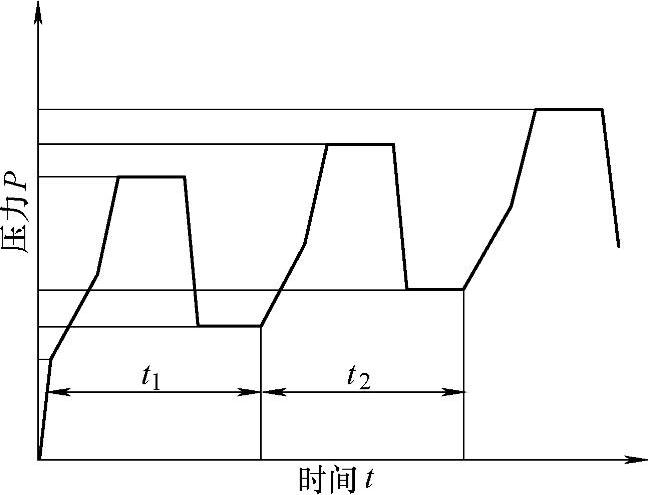
图7-13 缸盖用加压曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。