



低压铸造的工艺设计必须充分考虑低压铸造的充填顺序(自下而上)和凝固顺序(自上而下)的特点,根据铸件形状、壁厚及性能要求进行合理设计。因为低压铸造不太适合于壁厚、体积变化非常大的铸件,对那些因功能设计而不能满足形状设计要求的零件应尽量避免。浇口应尽可能选择在大的横截面的部位,离浇口比较远且体积比较大,不能满足顺序凝固条件的地方,可设置过渡浇道,以起冒口补缩作用。
1.分型面的选择
低压铸造模具分型面的选择遵循一般的模具分型设计原则,此外还应考虑:①若采用金属型,分型后应使铸件留在上模或侧模中,便于顶出铸件。②分型面的选择应有利于设置浇道和气体排出。
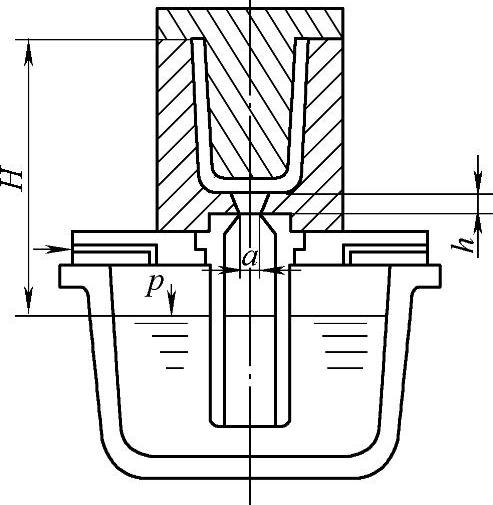
图7-6 低压铸造内浇道的设计
2.浇注系统设计
相比而言,低压铸造的浇注系统不像其他铸造成形方法那样复杂,但在决定浇口位置、数量、大小时,必须使铸件符合如前所述的顺序凝固原则,同时,要确保合适的浇口截面积,以免浇注时形成紊流[4-5],如图7-6所示。浇口的最小截面积按式(7-1)计算:

式中A——浇口的最小截面积(m2);
W——铸件重量(kg);
t——充填时间(s);
μ——阻力因数,一般取0.3~0.4;
ρ——金属液密度(kg/m3);
g——重力加速度(m/s2);
H——坩埚内的金属液面至铸件顶端处的高度(m)。
内浇口一般为圆形,若受零件形状的限制,也可设置成异形浇口。为防止内浇口处的金属液冷却凝固堵塞浇道,内浇口的截面尺寸最好是该部位铸件壁厚尺寸的两倍以上。内浇口的高度越低,来自浇口金属液的热量、压力传递损失越小,补缩效果越好,越容易获得顺序凝固。但此处是升液管和铸型接触的固定部位,因铸件结构差异,内浇口高度会做相应的调整,一般情况下为30~40mm。(https://www.xing528.com)
低压铸造浇注系统的主要结构形式有单升液管单浇口、单升液管多浇口及多升液管多浇口三种形式,如图7-7所示。低压铸造一般不设冒口,若必须设置,也应设置为暗冒口。
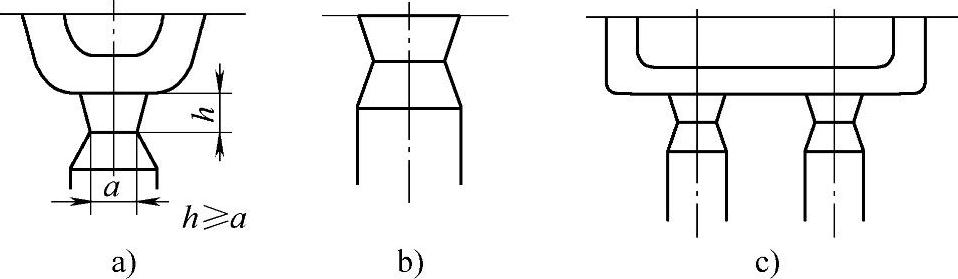
图7-7 浇注系统的结构形式
a)单升液管多浇口 b)单升液管单浇口 c)多升液管多浇口
3.升液管的设计
升液管多采用铸铁,外涂保护涂料。但因铸铁管寿命短,易腐蚀并导致金属液增铁,最近使用陶瓷升液管的越来越多。陶瓷升液管的缺点是韧性及耐热冲击性能差。升液管应具有良好的气密性,使用前需经0.6MPa的水压渗漏检测。升液管的高度以升液管底端到坩埚底的距离100~150mm为基准予以确定。升液管的直径一般为ϕ80~120mm。
4.低压铸造模具设计特点
除了如前所述的工艺方案以外,低压铸造模具的设计和加工可参考金属型铸造或一般的砂型铸造模具设计。需要指出的是,对于低压铸造的金属型而言,因浇道位于模具下部,且通过升液管和保温炉连接,因此,下模不能设置顶出机构,所以必须考虑将铸件留在上模或侧模内,即在上模或侧模内设置顶出机构。此外,下模的温度比上模或侧模高,在设计起模斜度时,下模的起模斜度要比其他的大一些。
模具型腔中的气体(包括空气和砂芯挥发出的气体)应及时通过分型面或设置的排气道排出,以免形成背压而阻碍金属液的充填。一般低压铸造时型腔内的背压应控制在0.002MPa以下。低压金属型的排气方式如图7-8所示。图7-8b中的三角沟排气方式的效果较好,其角度以30°~40°为宜,但考虑到模具加工时刀具前端的强度,所以选择加工角度为60°。除了排气以外,三角沟槽对防止缩孔、缩松也有良好的效果。比较完整的低压铸造用金属型的结构如图7-9所示。
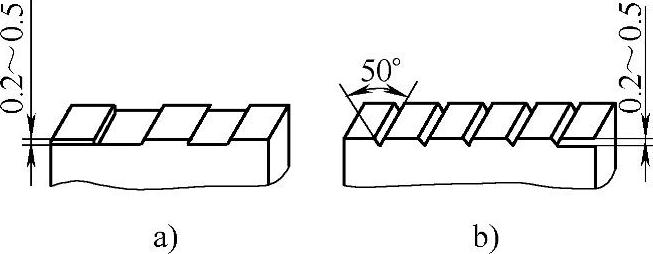
图7-8 低压金属型的排气方法
a)矩形排气槽 b)三角沟排气槽
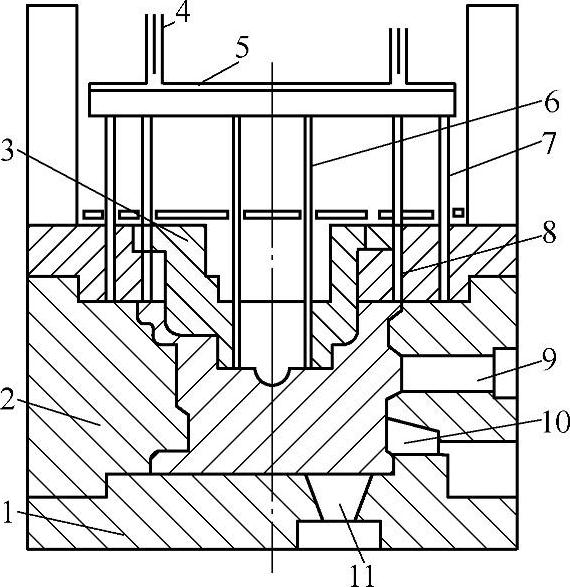
图7-9 低压铸造用金属型的结构
1—下模 2—侧模 3—上模镶块 4—导杆 5—顶杆板 6—顶杆 7—复位杆 8—上模 9—型芯 10—侧模型芯 11—浇口
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。