



1.高硅铝合金斜盘
汽车空调长期工作在振动、高温、充满灰尘、狭小的空间,压缩机在正常情况下转速为4000~5000rpm,因此对于作为压缩机关键零件的斜盘就要求有较高的强度和耐磨性,以适应长期高速运转和恶劣的工作条件,从而提高空调的可靠性和使用寿命。目前铝斜盘主要采用A390合金热锻成形,其零件形状如图6-19所示,锻件技术要求见表6-2。
图6-20所示为斜盘零件的工作原理。斜盘高速转动,迫使活塞在气缸内作往复运动,改变气缸工作容积,从而提高气缸内气体的压力。这就要求斜盘应该有较高的强度和耐磨性、低的膨胀系数。因此,开发高硅铝合金零件的挤压铸造技术,以取代目前所用的铸铁或热锻铝件[6-7],对简化生产工艺、减轻零件重量、降低生产成本、提高生产效率具有重大意义。
表6-2 斜盘锻件图样技术要求

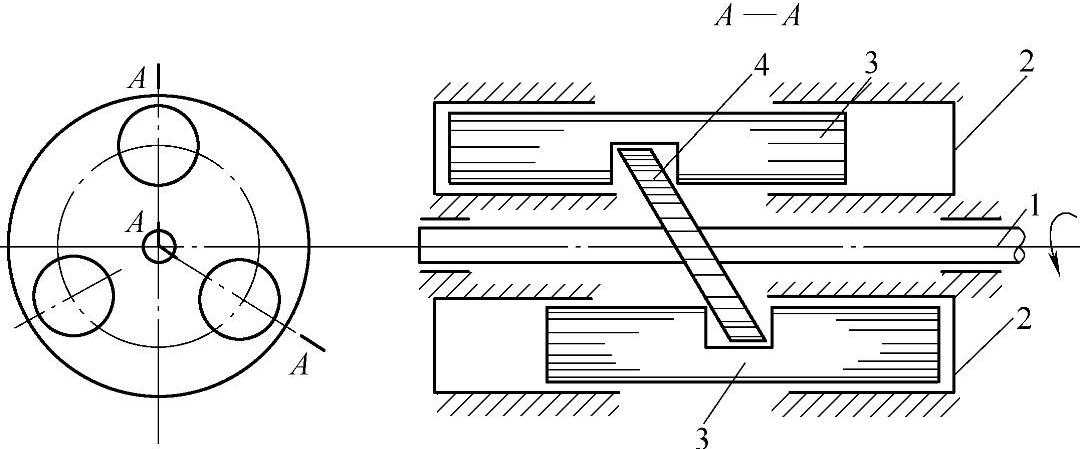
图6-20 汽车空调斜盘压缩机示意图
1—主轴 2—气缸 3—活塞 4—斜盘
2.半固态成形工艺

图6-21 挤压成形斜盘零件(高硅铝合金)的实物照片
a)液态挤压成形 b)半固态挤压成形
为获得较高的耐磨性及高温性能,采用Al-20Si-Cu-Ni-Mg合金及半固态挤压成形工艺。生产中将高硅铝合金熔化、除气,熔体静置后,调温至780℃,再通过超声波振动工艺制备半固态浆料。熔体在710~690℃进行超声波振动一定时间后,获得有一定固相的半固态浆料,停止振动,将半固态浆料浇入挤压模具中,成形为图6-19所示汽车空调压缩机斜盘。半固态挤压成形的比压为80MPa,挤压速度为50mm/s,模具温度控制在200℃左右,上冲头保压5~7s,下冲头保压12~15s后取出斜盘零件。为了对比超声半固态作用的影响,将同等重量的铝合金熔体于790℃浇入模具中液态挤压成形为零件。
超声制浆、半固态挤压成形的斜盘零件及液态挤压的斜盘零件的实物如图6-21所示。半固态挤压零件的外观清晰、成形性好,机加工之后的斜盘零件如图6-22所示,加工性能好,组织致密,完全可以取代A390热锻件。(https://www.xing528.com)

图6-22 半固态成形、机加工之后的斜盘零件(正反面)
高硅铝合金斜盘的铸态组织如图6-23所示,超声制浆、半固态挤压成形的斜盘零件的初晶Si颗粒比液态挤压成形的更细小,分布更均匀。液态挤压合金的初晶Si颗粒还有团聚现象。
高硅铝合金斜盘的T6热处理组织如图6-24所示,半固态挤压斜盘的初晶Si
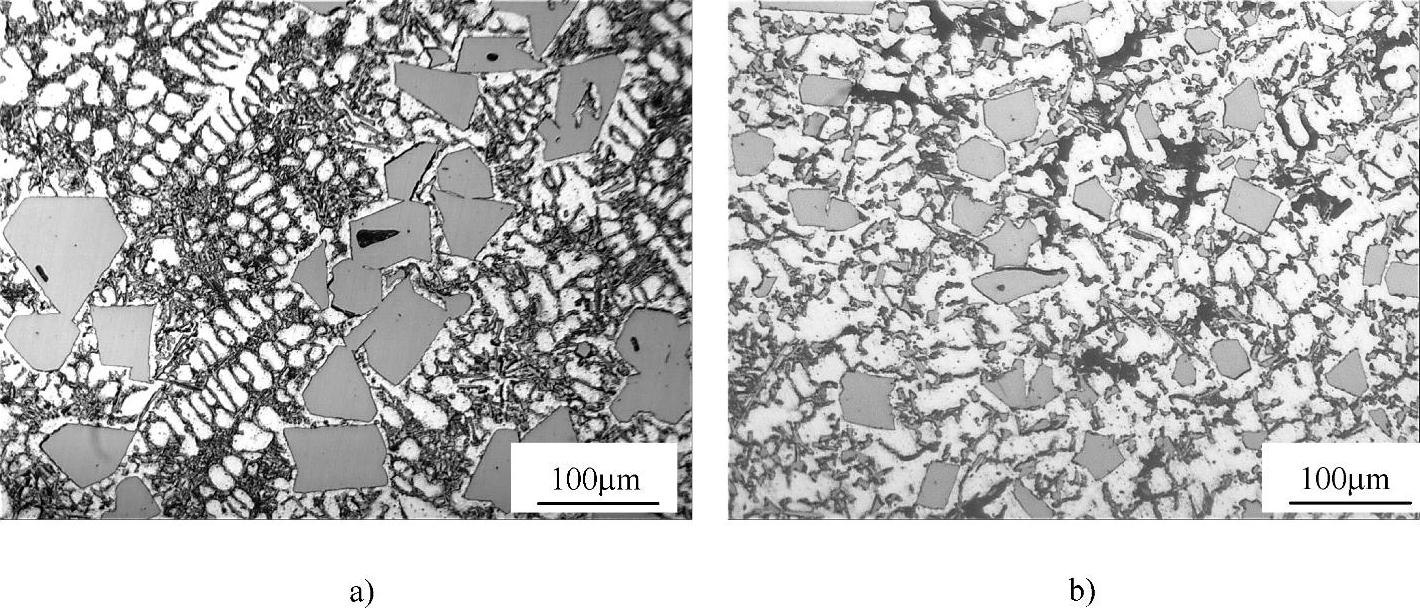
图6-23 高硅铝合金斜盘的铸态组织
a)液态挤压成形 b)半固态挤压成形
分布均匀,颗粒细小,组织致密。
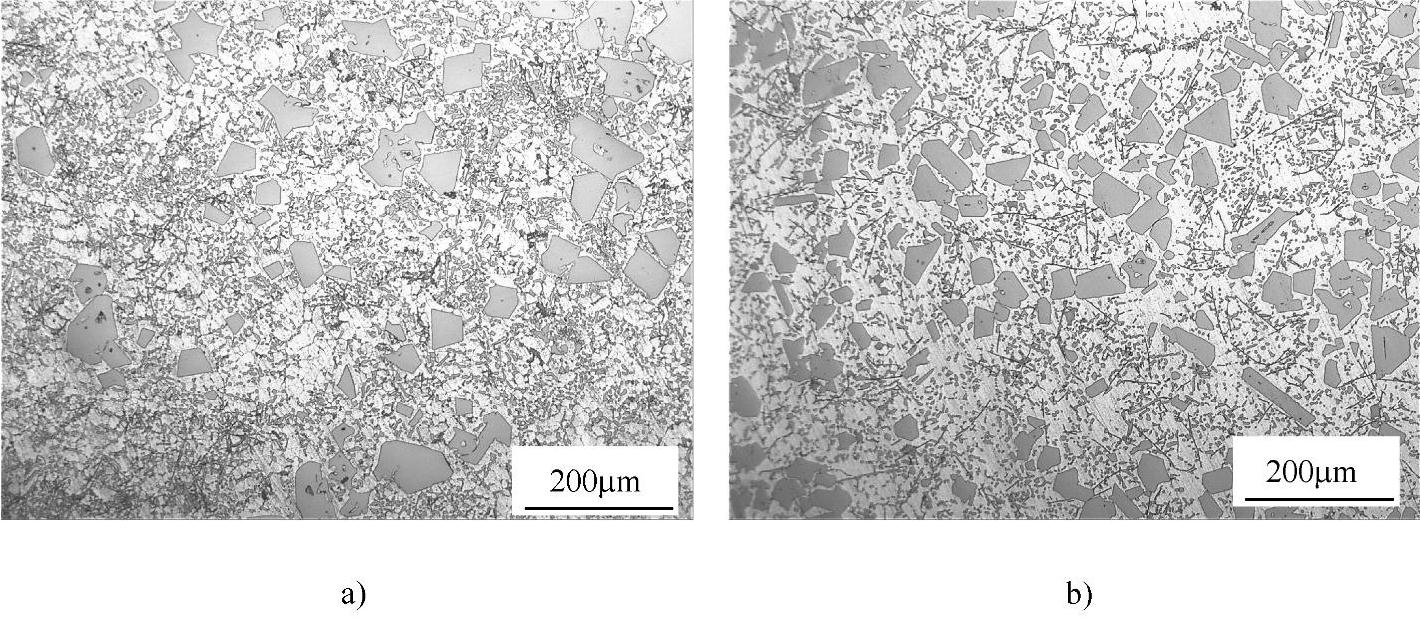
图6-24 高硅铝合金斜盘的T6热处理组织
a)液态挤压成形 b)半固态挤压成形
优化的挤压铸造工艺参数为:比压为80MPa,铸型预热温度为(200±10)℃,半固态浇注温度为690~700℃。
T6热处理工艺参数为:490℃×8h+180℃×8h。经T6热处理后,铸件的抗拉强度达到344MPa,布氏硬度达到146,零件金相组织中初晶硅尺寸在30μm以内,共晶硅细小圆整、分布均匀。挤压件T6热处理后的抗拉强度、硬度等技术指标均符合图样技术要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。