



1.比压
挤压铸造的主要特点之一是对液态金属施加较高的机械压力来提高铸件质量。为了消除液态金属凝固过程中因体积收缩而产生的有关缺陷,以获得晶粒细、力学性能好、表面质量高的铸件,对液态金属必须施加足够的压力,否则难以获得优质铸件。
比压是指挤压铸造时挤压压力作用在金属液上的压强。比压的大小与合金的种类、挤压形式、铸件结构和技术条件要求等有关。挤压铸造非铁合金铸件的比压小于黑色金属合金铸件;直接冲头挤压的比压小于间接挤压;铸件形状简单的比压小于形状复杂和薄壁的铸件。根据生产实践经验,采用柱塞挤压或间接挤压的非铁合金铸件的比压可选用60~100MPa;直接冲头挤压的比压可选用25~50MPa;黑色金属铸件的比压约比有色金属铸件大两倍左右。
2.加压开始时间
加压开始时间是指金属液浇入铸型到冲头开始加压的时间间隔。金属液一般都是在过热条件下浇注,但加压不一定需在过热状态下。根据研究,在金属液开始出现少量固相,亦即在金属液处于零流动性温度时才开始加压,可获得最佳的效果。在金属液冷却到液相线温度以下才开始加压,可最大限度地减薄金属自由结壳的厚度。开始加压时间过晚,会使金属自由结壳厚度增大,增加金属变形挤压阻力,降低加压效果,影响铸件质量,使铸件的抗拉强度和伸长率均降低。因此,一般应尽量缩短加压开始时间。图6-9显示了铝合金挤压铸造时加压开始时间与形成冲头披缝(金属液渗入冲头与铸型之间的配合间隙中)之间的关系。可见,配合间隙越大,加压开始时间越晚,越可避免金属液渗入间隙中。适宜的加压开始时间主要是根据合金的浇注温度、铸型温度和铸件壁厚等因素来确定。在挤压铸造铝合金时,除薄壁件外,一般应在浇注后5~6s加压。
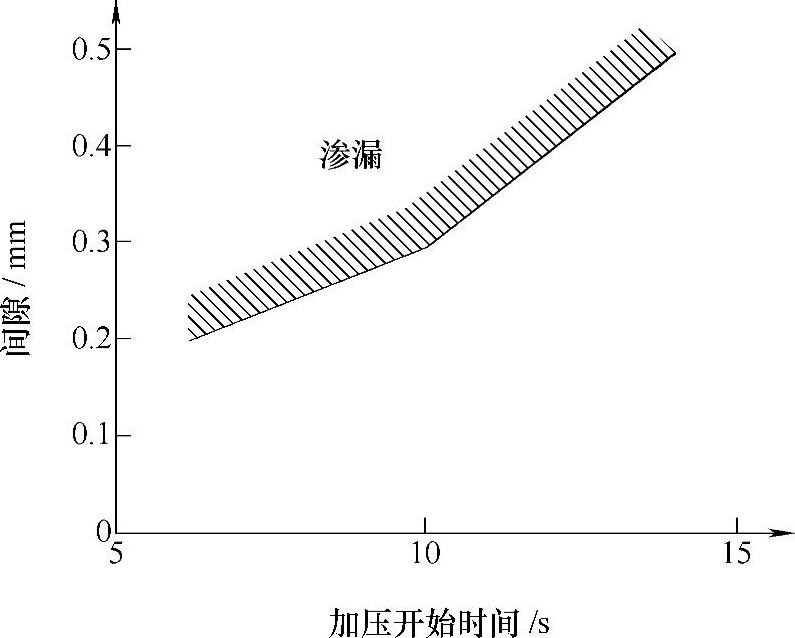
图6-9 加压开始时间对合金渗漏的影响
3.加压速度
加压速度是指冲头接触到金属液面以后的运动速度。如果加压速度过大,会引起飞溅,甚至使铸件产生披缝,同时,由于瞬时压力过高会使铸件上部过早凝固,影响加压效果;加压速度过小,由于金属液温度降低过快,使结壳厚度过大而影响加压效果。加压速度的大小与铸件的尺寸大小和形状有关。直接冲头挤压的合适加压速度,对于小铸件为0.2~0.4mm/s,对于大铸件为0.1mm/s左右。(https://www.xing528.com)
4.保压时间
保压时间是指开始加压到金属完全凝固的时间。保压时间过短,则铸件中心凝固时难以得到良好补缩,可能产生缩孔、缩松等缺陷;保压时间过长,虽可提高铸件的密度,但对铸件的力学性能提高不大,反而造成铸件的出型困难,影响铸型的寿命,降低生产率。保压时间主要根据合金种类、铸件的尺寸大小和形状及铸型传热条件而定,其原则是在保证充型和压力下结晶并使金属产生部分塑性变形的前提下,保压时间短些为好。根据经验,对于铝合金铸件,壁厚小于50mm时,按壁厚每10mm保压3~5s,即0.3~0.5s/mm进行计算;对于铜合金铸件,壁厚小于50mm时,按1~1.5s/mm进行计算;对于直径在100mm以下的黑色金属合金铸件,可按4~5s/mm进行计算。
5.铸型用涂料
为了防止铸件粘焊铸型,使铸件能顺利地从型腔中取出,以降低铸件表面粗糙度,提高铸型的寿命,及减缓液态金属在加压前的结壳速度,以利于液态金属在压力下充型和补缩,在挤压铸型的表面一般都要喷涂涂料[4]。在挤压铸造中不能采用过厚的涂料层来控制铸件的凝固,因为施加在金属液上的高压将使涂料层剥落,引起铸件产生夹杂缺陷,为此,采用50μm左右的薄层涂料。涂料的种类及成分主要根据铸件的形状、尺寸大小、合金种类、铸型材料和对铸件的工艺要求来决定。对非铁合金铸件,大多数采用胶状石墨涂料,包括水基和油基胶状石墨涂料两种:水基涂料的组成主要有氧化锌、胶状石墨、水玻璃和水,油基涂料的组成主要有胶状石墨、机油(也有用锭子油、植物油)、黄蜡或松香等。对需热处理的挤压铸件,应避免使用有机涂料。
6.铸型温度
铸型温度的高低直接影响铸件的质量和铸型的寿命。铸型温度过低,浇注的液态金属迅速冷却,加压前就已形成较厚的结晶硬壳,严重地影响加压效果,同时,由于金属的温度梯度增大,铸件容易形成枝状晶,产生冷隔和夹杂等缺陷;铸型温度过高,容易使金属液与型腔表面熔焊,导致脱型困难,影响铸型的寿命。铸型温度根据铸件的合金材料不同应有所区别,如铝合金铸件铸型的工作温度为150~200℃,最高温度不能超过300℃。挤压铸造时,和金属液直接接触的铸型表面的温度非常高,利用如前所述的在铸型表面喷涂涂料,可达到冷却铸型的目的。
7.浇注温度
挤压铸造合金的浇注温度应比同种合金的砂型及金属型铸造略低些,因为采用低温浇注可减少铸件的收缩和因收缩而产生的缺陷,提高铸型的寿命,减少液态金属的喷溅和披缝,细化晶粒组织,减少合金中的气体含量,有利于铸件质量的改善。由于挤压铸造是靠压力充型,故有条件实现低温浇注。但如果浇注温度过低,将使金属凝固结晶硬壳厚度增大,妨碍以后冲头的施压。通常根据合金的液相线温度和结晶温度范围来决定合适的浇注温度。对于结晶温度范围窄的合金,应选液相线温度以上较高的浇注温度;对于结晶温度范围宽的合金,则可用较低的浇注温度;对壁薄、外形不规则的铸件,应采用较高的浇注温度。铜合金和铸钢件与铸型型腔接触的部位凝固较快,浇注温度应选择高些,一般可选在液相线温度以上30~150℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。