



1.挤压铸造合金的组织特征
对于常用的Al-Si系合金,在高机械压力下结晶时,和金属型铸造相比,其组织将发生如下变化:
1)亚共晶和共晶型合金,增加了α树枝晶的比例,相应减少了α+Si共晶体数量;过共晶型合金,增加了α+Si共晶体数量,而相应减少了初晶Si的比例。
2)使α树枝晶或共晶组织细化。
3)使低熔点相产生偏析。
图6-5显示了在挤压压力200MPa下Al-Si合金组织与金属型铸造组织的对比。在Si的质量分数为1.7%~8.3%时,挤压铸造的初生α相变得非常细小;Si的质量分数为13%和13.7%时,虽然初晶Si稍微细化,但共晶组织却变得非常细小。
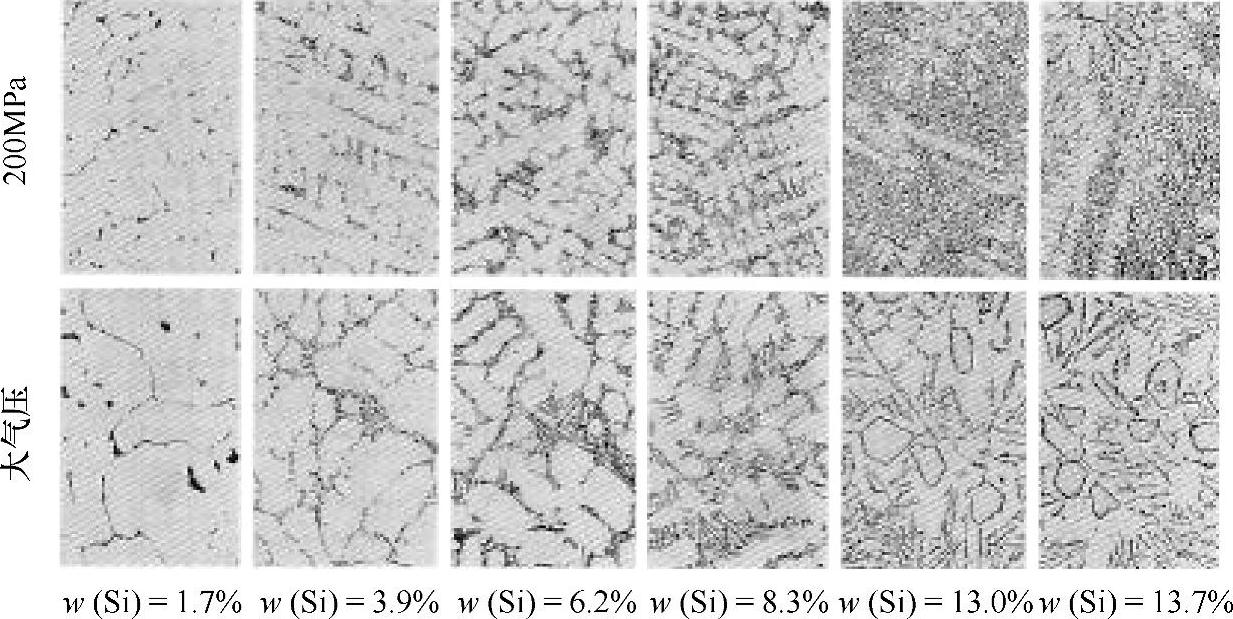
图6-5 200MPa压力下和大气压力下凝固的Al-Si合金组织
值得注意的是,在金属液凝固过程中施加挤压压力,会使枝晶间的浓缩金属液强行挤出,在最后凝固的部位形成异常偏析。图6-6所示为Al-2%Si合金的试验结果。图6-6a所示是通常条件下挤压的组织,在铸件中心的上部可看见的黑色部分便是溶质富集相形成的偏析。图6-6b所示是为了促使偏析的形成,在铸件顶部和底部放置了绝热材料后的挤压铸造凝固组织。图6-6c所示是为了避免偏析,在侧面设置了绝热材料的试验结果。根据试验结果,图6-7所示为不同条件下偏析的形成机理,分别对应于图6-6a、b、c。因此为了消除偏析,可以改变凝固方向和加压方向之间的关系,或者将偏析部分移至零件以外的部位。
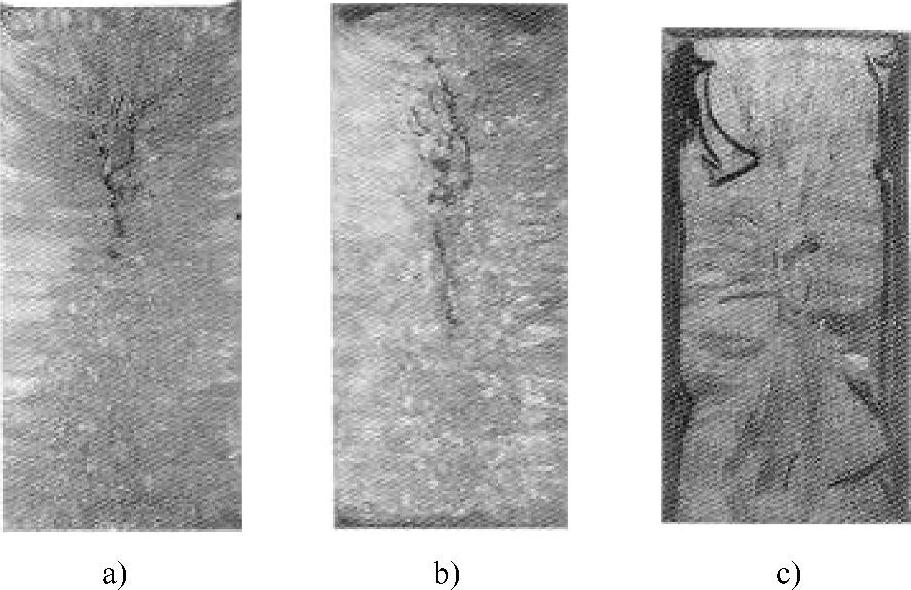
图6-6 200MPa压力下凝固的断面组织(Al-2Si%合金,试样尺寸ϕ50mm)(https://www.xing528.com)
a)无绝热 b)顶部和底部绝热 c)侧面绝热
2.挤压铸造合金的力学性能
从上述挤压铸造下合金组织得以细化可以知道,铸件的力学性能应得到了大幅改善。图6-8所示为挤压铸造Al-Si合金的力学性能对比,图中的合金成分对应于图6-5。对于所有的合金成分而言,在200MPa压力下凝固,抗拉强度都比金属型铸造要高,高温强度亦是如此(到300℃为止)。
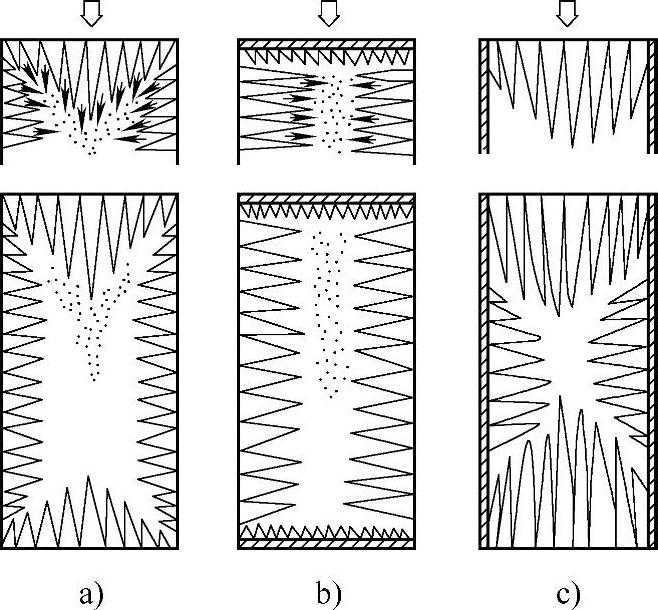
图6-7 挤压铸造下偏析的形成机理
a)无绝热。柱状晶间的溶质富集相被挤出,在铸件上部形成偏析 b)铸件上部和底部绝热,偏析出现极端状况 c)铸件侧面绝热,由侧
壁生长的柱状晶少,无偏析形成
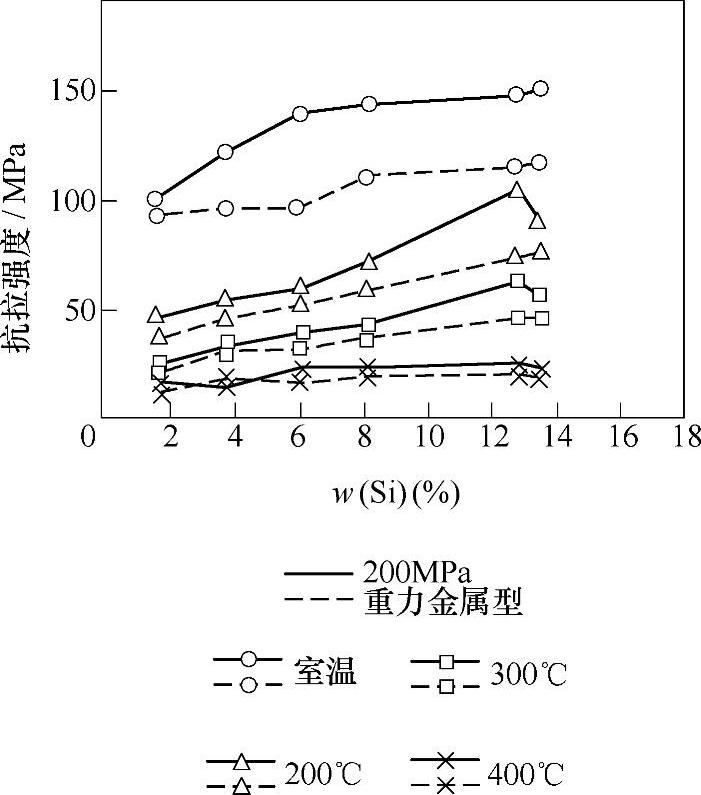
图6-8 挤压铸造Al-Si合金Si含量 与抗拉强度的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。