



对于壁厚差别比较大的压铸件,较厚的部位因补缩困难易形成缩孔、缩松缺陷,影响铸件的力学性能,特别是对需要进行密封测试的铸件而言,该位置很容易出现渗漏而导致报废或须进行浸渗补漏处理后才能使用。如果在熔体凝固过程中,在铸件的厚壁处施加一压力强化补缩就可消除缩孔、缩松缺陷,因此此工艺被称为局部加压压铸法,其工艺示意图如图4-36所示。局部加压工艺在气密性压铸件如空调压缩机壳体、ABS用液压泵泵体上得到了成功应用[8-11]。
局部加压部位的组织细化范围,即局部加压的影响范围有限,为加压杆直径的2~3倍,是加压行程的1~2倍。因此铸件中局部加压位置的选定非常重要,位置不合适将得不到好的效果。
选择加压部位时,可以利用铸件中的型芯孔或凸台,为减少后续加工和强化加压效果两方面考虑,最好能选择利用型芯孔。
在局部加压压铸工艺中,局部加压压力和局部加压开始时间是影响局部加压效果的两个关键因素。一般而言,局部加压压力愈大,局部加压效果越好,铸件内部越致密。一般局部加压压力为型腔金属液压力的3~4倍,大约在392MPa左右。而加压开始时间晚或早均无法得到最佳的补缩效果。因为加压时间晚时,金属液已大部分凝固,枝晶间能流动补缩的液体少,且易产生裂纹;而加压时间太早时,液体还没有凝固,补缩效果也比较差。局部加压开始时间可以以快速压射切换点为起点,进行延时后驱动局部加压液压缸工作,也可以以压射冲头开始移动为起点。
图4-37所示为变速器壳体压铸件示意图及局部加压位置示意图。图4-38所示为在不同局部加压开始时间时的铸件的CT扫描照片,可以看出,加压开始时间在9s时效果较好,而在12s以上时,铸件中出现了微小裂纹。(https://www.xing528.com)
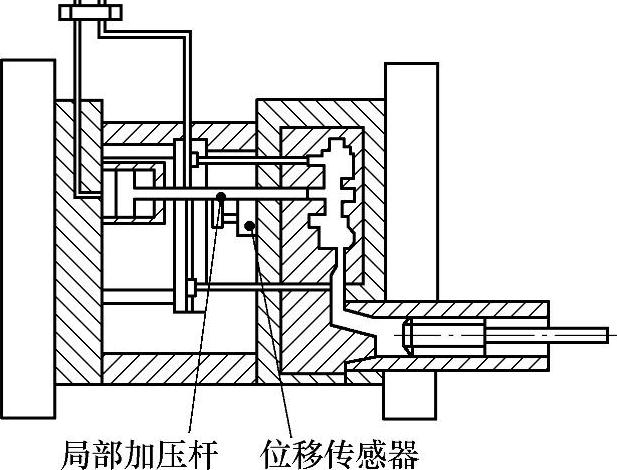
图4-36 局部加压压铸工艺示意图
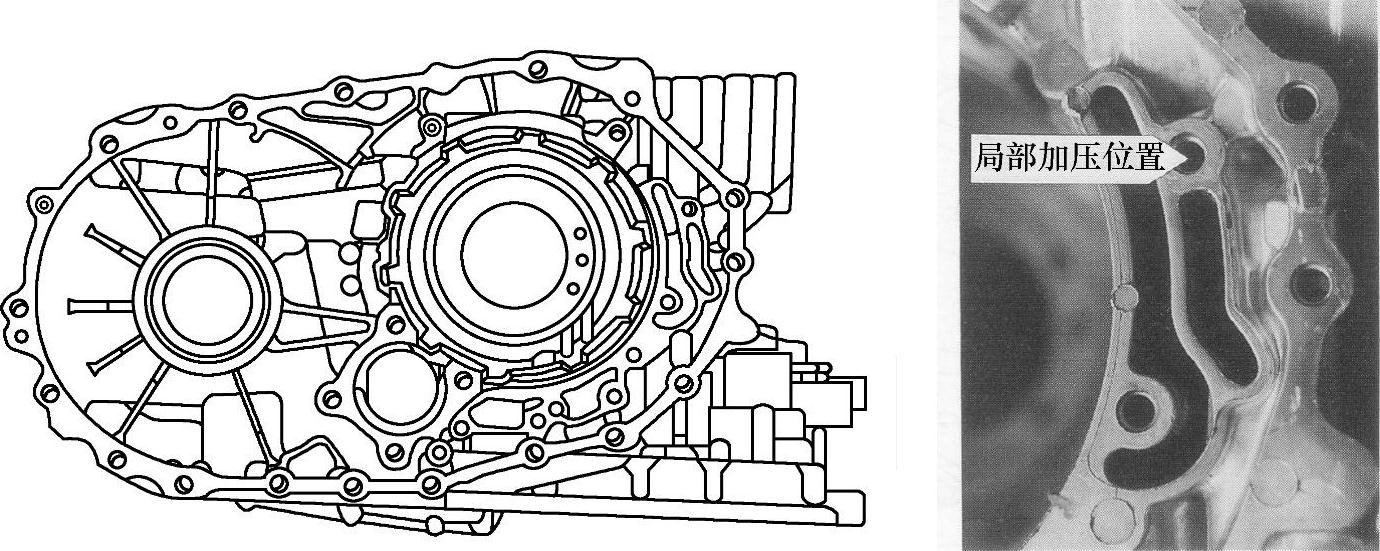
图4-37 变速器壳体外形及局部加压位置示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。