



所谓吸附精炼是依靠精炼剂产生吸附氧化夹杂物的作用,同时清除氧化夹杂物及其表面依附的氢气,达到净化铝液的目的。前节所述的旋转除气的方法也属于吸附精炼的方法之一。精炼作用仅发生在吸附界面上,具体又可分为浮游法、熔剂法、过滤法等。
1.浮游法
下面介绍的七种方法都属于浮游法。
(1)通氮气精炼 通氮气精炼的原理如图1-14所示。设铝液中的Al2O3夹杂物被氮气泡吸附后,彼此相接触的面积为S(m2),则吸附后在面积S上所具有的表面自由能F2(J)可用下式表示:
F2=SσGI (1-36)
式中σGI——气泡与Al2O3夹杂物之间的表面自由能,亦即表面张力(J/m2)。
在吸附前Al2O3、氮气泡都与铝液相接触,但彼此不相接触,故吸附前面积S(m2)上的表面自由能F1(J)可用下式表示:
F1=SσMI+SσMG (1-37)
式中σMI——铝液—Al2O3夹杂物之间的表面自由能(J/m2);
σMG——铝液—气泡之间的表面自由能(J/m2)。
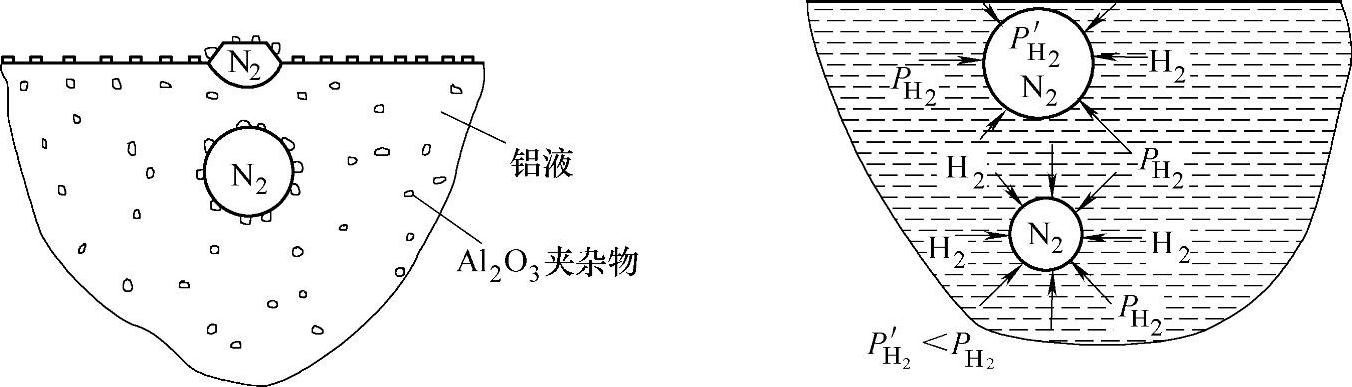
图1-14通氮浮游法去除Al2O3夹杂物及去除气体示意图
根据热力学第二定律,一个系统表面能降低的方向,即为过程自动进行的方向,故Al2O3夹杂物自动吸附在氮气泡上应满足下式:
ΔF=F2-F1<0
即SσGI-(SσMI+SσMG)<0
σGI<σMI+σMG (1-38)
由于铝液与Al2O3夹杂物之间互不湿润,其接触角θ≈134°,参照图1-15所示的表面张力关系可列出下式:
σGI+σMGcos(180°-θ)=σMI
则 σGI-σMGcosθ=σMI
因为θ≈134°﹥90°
所以cosθ﹤0
因为表面张力均为正值,故式(1-38)成立,即铝液中的Al2O3夹杂物能自动吸附在氮气泡上,随气泡上浮而被带出液面。如不断向铝液中通入氮气,形成气泡流,即能不断地从铝液中带走Al2O3夹杂物,如图1-14所示。
通氮开始时铝液内的氮气泡中氢分压PH2=0,在氢压力差的驱动下,氢自铝液扩散进入氮气泡中。这一扩散过程直至氮气泡中的氢分压和铝液内的氢分压平衡时才会停止。因此,氮气泡上升时能同时带走Al2O3夹杂物及氢气,如图1-14所示。
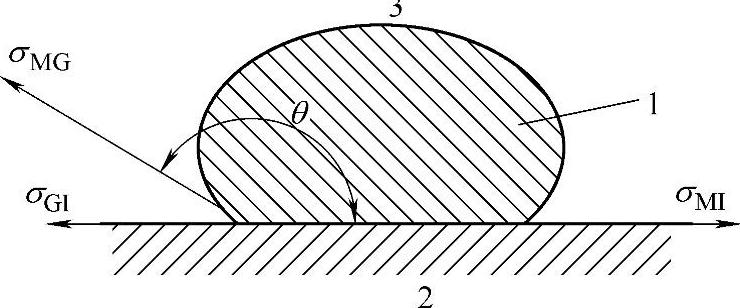
图1-15 Al2O3夹杂物—铝液—气体的三相间表面(界面)张力示意图
1—铝液 2—Al2O3夹杂物 3—气体
一般通氮温度应控制在710~720℃,温度过低,降低氢的扩散系数,温度过高,将生成大量AlN夹杂物,同样污染铝液。由于镁比铝更容易和氮发生反应,生成Mg3N2夹杂物,因此ZL301、ZL303、ZL305不能用氮气精炼。
研究表明,在大气压下熔炼,当氮气泡中的P'H2=0.01MPa时,即和铝液内的PH2建立起平衡,即氮气泡只能吸入约为本身容积0.1倍的氢,因此通氮精炼的效果并不十分明显。但由于价格较便宜,生产中仍经常使用。
工业用氮气瓶中通常含有微量氧气,通氮时氧气和铝将生成Al2O3,降低除气效果。有人进行了试验,发现氮气瓶中w(O)为0.5%、1.0%时,除气效果分别下降40%、90%。如果氮气瓶中含有水分,则危害更大。按有关规定,氮气瓶中w(O)应低于0.03%,水分应低于0.3g/m3。
在生产中,为了清除氮气中的水分,在通入铝液之前,氮气应通过储有干燥剂CaCl2、硅胶、分子筛、浓硫酸等的干燥器后再进入铝液中,进行严格脱水处理。
(2)通氩气精炼。通氩精炼的原理与通氮精炼相同。工业用氩气瓶中w(O)较低,在0.005%~0.05%范围内,精炼温度允许提高到760℃。最好使用高纯氩气。氩的密度为1.78kg/m3,比氧的密度1.25kg/m3高,通氩气精炼时,较重的氩气富集在铝熔池表面,能防止铝液和炉气反应,故净化效果好。对原始质量较好的铝锭,如大块炉料,净化效果和六氯乙烷C2Cl6相近,而对于质量较差的炉料,如回炉料,有时其净化效果还优于C2Cl6。
Al-Si合金加锶变质后,如用氯盐精炼,生成SrCl2,变质失效,此时必须通氩精炼。操作上变质、精炼可以同步进行,精炼时氩气泡对铝液起搅动作用,加速变质元素的扩散,从而缩短锶变质的潜伏期,提高生产率。通氩精炼和锶变质相配合,能获得纯净的铝液,正常的变质组织,合金的密度也高于不同步、先精炼后变质工艺所获得的合金密度。
在惰性气体族中除氩外,氦、氖、氪、氙等都有类似的净化效果,但因为氩的价格最便宜,来源较丰富,在生产上广为应用。
(3)通氯气精炼 氯不溶于铝液,但能和铝液及溶于铝液内的氢产生剧烈反应:

式中
 ——温度为1000K时的标准自由能变化(kJ/mol)。
——温度为1000K时的标准自由能变化(kJ/mol)。
反应生成物HCl(沸点为-85℃)、AlCl3(沸点为183℃)都呈气态,且不溶于铝液,和未参加反应的氯均能起精炼作用(见图1-16),因此净化效果比通氮甚至通氩还要明显。
图1-16 吹氯气精炼示意图
工业用氯气瓶中常掺有水分,影响净化效果。精炼使用的氯气含水量应控制在0.08%以下。随着使用时间的推移,氯气瓶中的含水量将逐渐增加,最终可增加1倍以上,在生产中必须注意。
氯是剧毒气体,通氯装置应安放在密封的房间内,以防泄漏。熔炉、坩埚上方应安装通风罩,净化操作环境。
通氯的净化效果虽好,但氯气对人体有害,通氯设备较复杂,泄漏的氯气严重腐蚀厂房、设备,其次,通氯后引起合金的晶粒粗大,降低力学性能,故生产中极少采用。现已改用氮—氯联合精炼工艺:先通氯,再通氮,以净化通氯管道、设备,保护厂房及车间设备,改善劳动条件。采用体积分数为90%的N2+体积分数为10%的Cl2的混合气进行精炼,亦能获得良好的净化效果。
(4)氯盐精炼 用于铝液精炼的常用氯盐有氯化锌ZnCl2、氯化锰MnCl2、六氯乙烷C2Cl6、四氯化碳CCl4和四氯化钛TiCl4等。
精炼时氯盐和铝液发生下列反应:
nAl+3MeCln=nAlCl3+3Me (1-41)
式中Me——各种金属的代号。
反应产物AlCl3即起精炼作用。
氯盐精炼的优点是省去了一整套气体发生装置和输送管道;其次,AlCl3的毒性比氯气小得多。氯盐精炼工艺简述如下:
1)C3Cl6(六氯乙烷)为白色结晶体,密度为2.091g/cm3,升华温度为185.5℃。压入铝液后产生下列反应:

反应产物C2Cl4的沸点为121℃,不溶于铝液,和AlCl3同时参与精炼,故净化效果比ZnCl2要好,甚至比通氩精炼效果还好。C2Cl6不吸湿,不必脱水处理,使用、储存都很方便,为一般工厂所乐用。为了防止松散的C2Cl6和铝液反应过于剧烈,应将其压制成块状使用。如掺入1/2~1/3的N2SiF4压块,由于N2SiF4具有化解Al2O3的作用,净化效果更好。有时掺入NaBF4压块,同时还有细化合金组织的效果。
C2Cl6的用量与合金成分有关,特别是与含镁量有关,因为精炼时镁将与C2Cl6的分解产物发生反应:

合金中的镁元素部分被烧损,生成的MgCl2熔点为715℃。液态MgCl2有辅助精炼作用,当精炼温度低于715℃时,固态MgCl2则成为夹杂物进入熔渣中,因此精炼温度要求在730~740℃。为了弥补生成MgCl2所消耗的镁和氯,配料时镁和C2Cl6都要相应增加。
C2Cl6的缺点是造成空气污染,升华的C2Cl6和大气中的氧反应:
C2Cl6+2O2=2CO2+3Cl2 (1-47)
 =-865.524kJ/mol
=-865.524kJ/mol
且平衡常数随温度下降而增大,故室温时就能嗅到氯的气味。精炼时,按式(1-42)分解出的Cl2有部分未与Al进行反应即逸出液面,污染环境。精炼温度越高,逸出的氯也就越多,再加上C2Cl4会形成一股呛人的气体,对人体、厂房和设备都有害。
2)ZnCl2的熔点为365℃,沸点为732℃,与铝液发生下列反应:
2Al+3ZnCl2=3Zn+2AlCl3 (1-48)
精炼时将占铝液质量0.1%~0.2%的无水ZnCl2分批用钟罩压入700~720℃的铝液中。操作时钟罩离坩埚底部约100mm,以免将底部杂质泛起。在同一水平高度上,在铝液内顺时针方向移动钟罩直至不再有AlCl3气泡上浮至液面为止。取出钟罩,静置铝液3~5min,使铝液内残留的AlCl3带着Al2O3夹杂物继续上浮,然后扒去浮渣,迅速加热到浇注温度后进行浇注。对于Al-Si类合金,则变质处理后再进行浇注。
精炼温度若超过ZnCl2的沸点732℃,ZnCl2会剧烈气化,生成大的气泡,导致铝液剧烈翻滚引起飞溅,降低净化效果。因此,精炼温度应控制在730℃以下。
ZnCl2能强烈吸湿,使用前应在炉旁重熔脱水,现配现用。重熔时会出现沸腾现象。经3~5min,沸腾停止后,白色水汽转为ZnCl2黄色蒸气时即可浇到干净的铁板上,一旦凝固趁热用钟罩压入铝液内。ZnCl2的脱水质量可根据凝固时尚呈糊状的ZnCl2拉出细丝的长短来判断。丝拉得越长,说明重熔脱水越彻底。
ZnCl2的价格便宜,生产中使用很普遍,缺点是净化效果一般,使用前要重熔,一部分锌还原后进入铝液中,经长期反复使用,会引起回炉料中锌含量超标,因此必须注意防止。
(5)固体无公害精炼剂 主要成分为煤粉和硝酸盐,也叫无毒精炼剂。常用精炼剂的成分见表1-6中1~3号所示。
表1-6 几种常用铝合金无公害除气剂及三气精炼剂的成分
精炼剂压制成块并压入铝液中,会发生下列反应:
4NaNO3+3C→2Na2NO3+N2+3CO2 (1-49)
生成的N2即起精炼作用。CO2虽易反应生成Al2O3,但由于上浮速度较快,故氧化程度较轻。精炼时由于反应产物无嗅无味,为工人所乐用,缺点是没有氯、氟等有效成分,净化效果欠理想。无公害精炼剂价格便宜,适用于不重要的中、小型铝铸件。
(6)固体三气精炼块 在无公害精炼剂的基础上,加进适量的C2Cl6组成三气精炼块,见表1-6中4、5号所示。从式(1-42)~式(1-47)可知,将在铝液内生成AlCl3、C2Cl4、N2及CO2。反应时,反应产物通过填充剂的空隙逸出,形成的气泡较小,在铝液内的上浮时间较长,使C2Cl6按式(1-42)反应较完全,提高了C2Cl6的利用率,净化效果优于无公害精炼剂,反应产物中除C2 Cl4外无嗅无味,能用于较重要的铝铸件的精炼工艺。缺点是原材料烘干不彻底,压块前搅拌不均匀时,净化效果不稳定。
(7)喷粉精炼 在采用氮、氩精炼的后期,容器内逐渐积聚水汽和氧,带入铝液中将生成Al2O3,吸附在氮、氩气泡的表面。当气泡表面被Al2 O3包覆后,将妨碍氢扩散进入气泡中。根据理论计算,氢通过气泡表面氧化膜的时间可用下式表示:

式中t——时间(s);
δs——氧化膜厚度(cm);
Ds——氢通过氧化膜的扩散系数(cm2/s)。
设气泡上浮时间为t′(s):
式中H——气泡离液面的深度(cm);
v——气泡上浮速度(cm/s)。
当t>t′,即0.0319
,氩气泡将失效。
生产经验表明,氩气中w(O)大于1.2%时,净化效果趋于零。
为了消除气泡表面的氧化膜,可将粉状熔剂和惰性气体一起吹入铝液内。粉状熔剂熔化后包围在气泡表面,将氧化膜溶解、破碎,惰性气体可充分发挥气泡的精炼作用,其净化效果甚至胜于真空精炼。喷粉净化装置由吹氮、氩装置中间增加一粉状熔剂容器及阀门所组成。近年来,喷粉精炼逐步得到推广,用来净化熔炉、浇包中的铝液。
2.熔剂法
铝液熔剂法精炼的机理在于通过吸附、溶解铝液中的氧化夹杂物及吸附铝液中的氢,使其上浮至液面进入熔渣中,达到除渣、除气的目的。该方法净化效果较好,尤其是熔炼Al-Mg类合金或重熔切削、碎料时,必须采用熔剂法。
(1)对熔剂的要求(https://www.xing528.com)
1)不与铝液发生化学反应,也不相互溶解。
2)熔点低于精炼温度,流动性好,容易在铝液表面形成连续的保护铝液的覆盖层,最好熔点高于浇注温度,便于扒渣清除。
3)能吸附、溶解、破碎Al2O3夹杂物。
4)来源丰富,价格便宜。
(2)熔剂的工艺性能 工艺性能包括覆盖性能、分离性能和精炼性能,它们都决定于熔剂的表面性能。
1)覆盖性能:覆盖性能即铺展性,指熔剂在铝液表面自动铺开,形成连续覆盖层的能力。
图1-17所示为熔剂在铝液表面自动铺开前后的截面积示意图。设铺开前系统的总能量为F1(J):
F1=S1σFM+S2σFG+S3σMG (1-51)
熔剂自动铺开后,系统的表面总能量F2(J)为
F2=(S1+S3)σFM+(S2+S4)σFG (1-52)
式中S1、S2——分别为熔剂自动铺开前铝液—熔剂、炉气—熔剂间相互接触的
面积(m2);
S3、S4——分别为熔剂自动铺开后铝液—熔剂、炉气—熔剂间增加的接触
面积(m2);
σFM——熔剂—铝液间的表面自由能(J/m2);
σFG——熔剂—炉气间的表面自由能(J/m2);
σMG——铝液—炉气间的表面自由能(J/m2)。
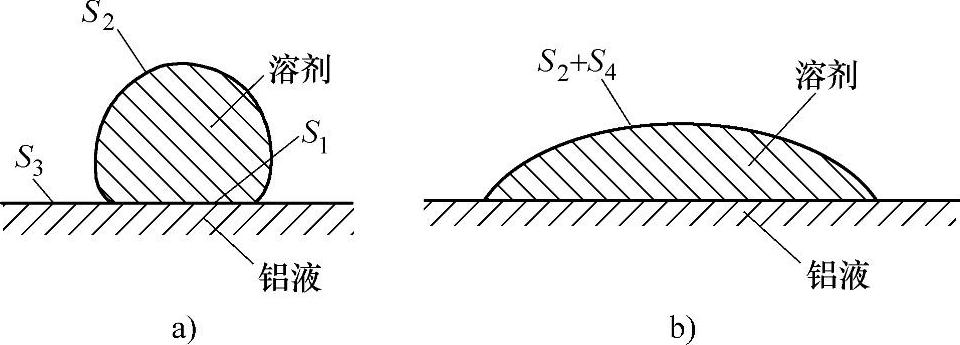
图1-17 溶剂在铝液表面自动铺展前后的截面图
a)铺展前 b)铺展后
根据热力学第二定律,熔剂自动铺展应满足下列条件:ΔF<0,即F2-F1﹤0,代入式(1-51)和式(1-52):
[(S1+S3)σFM+(S2+S4)σFG]-(S1σFM+S2σFG+S3σMG)﹤0
S3≈S4,则σMG-(σFM+σFG)﹥0
定义熔剂的铺展系数KF:
KF=σMG -(σFM+σFG) (1-53)
从式(1-53)可知,σMG越大,σFM、σFG越小,则KF越大,越有利于熔剂在铝液表面自动铺开,覆盖性能越好。
2)分离性能:分离性能指熔剂与铝液自动分离的性能。分离性能好,扒渣容易,熔剂不容易混入铝液内浇入铸件中,不会引起熔剂夹渣。
图1-18所示为熔剂与铝液分离示意图。把单位面积粘附着的界面分开所做的功称为粘着功。分析表明,若σFG和σMG越小、σFM越大,则粘着功越小,即熔剂和铝液越容易分离,扒渣越容易。
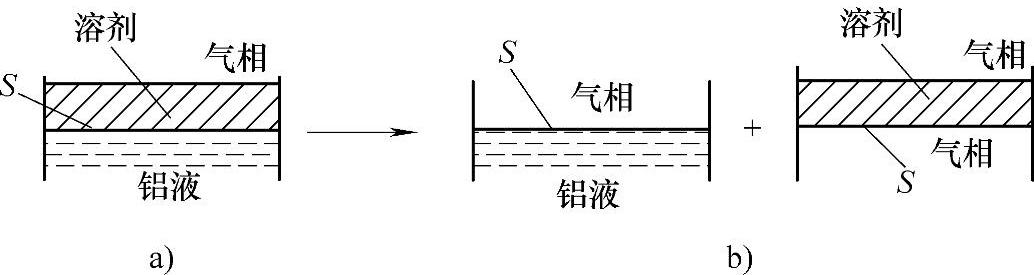
图1-18 溶剂与铝液分离示意图
a)分离前 b)分离后
3)精炼性能:精炼性能指熔剂吸附、溶解、破碎铝液内氧化夹杂物的能力,即除渣、除气净化能力。
分析表明,σFM、σMI(铝液—夹杂物的界面张力)越大,σFI(溶剂—夹杂物的界面张力)越小,则氧化夹杂物越容易被熔剂吸附,精炼性能越强。
(3)熔剂工艺性能的综合分析 根据上面的分析,可将熔剂的工艺性能与表面性能之间的关系归纳如下:
1)σFG、σFI越小,越能同时获得良好的覆盖、分离及精炼性能,因此要选择对炉气和氧化夹杂物呈表面活性,即表面张力小的熔剂,并且越小越好。
2)σMI越大,精炼性能越好。铝液和Al2O3互不润湿,接触角θ>130°,如能加入增大润湿角θ的元素,将提高熔剂的精炼能力。
3)σMG越大,覆盖性能越好。铝液中加入锂、钙、镁、铋等元素会降低σMG,将使熔剂的覆盖性能变差。铝液中的铜、硅、锌、铁、锰、镍等非表面活性元素,对σMG没有影响,不影响熔剂的覆盖性能。应当看到,覆盖性能和分离性能对σMG的要求是矛盾的,选择时要统筹兼顾。
4)覆盖、分离及精炼三种性能对σFG的要求是不一样的,为了便于扒渣,σFG应大些,但σFG超过一定值后,KF趋于零,铝液表面的熔剂将不能自动铺开。当出现熔剂不能铺展而收缩成椭球状时:

因为θ>90°,熔剂与铝液互不湿润,如果熔剂—坩埚间的表面张力较小,熔剂会自动附到坩埚壁上去,使铝液裸露在炉气中,失去熔剂的保护作用。
(4)常用熔剂及其选择 熔剂的工艺性能与熔剂的表面性能密切相关,而表面性能又决定于熔剂组分的性能,为了获得良好的综合工艺性能,通常要配制多组分的熔剂,某些常用熔剂组分的表面张力列于表1-7中。
当缺乏现成数据时,可自行测定,当自行测定有困难时,可根据下列几点进行分析、比较。
表1 - 7 常用熔剂组分的表面张力
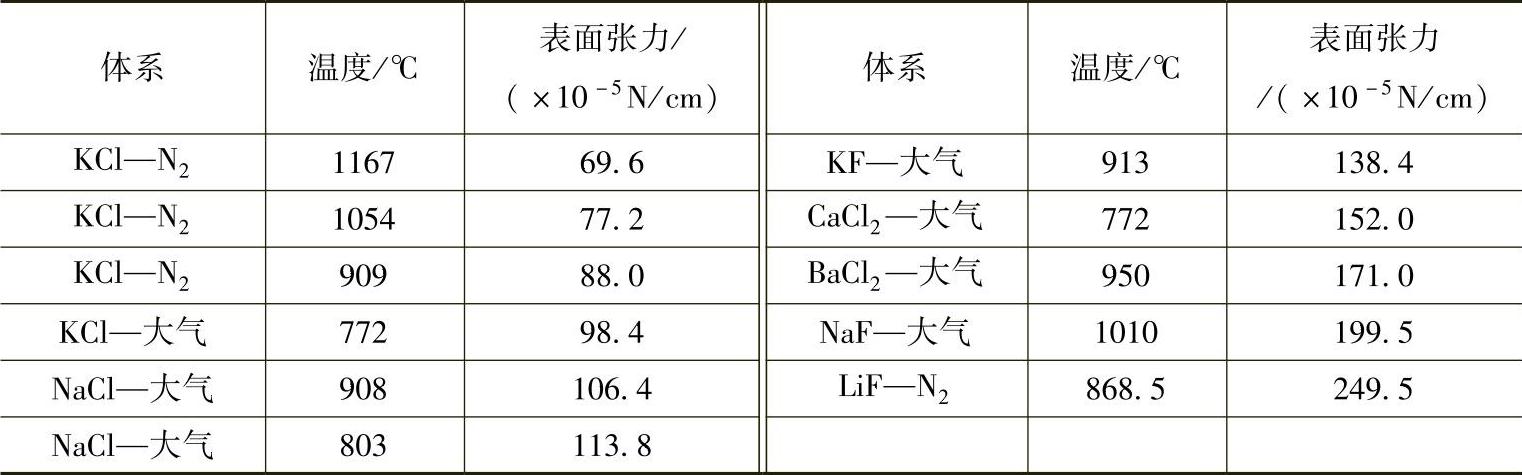
1)呈分子晶体结构的熔融盐CCl4、SiCl4、AlCl3、BiCl3等的表面张力较小,而离子熔融盐LiCl、NaCl、KCl、MgCl2等具有较高的表面张力。
2)在碱金属卤化物中,表面张力按LiCl→KCl的次序递减,这是由于阳离子的尺寸增大了(Li+尺寸为0.7Å、Na+尺寸为0.98Å、K+尺寸为1.33Å)。熔剂表面的离子数目减少,表面层对熔剂内部离子的引力也减少,因而表面张力降低。
3)阳离子尺寸不变,增加阴离子的尺寸同样也降低熔剂的表面张力,以钠的卤化物为例:

4)二价的碱土金属卤化物MgCl2、CaCl2、BaCl2等的表面张力比碱金属卤化物NaCl、KCl的表面张力大,因为前者二价金属离子比后者一价金属离子带的电荷多一倍,因而表面张力也大。
根据上面所阐明的规律,可以按不同的工艺要求,合理地选择熔剂的组分。
常用的熔剂组分有:NaCl、KCl、Na3AlF6、Na2SiF6、CaF2等。不同组分按不同配比制成的熔剂,有不同的熔点、不同的表面性能及不同的工艺性能,以满足不同的要求。
NaCl、KCl的熔点都较低,表面张力小,价格便宜,是最常用的覆盖剂,再加入一定比例的NaF,就是常用的铝硅合金的变质剂。此外,NaF能侵蚀Al2O3—Al界面上的金属本体,使氧化膜脱落并溶入熔剂,因此,变质剂本身就有较好的精炼能力。
图1-19所示为NaCl-KCl-NaF三元系的液相面,对照液相面,就可以按照不同的熔点选择合适的配比,以满足工艺要求。
如图1-20所示,Na3AlF6能溶解Al2O3,σFM又大,熔剂容易和铝液分离,精炼能力强。在三元变质剂NaCl-KCl-NaF中加入一定比例的Na3AlF6,同时具有覆盖、精炼、变质作用,故常称为万能熔剂。
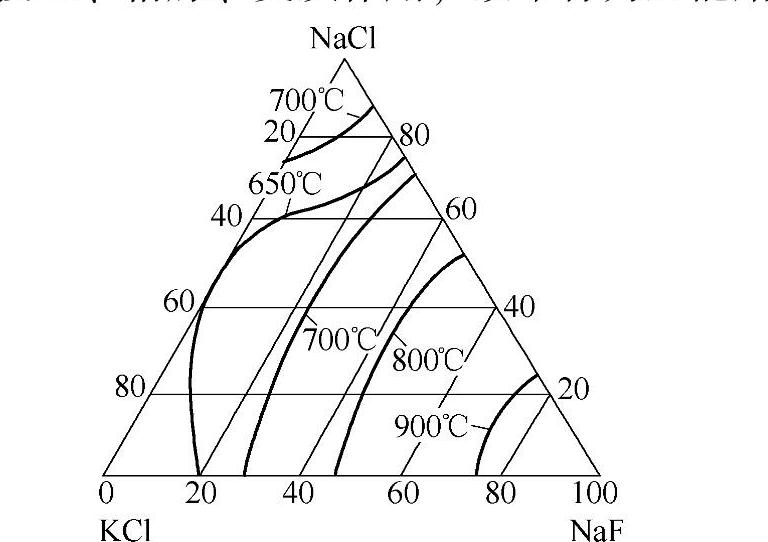
图1-19 NaCl-KCl-NaF三元系液相面
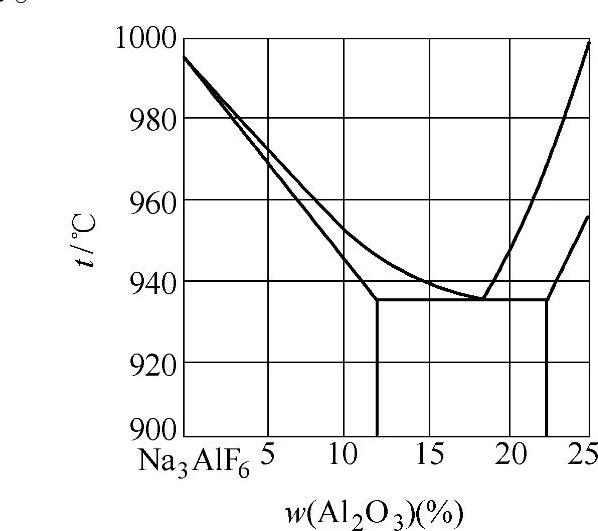
图1-20 Na3AlF6-Al2O3二元相图一侧
Na2SiF6进入铝液会发生分解:
Na2SiF6→SiF4+2NaF (1-55)
SiF4呈气泡上浮,有部分精炼作用,NaF是有效的变质、精炼组分。
Na2SiF6还能与Al2O3发生反应,除去氧化夹杂物:
3Na2SiF6+2Al2O3→2Na3AlF6+3SiO2+2AlF3 (1-56)
生成的Na3AlF6精炼作用强,且和SiO2能结合成粒状渣,极易扒去;AlF3呈气泡上浮,有辅助精炼作用。因此,Na2SiF6是常用的精炼剂组分,既可加入熔剂中,也可作为缓冲剂,和C2Cl6混合压块,可提高C2Cl6的净化效果。
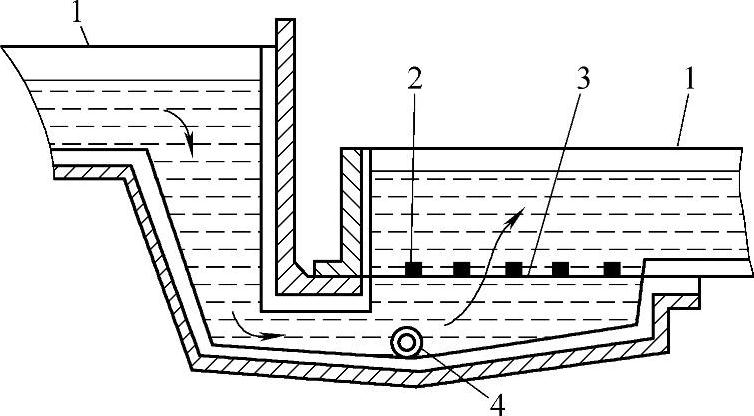
图1-21 网状过滤装置示意图
1—流槽 2—压板格子 3—玻璃丝布 4—排放孔
3.过滤法
过滤精炼由于净化效果好,对于重要的铝铸件,采用过滤精炼是方向。
过滤剂可分为两类:一类是非活性过滤剂,如石墨块、镁屑砖、玻璃纤维等,依靠机械作用清除铝液中的非金属夹杂物;另一类是活性过滤剂,如NaF、CaF2、Na3AlF6等,除机械作用外,主要通过吸附、溶解Al2O3的作用清除氧化夹杂物。
过滤方法、过滤装置多种多样,常见的有:
(1)网状过滤法 网状过滤装置示意图如图1-21所示。此法是使铝液通过由玻璃纤维或耐热金属丝制成的网状过滤器来清除氧化夹杂物、清除薄片状氧化膜或大块氧化夹渣,效果很明显。过滤器结构简单,制造方便,可安装在坩埚、浇包中或连续铸造的保温炉中。缺点是比过滤器网眼小的氧化夹杂物难以除去,过滤器容易损坏,使用寿命短。
(2)填充床过滤法 填充床由固体过滤介质或液态熔剂组成,铝液与过滤介质之间有较大的接触面积。除机械挡渣作用外,过滤介质与夹渣之间还有溶解、吸附作用,净化效果好。缺点是整个装置笨重,占地面积大,介质粒度太小,减少铝液流量,降低生产率,过滤时要加热保温,消耗能源,增加生产成本。图1-22所示为填充床过滤法示意图。过滤介质间的空隙越小,过滤介质越厚,熔体流速越低,机械过滤效果越好。
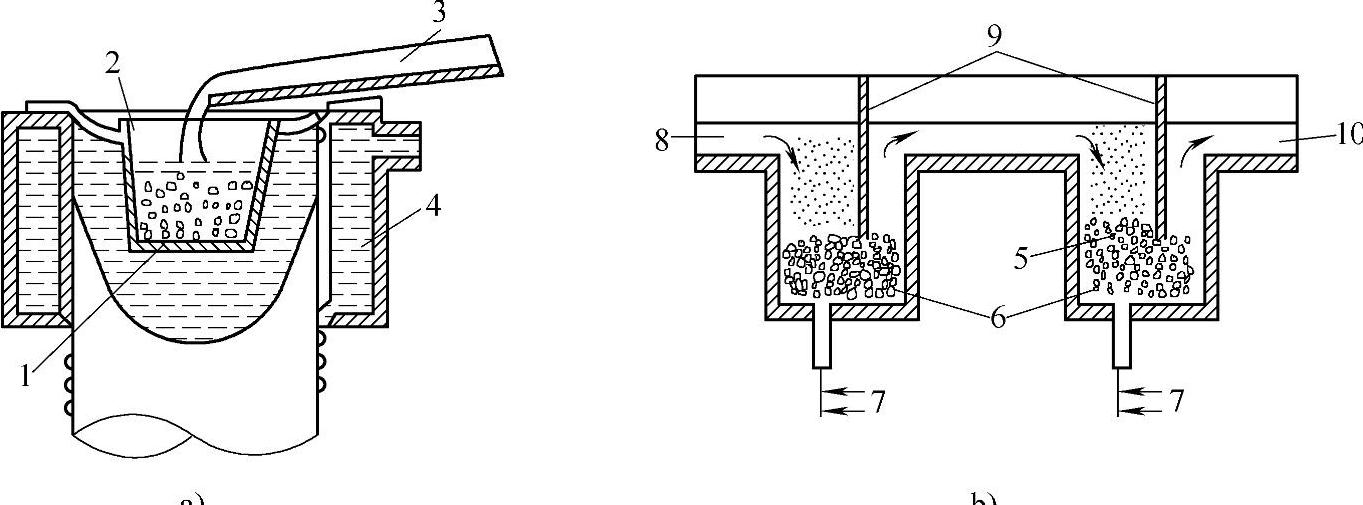
图1-22 填充床过滤法示意图
1—块状介质 2—漏斗 3—流槽 4—结晶器 5—片状氧化铝 6—氧化铝球 7—氩气或氮气 8—铝液入口 9—隔板 10—铝液出口
过滤效率η用下式表示:

式中Ci、C0——分别为过滤前、后熔体中夹渣的浓度(mol/kg);
L——过滤介质厚度(m);
um——熔体在过滤介质中的流速(m/s);
K0——动力学参数,与熔体性质、过滤器网目大小、夹杂物形状、大小有关。
综上所述,采用泡沫陶瓷过滤铝液,L/um是一个重要参数,它直接影响过滤效果,从而影响铝合金的力学性能。为了提高过滤效果,应该在不影响充型的条件下,在工艺上保证适当大的L/um值。
过滤介质厚度L及其平均孔径对um均有较大的影响。在低压铸造时,铝液自下而上通过过滤介质,当平均孔径较大时,L∝um;当平均孔径太小时,充型阻力迅速增大,L∝1/um,甚至铝液将无法充型,因此必须充分注意,通过试验选择最佳方案。
4.稀土精炼
(1)稀土精炼机理 稀土与氢形成稳定的REH2,以固体形式吸收铝液中大量的氢,降低含氢量,消除针孔。
(2)稀土最佳加入量及“潜伏期”稀土最佳加入量为0.2%~0.3%(质量分数),加入过多,不但浪费稀土,而且带入氢化夹杂物,降低净化效果。稀土加入铝液后,需静置一定时间,使其扩散均匀,达到最佳净化效果,这段时间即为“潜伏期”。
(3)稀土加入形式 稀土加入形式有三种:纯稀土、Al-RE中间合金及稀土化合物。纯稀土包括单一稀土或混合稀土,价格贵,潜伏期长,加入量不易控制,很少采用。
(4)应用范围 最适用的是Al-Si类合金,它在消除针孔的同时细化共晶硅,明显提高合金的力学性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。