



1.犁铧的热处理
犁铧是铧式犁的重要基础件(见图18-103),其整体应具有足够的强度和韧性以抗冲击和振动,铧尖和刃部具有高耐磨性和高硬度,最好还具备自磨锐效果。国标推荐使用65SiMnRE或65Mn制造,热处理后淬火区硬度为48~60HRC,非淬火区≤32HRC。犁铧材料的化学成分见表18-316。国外犁铧多采用耐磨复合钢材或耐磨合金堆焊。
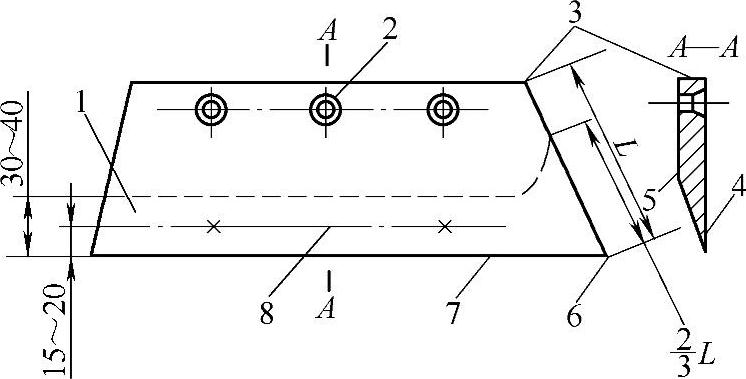
图18-103 犁铧简图
1—淬火带 2—螺钉孔 3—犁铧背部 4—工作面 5—背面 6—铧尖 7—铧刃 8—测硬度点
犁铧热处理工艺详见表18-317。
另外,近几年还研究出自磨刃的DZ型犁铧;低阻力第三类自磨刃犁铧,即DSZ型;稀土镁球墨铸铁金属型液态挤压成形工艺,寿命比砂型铸造的提高30%~40%。
表18-316 犁铧用材料的化学成分 (质量分数,%)
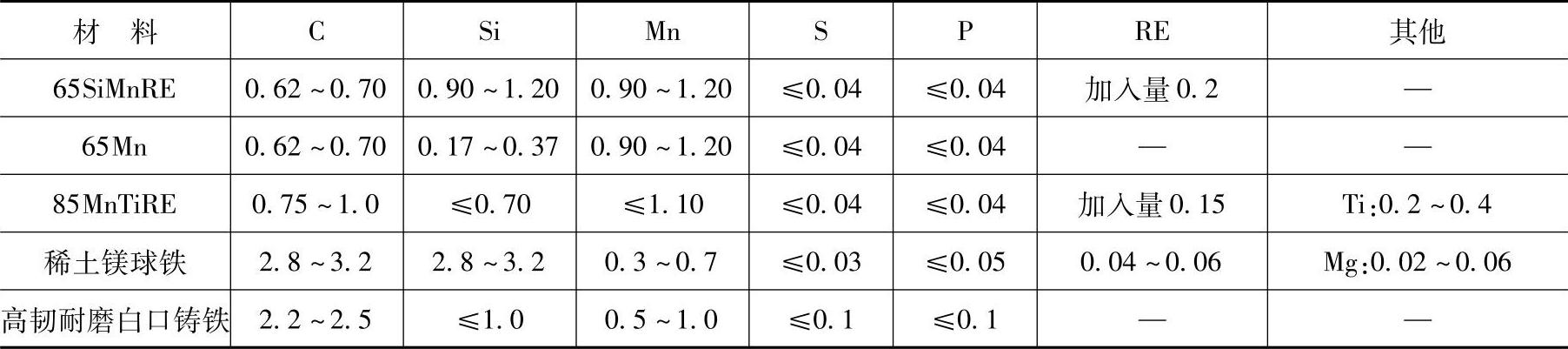
表18-317 犁铧热处理工艺规范
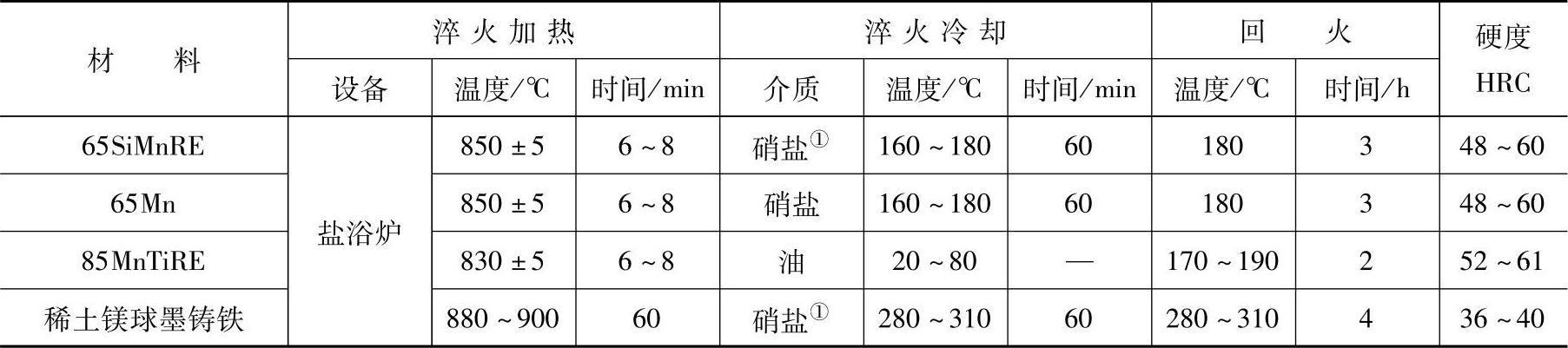
①可用KNO3和NaNO2各50%(质量分数)。200℃以下使用可另加(3~5)%(质量分数)的水。
2.犁壁的热处理
犁壁与犁铧同位犁的两个重要部分,二者连接构成一个犁体,如图18-104所示。其要求有较高的硬度和耐磨性,并有足够的强度和韧性,以及良好的脱土性和抛土性,以降低耕作阻力。
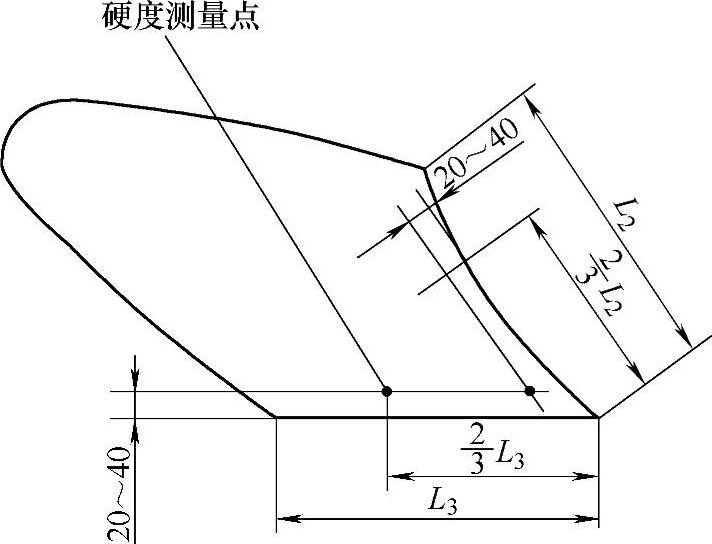
图18-104 犁壁简图
国标规定了犁壁材料、硬度和显微组织见表18-318,硬度检测点主要集中于受磨损最严重的犁胸部位,其余部位仅要求≥38HRC。国外多选用三层钢板结构,心部碳含量0.1%(质量分数)的低碳钢,耐磨表层钢板的碳含量提高至0.6%~1.15%(质量分数)。
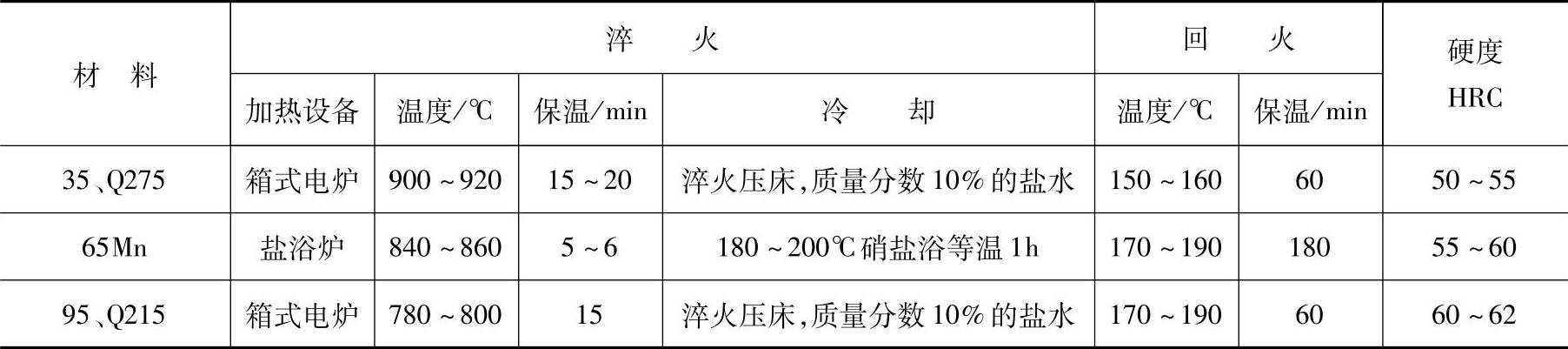
犁壁的热处理工艺见表18-319。
表18-318 犁壁的材料及热处理要求
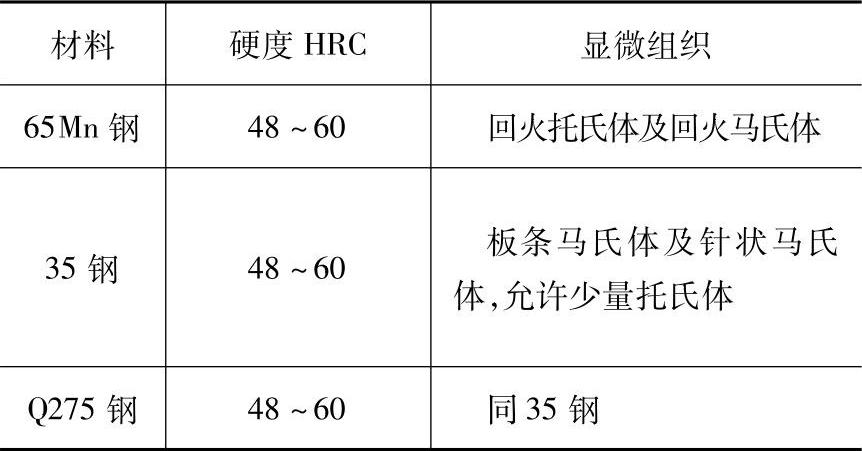
表18-319 犁壁热处理工艺规范
3.圆盘的热处理
圆盘(见图18-105),主要用于破土、平地和灭茬。应具有足够的强度和韧性,较高的硬度,和耐磨性。
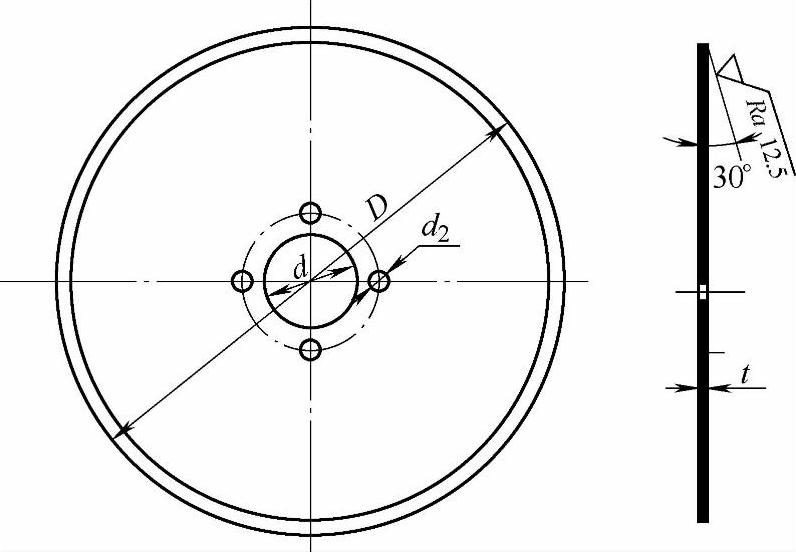
图18-105 圆盘
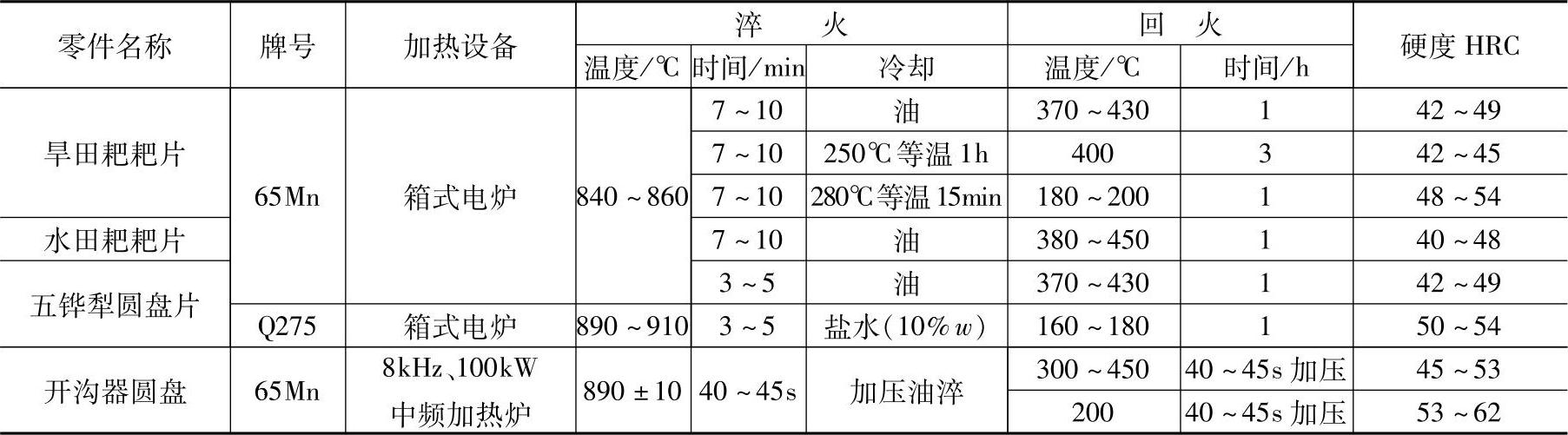
标准要求耙片使用65Mn制造,热处理后硬度为38~48HRC,各点硬度差≤7HRC,硬度测定部位为距离耙片外缘20~60mm的环形圈内。还规定水田耙片(65Mn,厚4mm)的硬度为40~48HRC。国外圆盘材料多选用耐磨合金堆焊。圆盘的热处理工艺见表18-320。
4.锄铲的热处理
锄铲(见图18-106)的失效形式与犁铧相似,只是深松铲还受到较大的振动。锄铲都应有较高的抗砂土磨松性能和一定的强韧性,性能要求与犁铧相似,但除草铲还要求有锋利耐磨的刃口,深松铲具有较高抗振性能。(https://www.xing528.com)
我国标准规定深松铲用65Mn钢制造,刃部局部淬火,淬火带宽20~30mm,硬度为48~56HRC。国外曾尝试用硬度与硅砂(1100HV)相近的氧化铝[w(Al2O3)为95%](1050HV和1200HV)烧结铲尖。
锄铲热处理工艺见表18-321。
表18-320 圆盘的热处理工艺规范
注:1.圆盘的制造工艺路线为:落料 钻孔
钻孔 压形、淬火
压形、淬火 回火
回火 开刃。
开刃。
2.为防止变形,一般均应加压淬火(在压模中喷油、喷水淬火等温淬火可不必)、回火。
3.65Mn钢有回火脆性,中温回火后需快冷。
4.有条件时,推荐65Mn耙片270~300℃等温淬火,组织为B下+M,综合性能最佳。
5.开沟器圆盘中频感应加热,由压紧感应加热 压紧埋油淬火
压紧埋油淬火 压紧感应回火三部分组成热处理机床。回火加热时间与淬火加热同为40~45s,通过调节功率,改变回火温度,以调整圆盘回火后硬度。
压紧感应回火三部分组成热处理机床。回火加热时间与淬火加热同为40~45s,通过调节功率,改变回火温度,以调整圆盘回火后硬度。
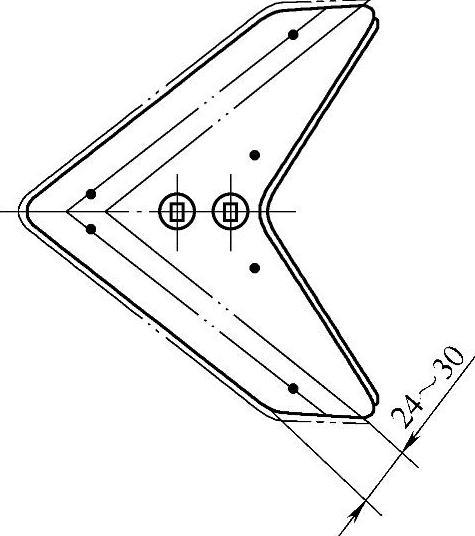
图18-106 锄铲
5.旋耕刀的热处理
旋耕刀的刀尖和刀刃要求高硬度、耐磨并有适当的韧性,柄部则要求足够的强度和弹性、韧性,以抵抗变形和折断。
各国普遍选用弹簧钢制造,欧洲和日本多用60Si2Mn,前苏联等也有用复合钢材和耐磨合金堆焊的。
国际规定旋耕刀和灭茬刀用65Mn或60Si2Mn,刀身硬度48~54HRC,刀柄38~45HRC。日本试验表明,刃部硬度在650HV(57.7HRC)左右磨损最小,柄部硬度高于50HRC会折断,低于47HRC则会弯曲。
表18-321 锄铲热处理工艺规范
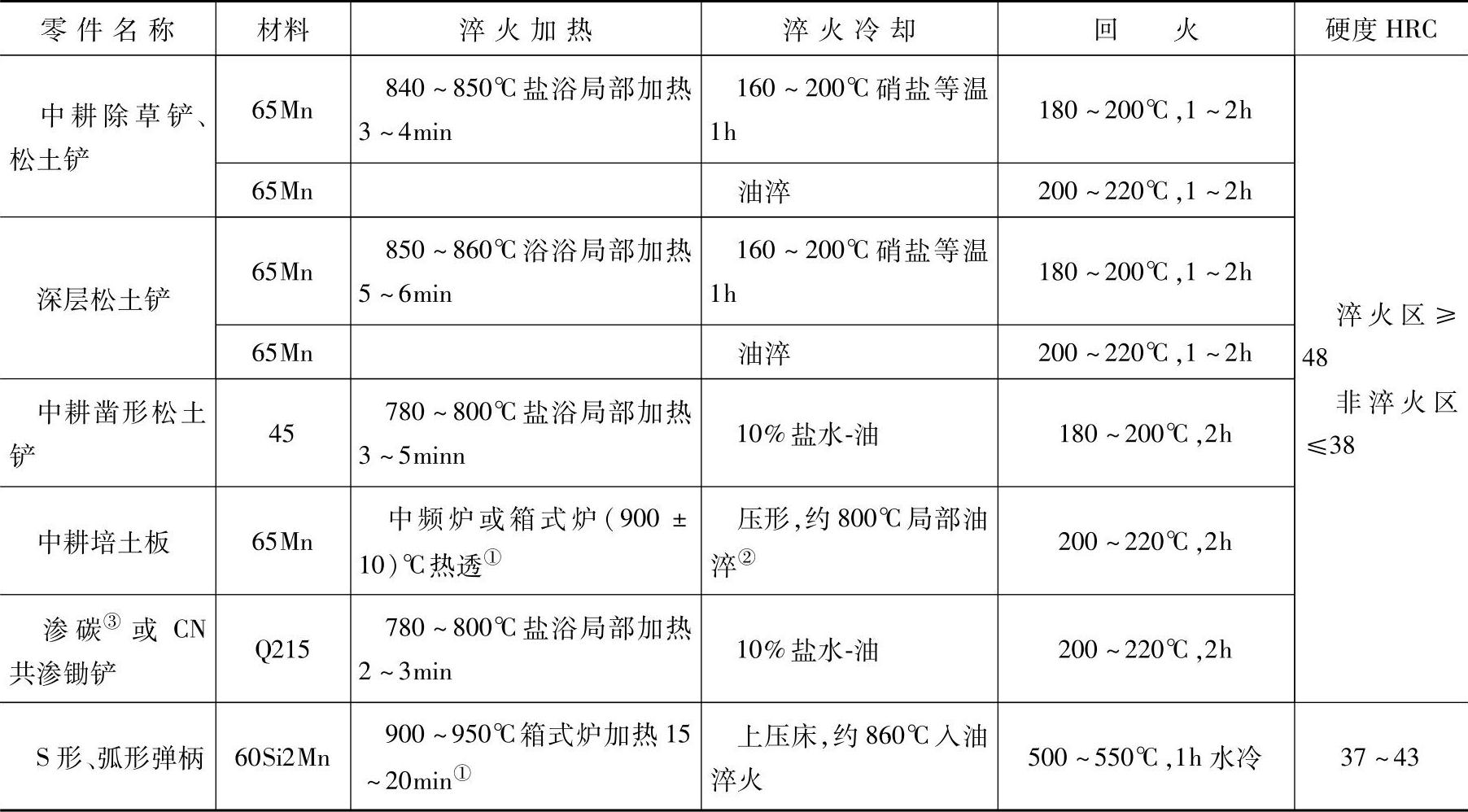
①相式炉加热时,建议使用QW—F1钢材加热保护钢,不影响压形和油淬。
②用宽口钳保护螺钉孔周围,夹着局部淬油。
③如固体渗碳可用BaCO310%~15%(质量分数),CaCO35%(质量分数)与木炭(约5~10mm颗粒)拌匀,为渗剂(可买配好的固体渗碳剂),装箱,于箱式电炉中(930±10)℃渗碳,出炉开箱空冷。
旋耕刀一般经锻造或辊压成形然后再进行热处理。既可利用锻造余热加热淬火,也可重新加热淬火。由于刀刃部和柄部硬度要求不同,所以要在整体淬火后进行两次回火,先进行及时低温回火,消除应力,然后对刀柄局部进行二次回火,提高韧性。
旋耕刀热处理工艺规范见表18-322。
表18-322 旋耕刀热处理工艺规范
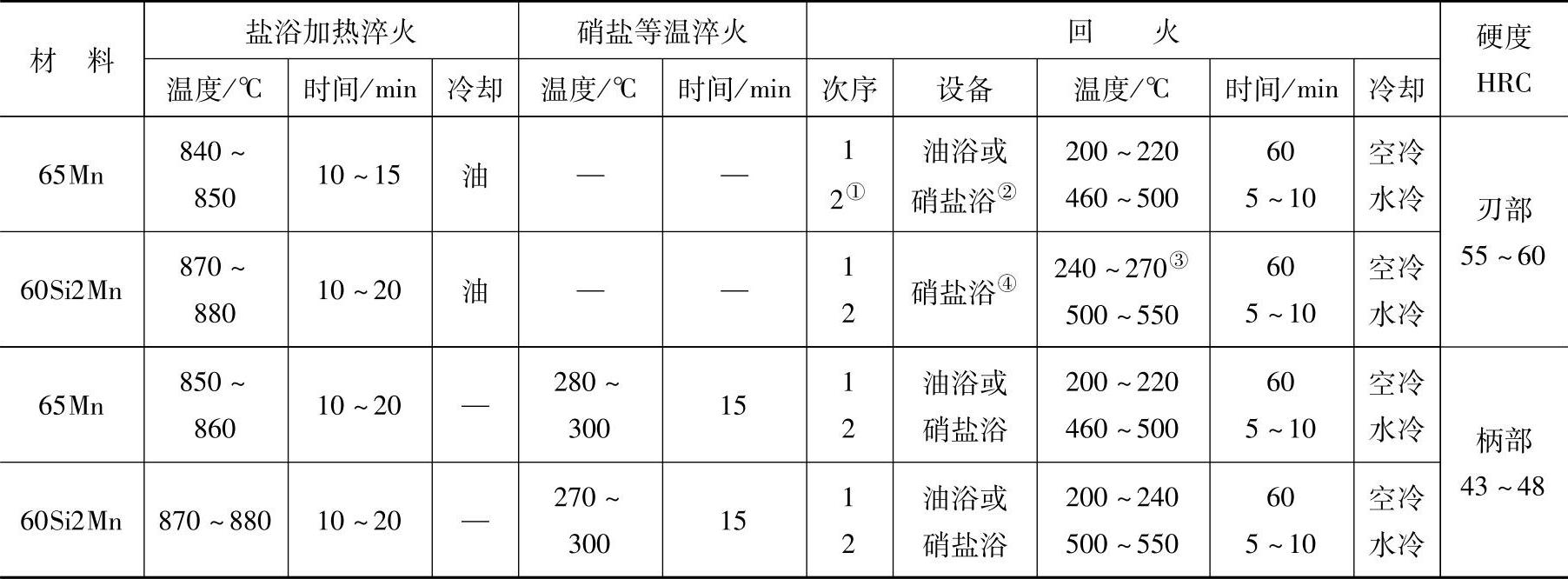
①刀柄因采取较高温度的短时间回火,故需经过试验来确定时间与温度。例如:先根据刀柄厚度估算回火时间需10min才能保证热透,则回火温度可根据10min回火后刀柄表面硬度在中、下限所对应的温度(如43~45HRC,这时心部会稍高)来确定。
②油淬和油浴回火后必须彻底洗净才能进入硝盐浴二次回火,以防油污进入,引起爆炸。
③280~360℃的回火可在带风扇的井式回火炉中进行。
④硝盐浴严防超温或局部过热。硝酸钾或硝酸钠单独使用时不得超过600℃,两种硝盐混合使用时不得超过550℃。不应用煤或焦炭加热,以防局部过热爆炸。易燃物不得进入硝盐。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。