



工业用缝纫机的特点是运行转速高,工作环境较差,要求热处理后具有比家用缝纫机更好的耐磨性和更高的精度。
工业缝纫机的大部分零件采用优质合金结构钢,并采用较低温度的奥氏体氮碳共渗或铁素体氮碳共渗浅层处理,以减少热处理畸变。
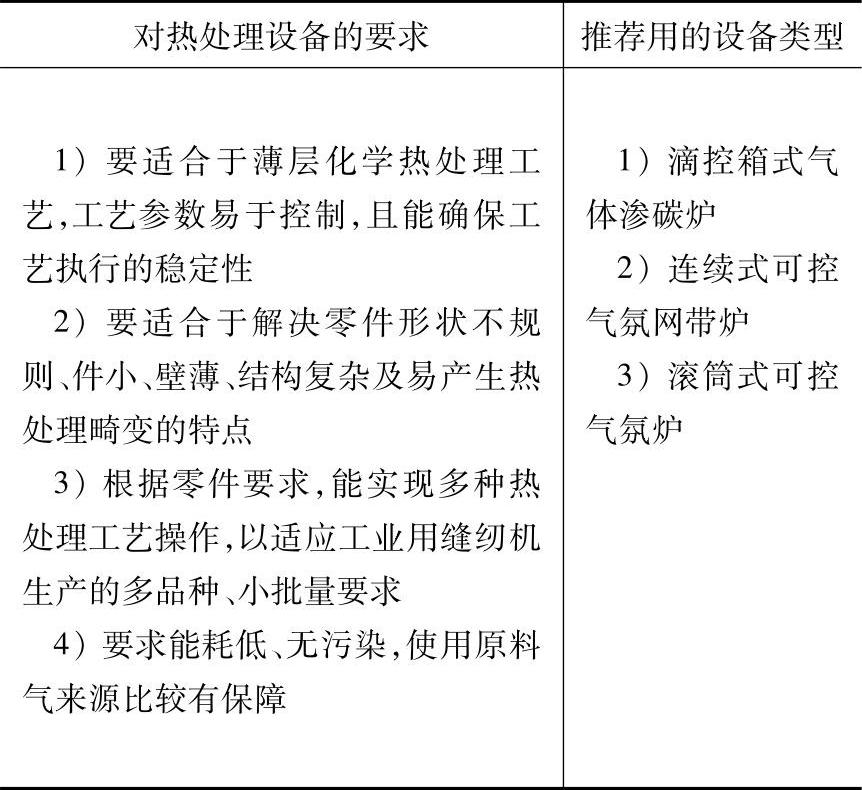
工业缝纫机零件的材料选用见表18-296,表面硬化层深度的选用范围见表18-297,相应的热处理设备选用原则列于表18-298。
表18-296 工业用缝纫机零件的材料选用
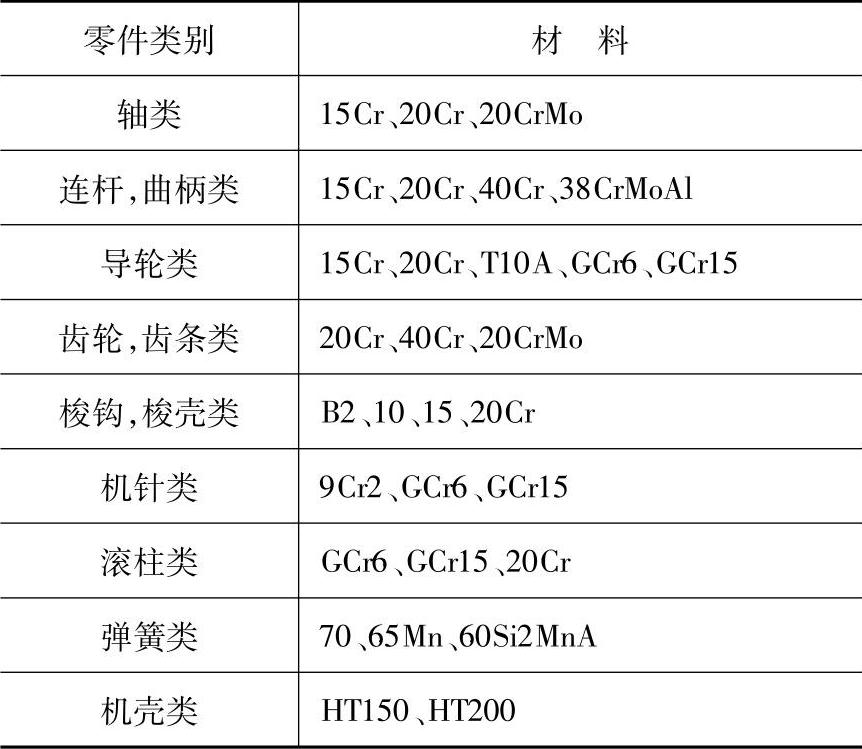
表18-297 工业用缝纫机零件表面硬化层深度的选用范围
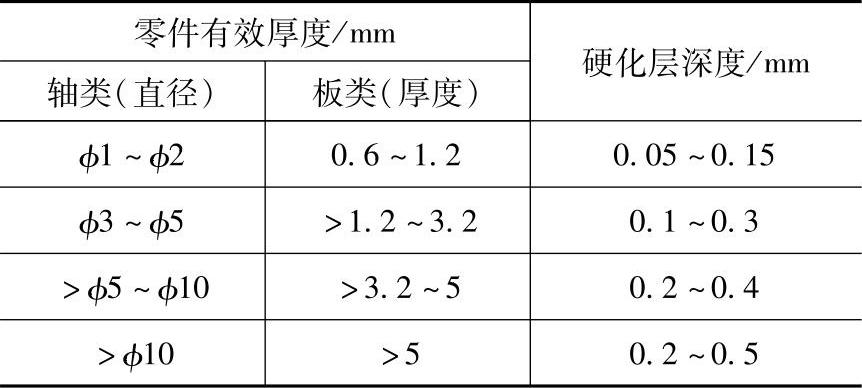
表18-298 工业用缝纫机零件热处理设备的选用原则
1.弧齿锥齿轮的热处理
弧齿锥齿轮是工业缝纫机的主要传动零件,传递的转矩虽不大,但要求在3000~12000r/min的高速运行中保持良好的稳定性和低噪声,热处理质量要求较高。锥齿轮的失效形式是齿端面的磨损和齿顶部的剥落。
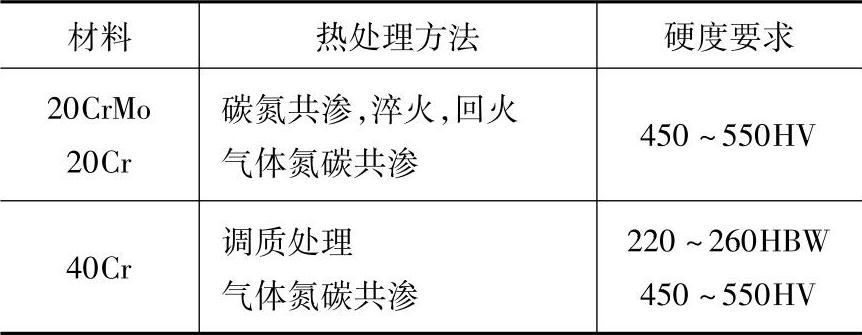
(1)技术要求及使用材料 弧齿锥齿轮的用材应具有良好的可加工性,热处理后具有高耐磨性、疲劳强度和小的畸变。其常用材料、热处理方法及硬度要求见表18-299。
表18-299 弧齿锥齿轮常用材料、热处理方法及硬度要求
(2)锥齿轮的制造工艺路线 下料→粗车→正火(20CrMo)或调质(40Cr)→精加工→铣齿→碳氮共渗、淬火与回火(20CrMo)或氮碳共渗(40Cr)→研磨。
(3)坯料的预先热处理20CrMo钢机械加工要求硬度为156~214HBW,采用正火处理以改善可加工性;40Cr钢要求硬度为220~260HBW,采用调质处理以改善基体组织提高基体强度,调质温度为830~850℃,油淬,回火温度为1610~1630℃,水冷。
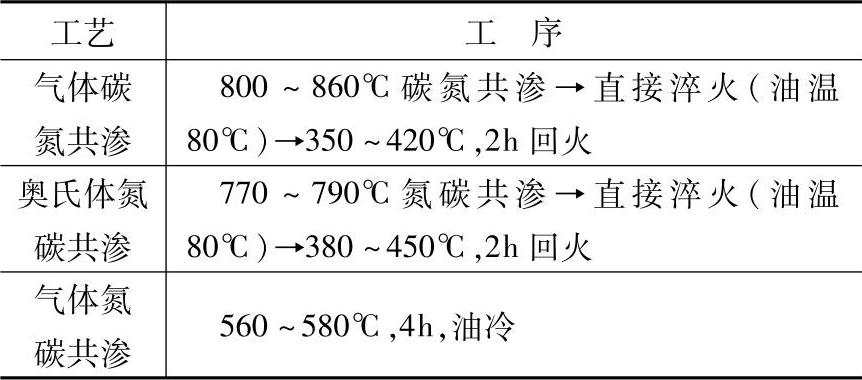
(4)最终热处理 弧齿锥齿轮的热处理工艺见表18-300。
表18-300 弧齿锥齿轮的热处理工艺
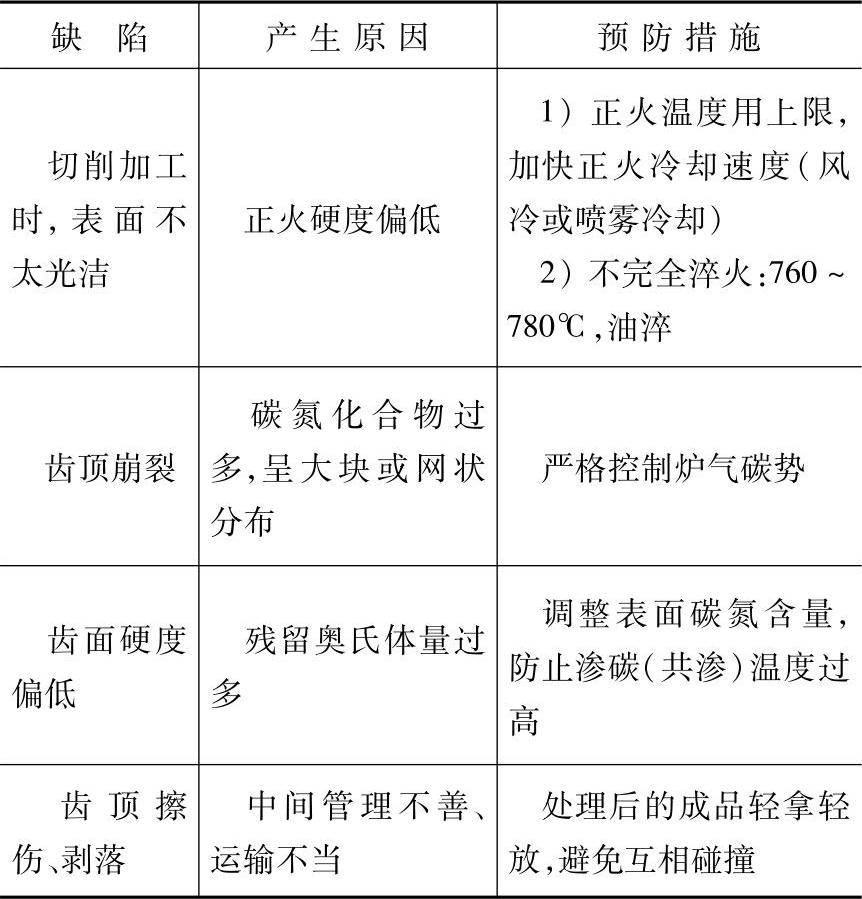
(5)质量检验和常见热处理缺陷及预防措施 检验部位:端面硬化层深的测定采用硬度法(氮碳共渗的零件采用金相法测定化合物层深和扩散层深度)。其热处理缺陷及预防措施见表18-301。
表18-301 弧齿锥齿轮热处理常见缺陷、原因及预防措施
2.包缝机主轴的热处理
如图18-95所示,高速包缝机主轴形状复杂,截面差异大,工作时以7000~15000r/min高速运转。除表面承受摩擦外,还承受扭转疲劳作用。主要失效形式是因磨损而失去精度和因应力作用而导致变形。
(1)选用材料及技术要求 一般来讲,主轴材料选用20Cr钢进行碳氮共渗或40Cr钢进行离子渗氮处理。主轴表面硬度要求60~65HRC。主轴三段的同轴度公差为φ0.01mm。
(2)制造工艺路线 毛坯→粗加工→正火或调质→精加工→热处理→校直→磨削(粗磨、精磨、研磨)。
(3)热处理工艺 包缝机主轴的预备热处理工艺见表18-302。
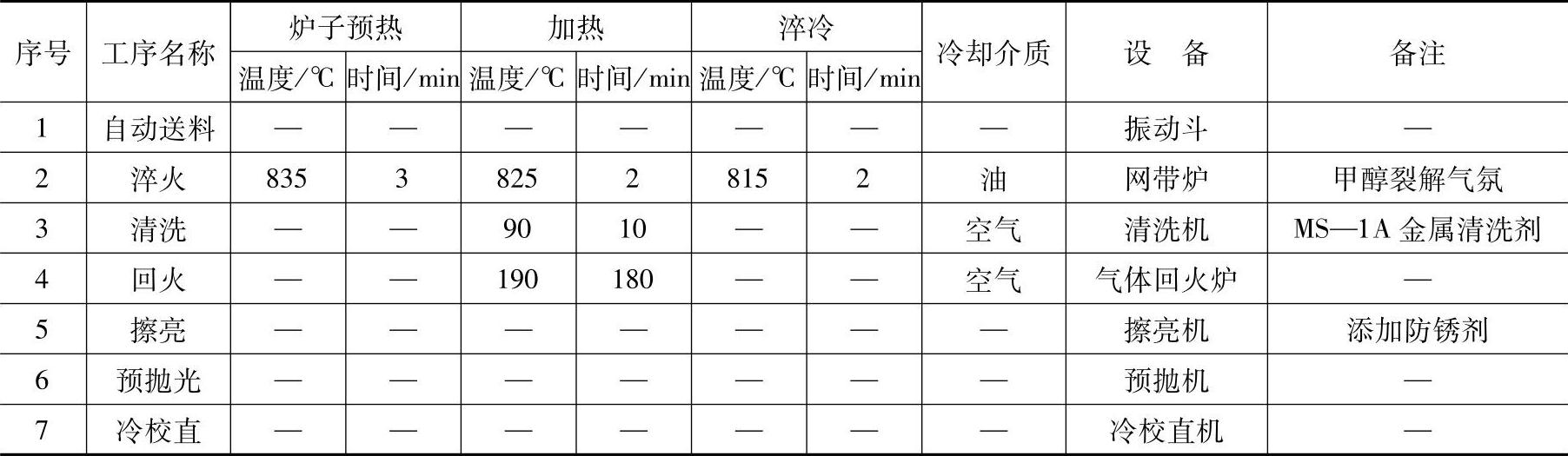
最终热处理工艺:20Cr钢主轴在840℃进行气体碳氮共渗后直接淬油,180℃回火2h;40Cr钢主轴进行离子渗氮。包缝机主轴最终热处理工艺如图18-96所示。
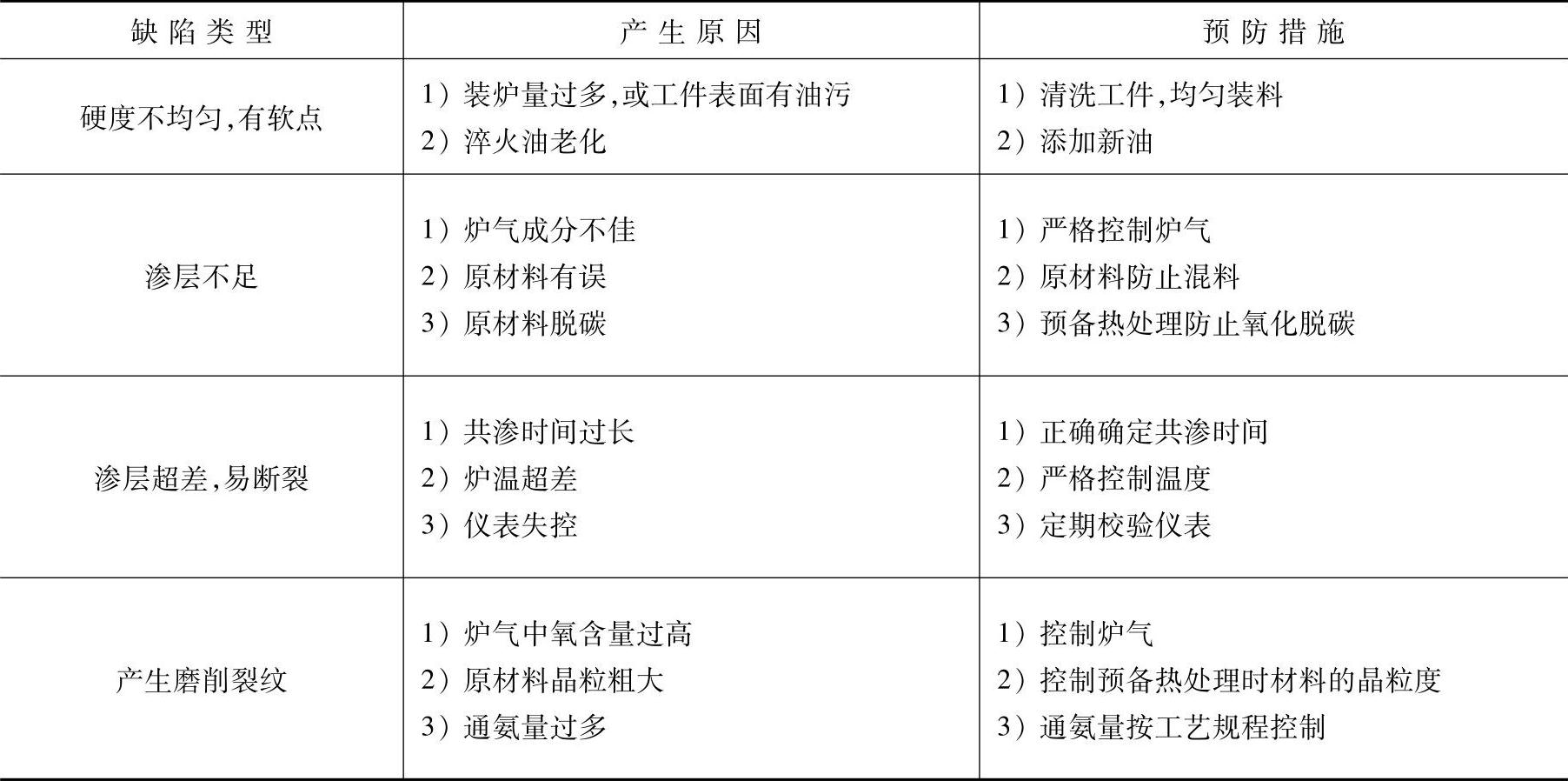
(4)常见热处理缺陷及预防方法 主轴碳氮共渗时常见缺陷、原因及预防方法见表18-303。

图18-95 包缝机主轴
表18-302 包缝机主轴的预备热处理工艺(https://www.xing528.com)

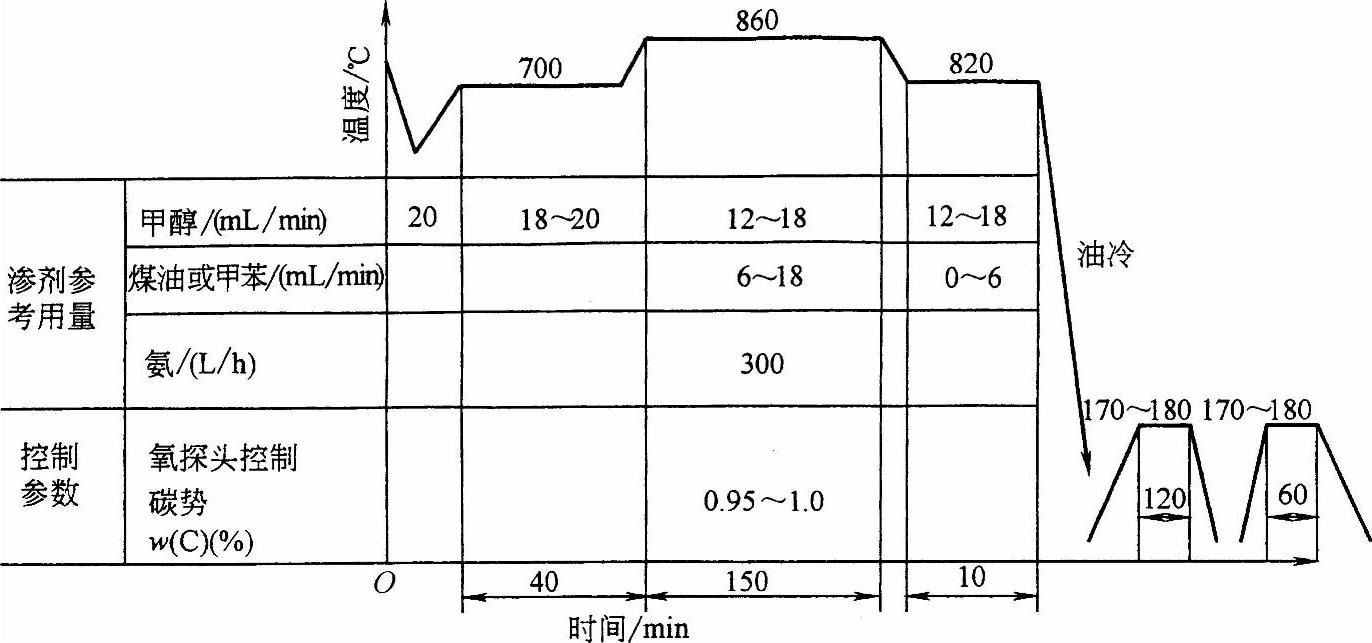
图18-96 包缝机主轴最终热处理工艺图
表18-303 主轴碳氮共渗时常见缺陷、原因及预防方法
3.工业缝纫机机针的热处理
工业缝纫机机针转速高达5500~9000r/min,要求具有良好的强度、硬度、耐磨性与适当的韧性。
工业缝纫机的品种规格很多,现仅以GC96—90工业用缝纫机针为例(转速3500r/min),其所用材料为GCr6钢丝,其化学成分、力学性能及其他条件见表18-304。其硬度要求:针尖硬度>688HV(>59HRC),针杆硬度为653~713HV(57~60HRC)。
GC96—90工业用缝纫机针的热处理工艺见表18-305。
表18-304 工业用缝纫机针用GCr6钢丝的化学成分和力学性能

表18-305 GC96—90工业用缝纫机针热处理工艺
4.高速平缝机挑线杆的热处理
(1)技术要求和使用材料 根据挑线杆(见图18-97)的服役条件要求其应具有硬的表面层和强韧的心部,故常采用低碳合金钢20Cr、15CrMo和20CrNi钢进行碳氮共渗,也可采用渗氮钢38CrMoAlA进行氮碳共渗。挑线杆的常用材料及技术要求见表18-306。

图18-97 挑线杆外形
(2)制造工艺路线 落料→镦头→退火→压弯→冷压→切边→正火→压弯→机加工→碳氮共渗、淬火、回火→磨削。
(3)热处理工艺
1)退火。加热到900℃,保温2h,然后缓冷到700℃,保温3h,再缓冷到≤500℃,出炉空冷。要求硬度为100~125HBW。
2)正火。加热到900℃,保温2~3h,然后风冷。要求硬度≈200HBW。
碳氮共渗:采用二段碳氮共渗工艺。设备为RM—75—9D滴注箱式多用电阻炉。20Cr钢挑线杆的二段碳氮共渗工艺如图18-98所示。不同碳氮共渗工艺条件下挑线杆处理后的测定结果见表18-307。
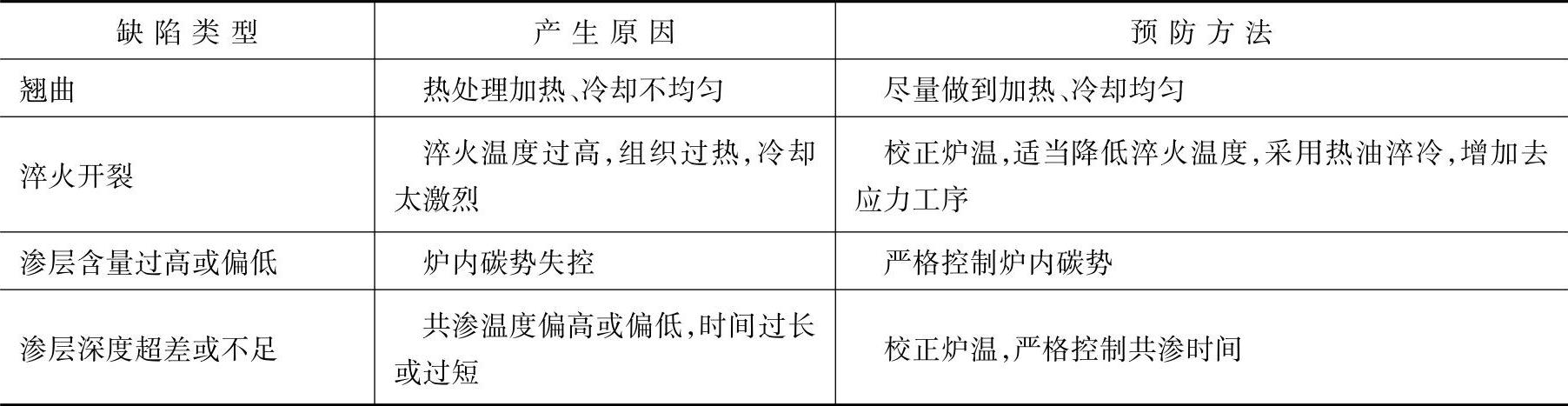
(4)常见热处理缺陷及预防措施 挑线杆热处理缺陷及预防措施见表18-308。
表18-306 挑线杆常用材料及技术要求

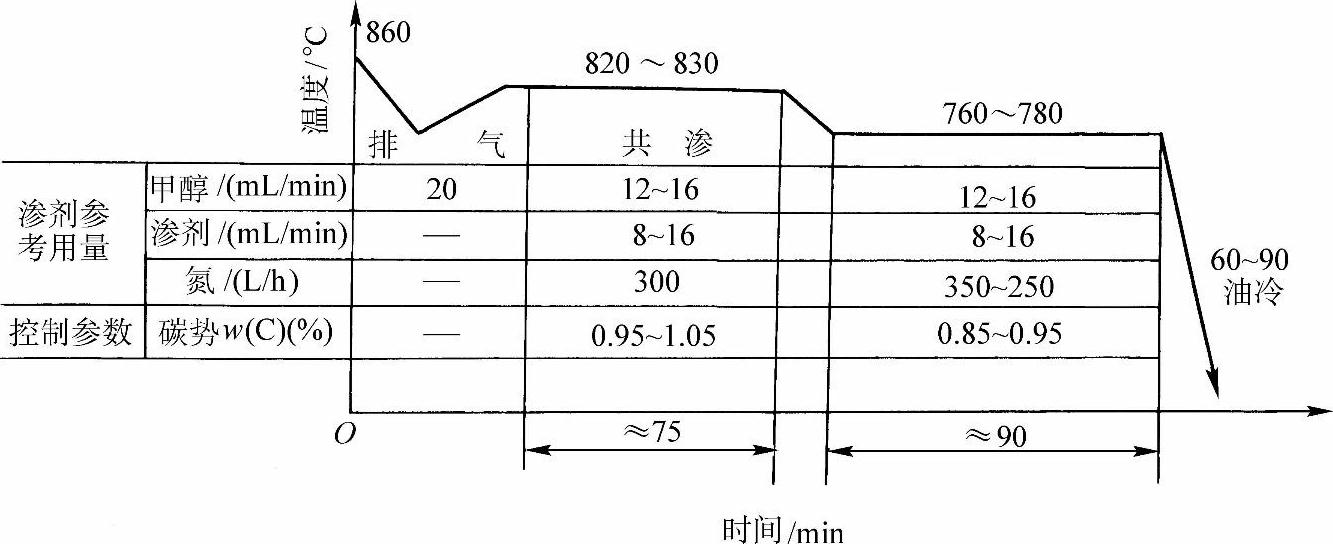
图18-98 20Cr钢挑线杆的二段碳氮共渗工艺
表18-307 不同碳氮共渗工艺条件下挑线杆处理后的测定结果

表18-308 挑线杆常见热处理缺陷及防止措施
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。