



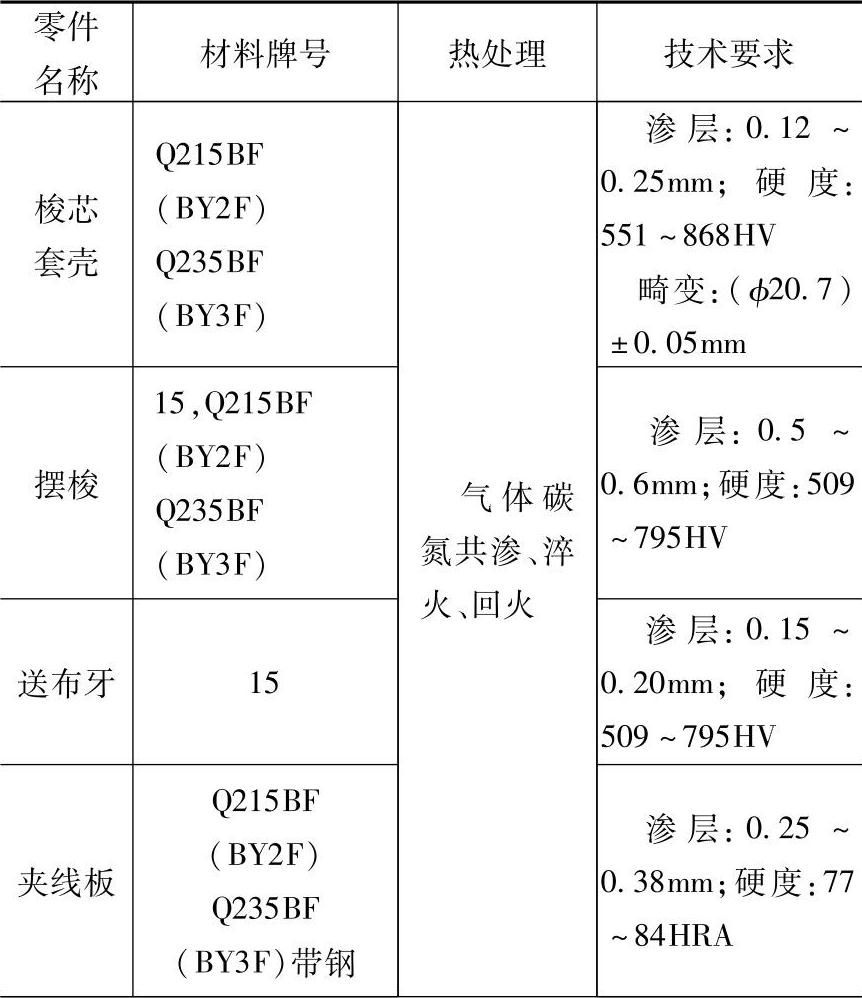
缝纫机零件形状怪异、件小壁薄,但服役要求高耐磨和高精度。家用缝纫机的运转速度一般不超过1000r/min,通常选用易切削普通碳素钢和优质碳素钢制造,热处理工艺多用浅层气体碳氮共渗处理。其主要零件的选材、热处理及技术要求见表18-287。
表18-287 缝纫机主要零件的选材、热处理及技术要求
(续)

1.梭芯套壳的热处理
梭芯套壳是缝纫机勾线机构中重要部件梭芯套中的关键零件,其外形如图18-85所示。它要求表面具有高硬度、高度光洁与光亮的表面,以达到防止缝线折断和美观的技术要求。
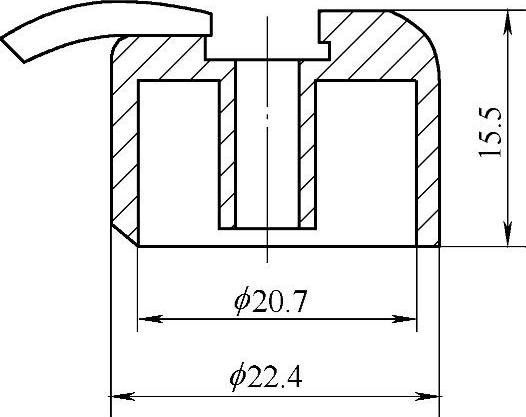
图18-85 梭芯套壳外形
(1)主要制造工艺路线 梭芯套壳的热处理工艺路线如下:
落料→镦扁→软化退火→磷化→冷挤压成形→各种机加工→去磷→机加工→热处理→滚光、滚亮→整形→装配
(2)热处理工艺 梭芯壳的热处理工艺主要包括软化退火和碳氮共渗。
1)软化退火。目的在于降低硬度,提高塑性。退火温度800~900℃,长时保温后炉冷,硬度要求70~110HBW。
2)碳氮共渗工艺
①滴注式震底炉。渗剂为甲醇+煤油+氨气,工艺曲线如图18-86所示。
②无马弗网带炉。渗剂为甲醇+乙醇+氨气,用量为:甲醇2~3mL/min,乙醇1.5~2mL/min,氨气250L/h。
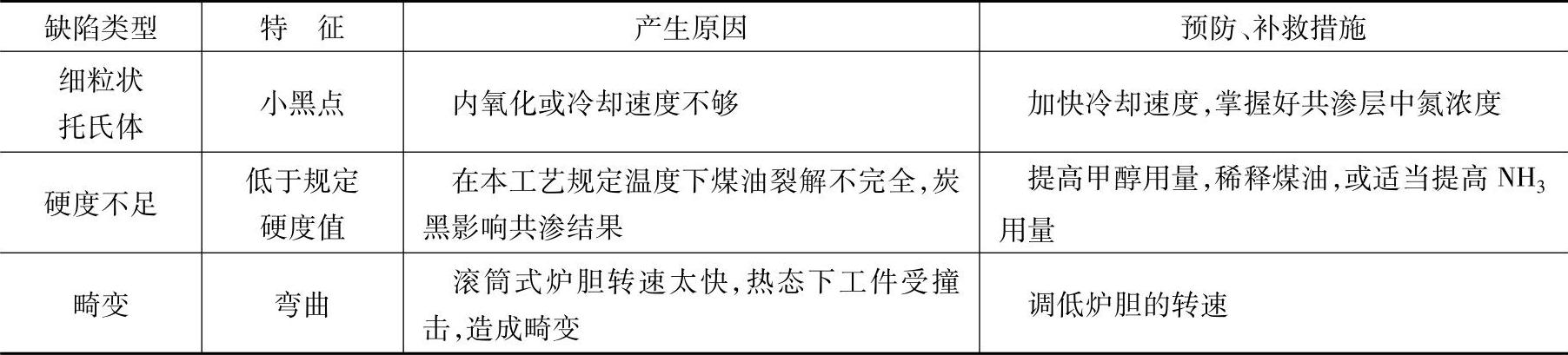
3)质量检验及常见缺陷
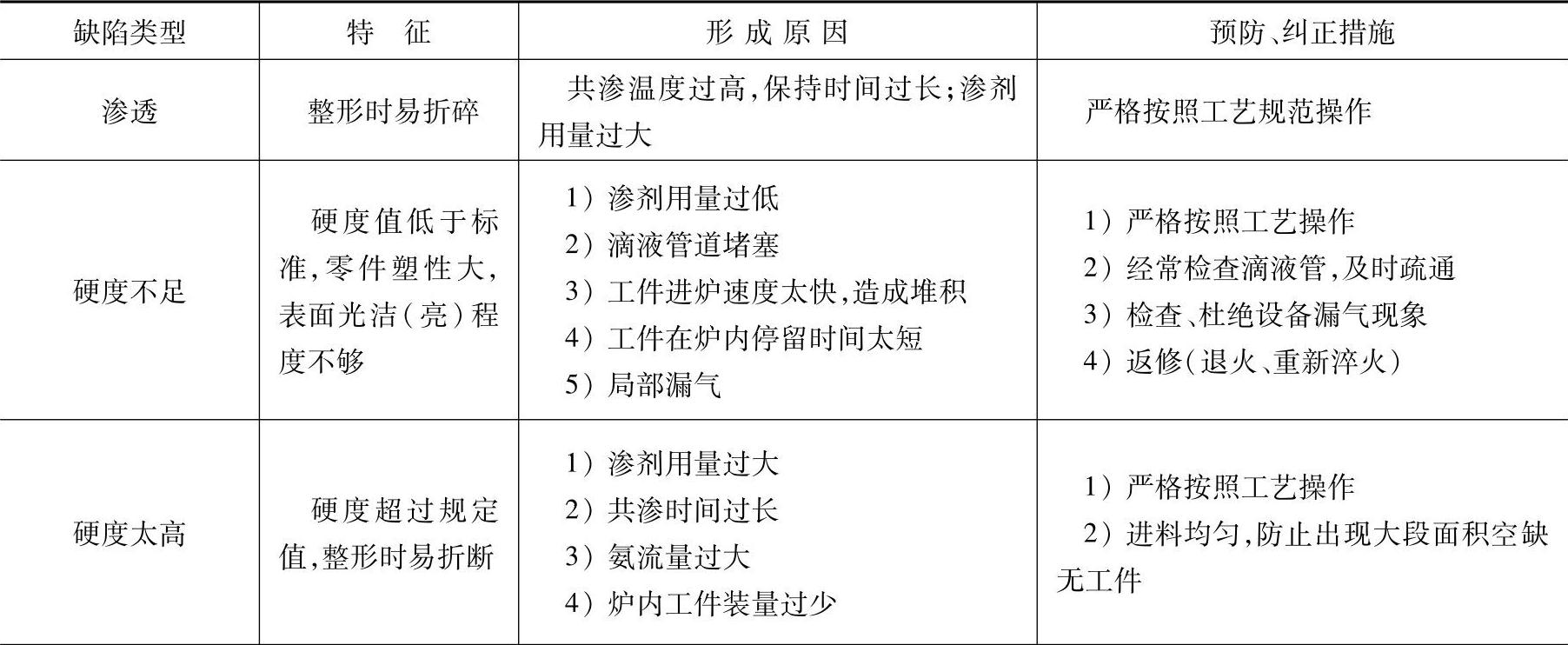
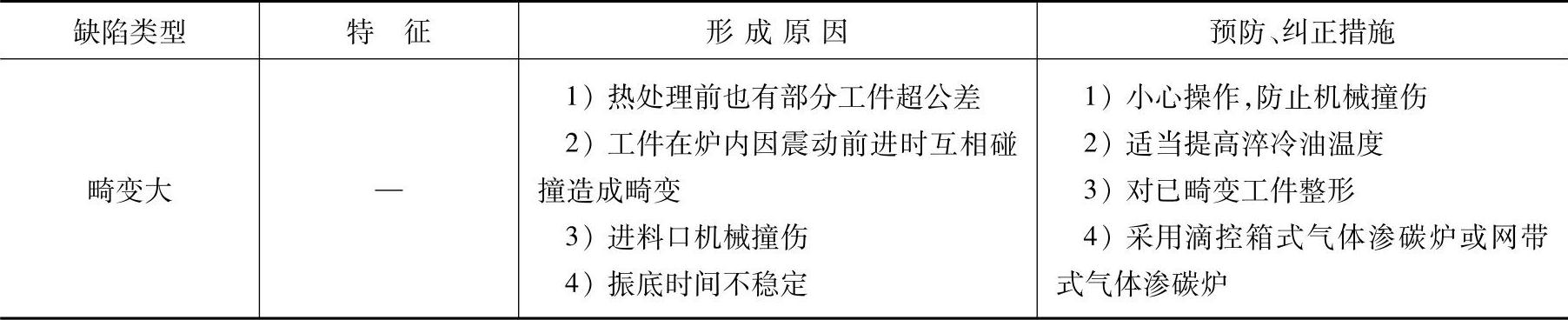
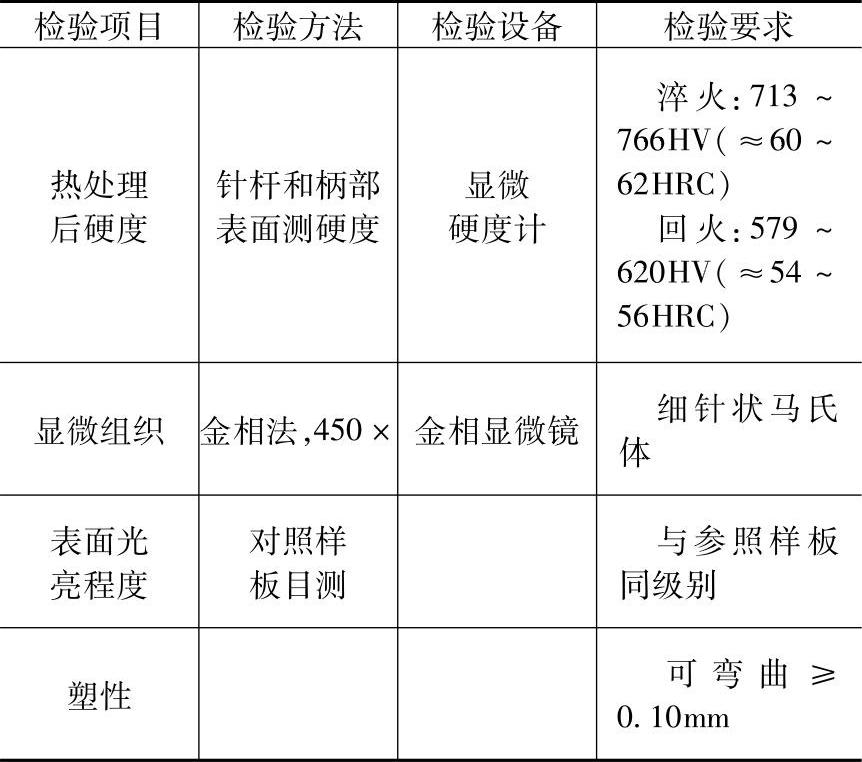
梭芯壳热处理质量检验项目和标准见表18-288,采用滴注式震底炉碳氮共渗处理时的常见缺陷类型、形成原因及预防纠正措施见表18-289。
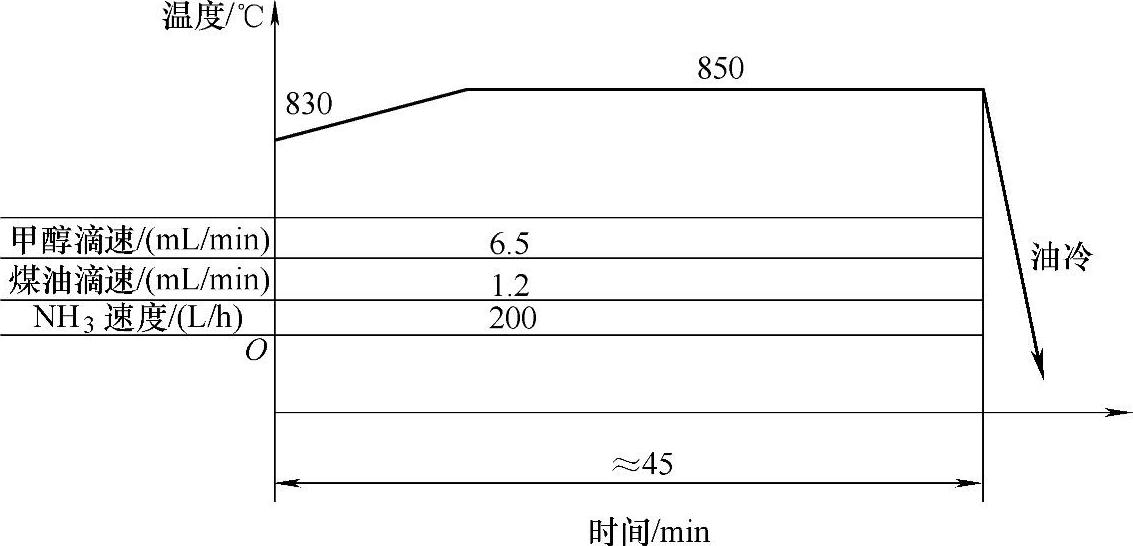
图18-86 梭芯套壳气体碳氮共渗工艺
w(CO2)≈0.4%,w(O2)≈0.4%,w(CO)≈23.2%,w(H2)≈64.5%,w(CH4)≈4%,w(N2)≈7.5%
表18-288 梭芯套壳热处理质量检验项目和标准
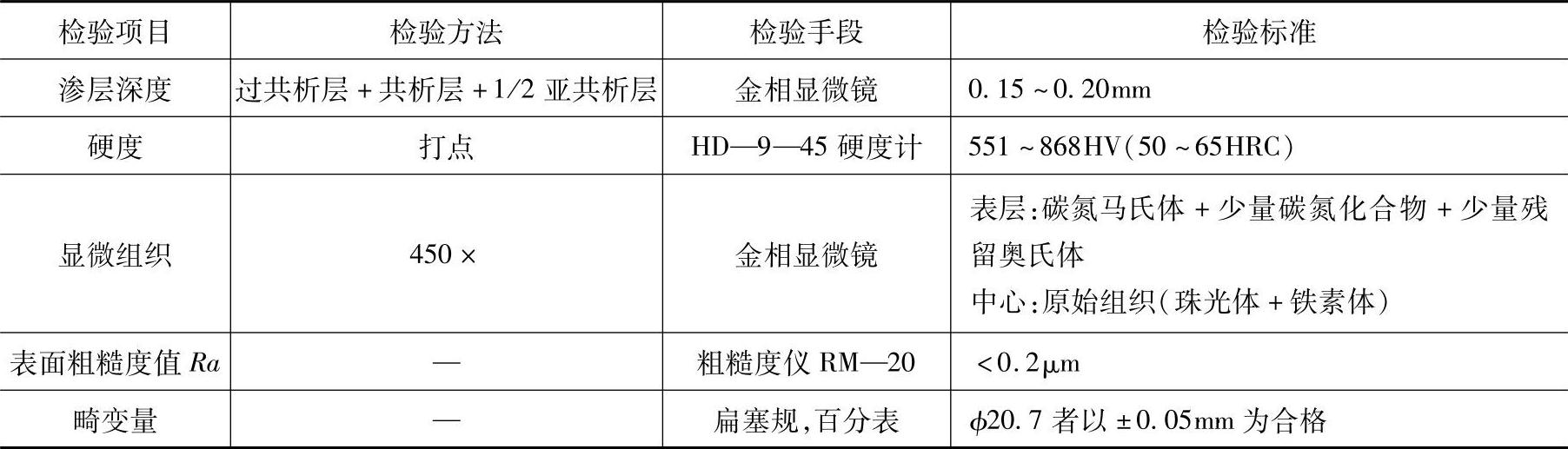
表18-289 梭芯套壳气体碳氮共渗的常见缺陷、形成原因及预防、纠正措施
(续)
2.摆梭的热处理
如图18-87所示摆梭也是梭床部件中的一个重要零件,它在快速往复运转和绒尘较多的条件下工作要求表面有高硬度与高耐磨性。
(1)制造工艺流程 下料→热挤压(或真空钎焊)→正火→机加工→热处理→清洗→回火→精加工→擦光
(2)气体渗碳与碳氮共渗工艺 材料:Q195;硬度>76HRA;有效硬化层深度:0.35~0.45mm。
1)摆梭气体渗碳工艺如图18-88所示。
2)摆梭气体碳氮共渗工艺如图18-89所示。
3)摆梭质量检验与常见缺陷。摆梭热处理后的质量检验见表18-290。常见缺陷及预防、纠正措施见表18-291。
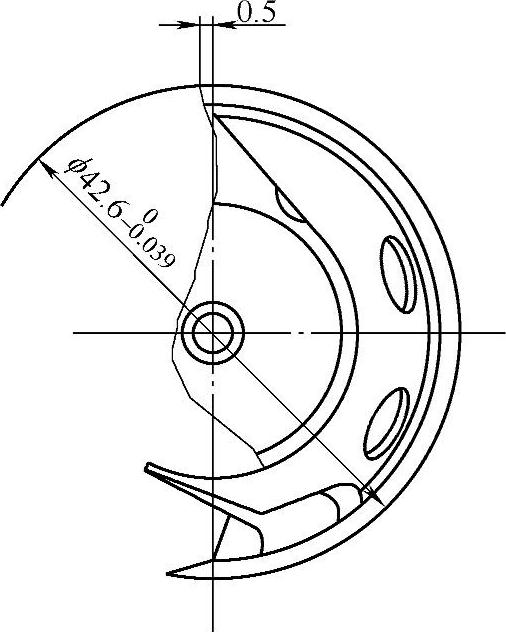
图18-87 摆梭
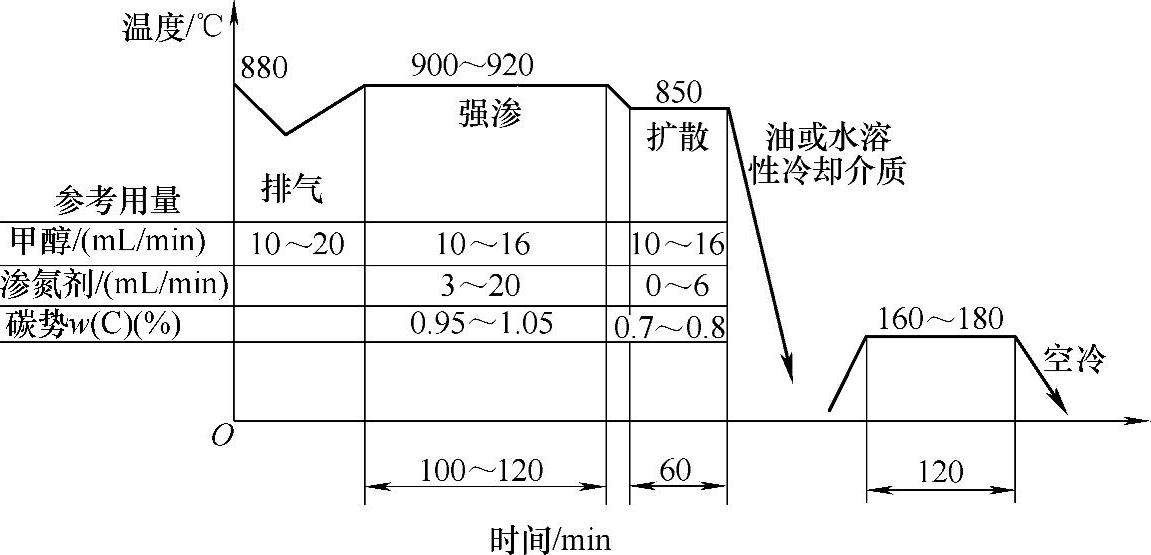
图18-88 摆梭气体渗碳工艺
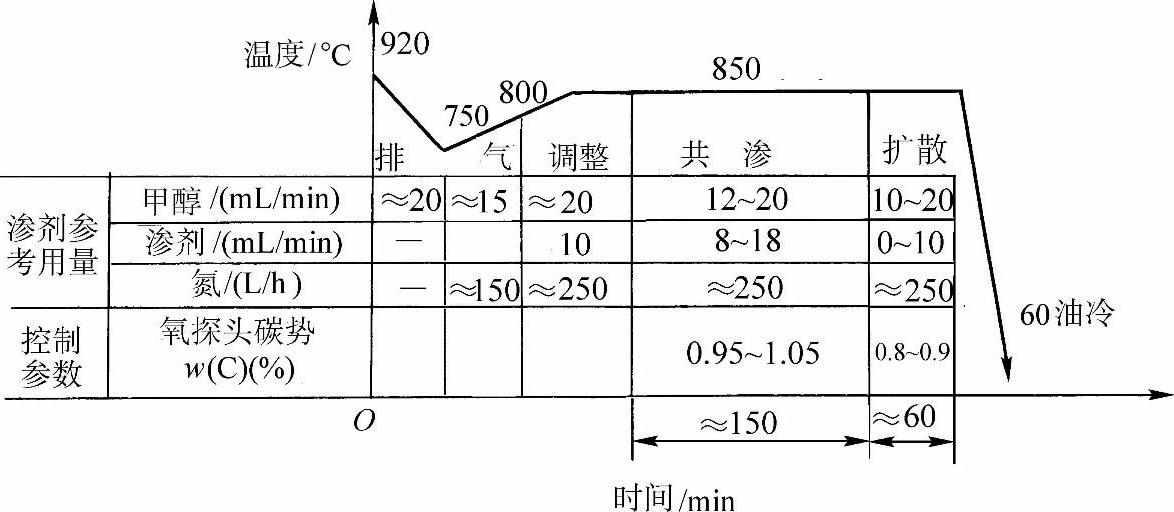
图18-89 摆梭气体碳氮共渗工艺
表18-290 摆梭零件的热处理质量检验(https://www.xing528.com)
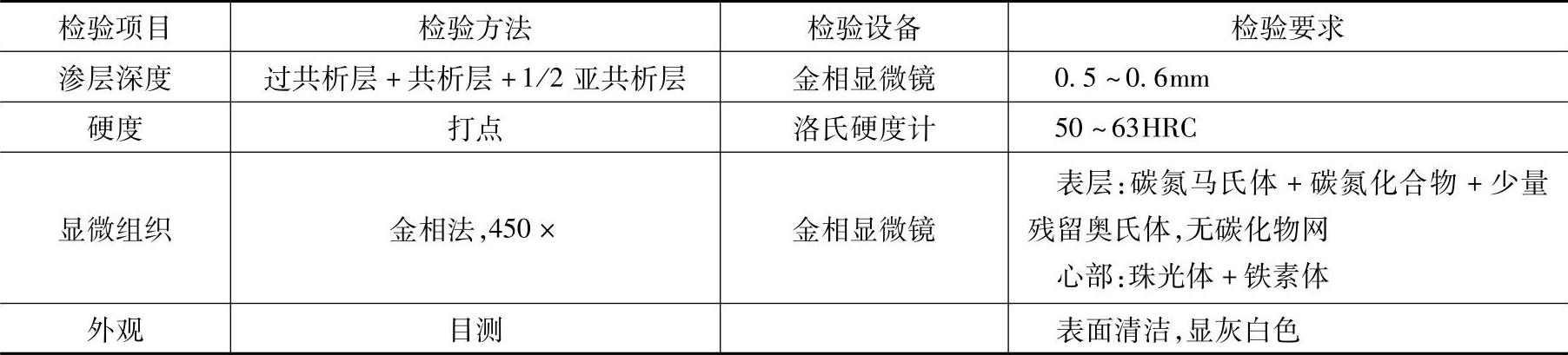
表18-291 摆梭零件的热处理常见缺陷及预防、纠正措施

3.夹线板的热处理
(1)制造工艺路线 圈料带材退火→轧直、切断→落料→热处理→磨平面→擦光→滚镀。
(2)热处理工艺 气体碳氮共渗工艺曲线如图18-90所示。
(3)质量检验与常见缺陷 夹线板热处理质量检验要求见表18-292,常见缺陷与预防、补救措施见表18-293。
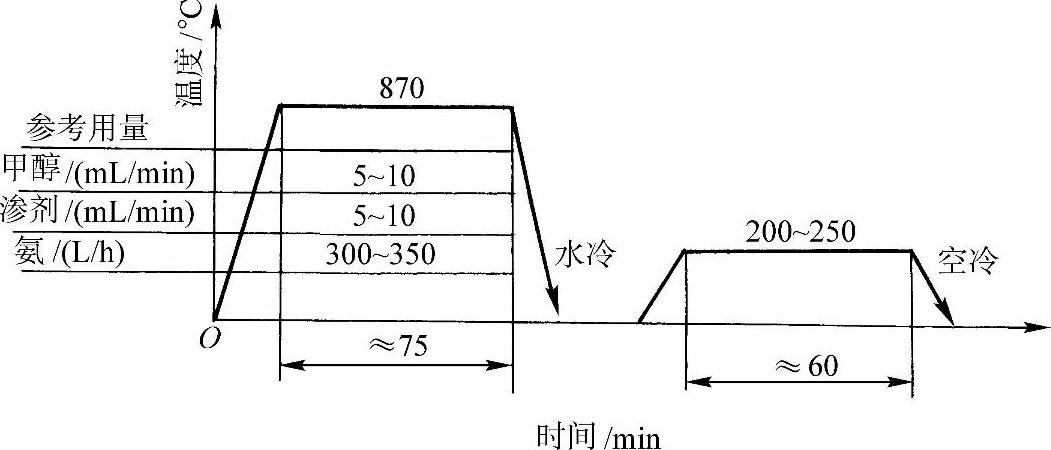
图18-90 夹线板气体碳氮共渗工艺
表18-292 夹线板热处理质量检验项目及要求

表18-293 夹线板热处理常见缺陷、产生原因和预防、补救措施
4.梭床圈零件的热处理
梭床圈零件材料为Q215BF(BY2F),其零件图如图18-91所示。
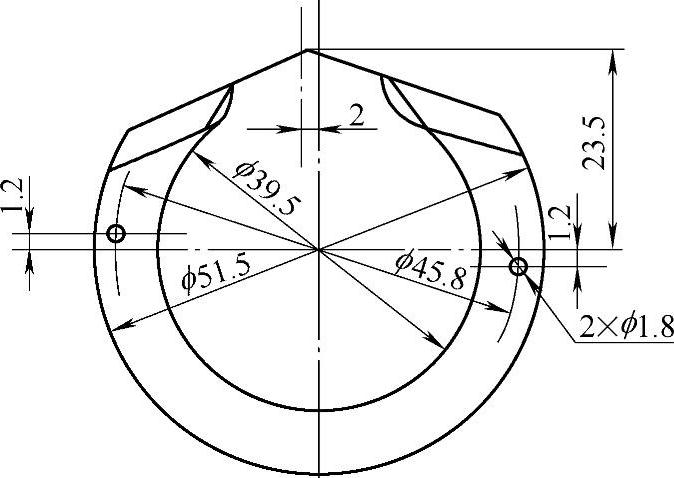
图18-91 梭床圈零件图
(1)制造工艺路线 落料→折弯→压扁→冲头→钻孔→去应力退火→粗磨工作面→热处理→清洗→校直→磨削
(2)热处理工艺 主要包括去应力退火和气体碳氮共渗。
1)去应力退火。温度600~650℃,保温时间3~4h,炉冷。
2)气体碳氮共渗。工艺曲线如图18-92所示。
5.机针的热处理
1)制造工艺路线 落料→打头→切齐→刻字、校直→冲针孔→铣槽→磨外形→软擦→热处理→轧直→穿眼→硬擦→磨针尖→抛光→镀铬→平直→包装。
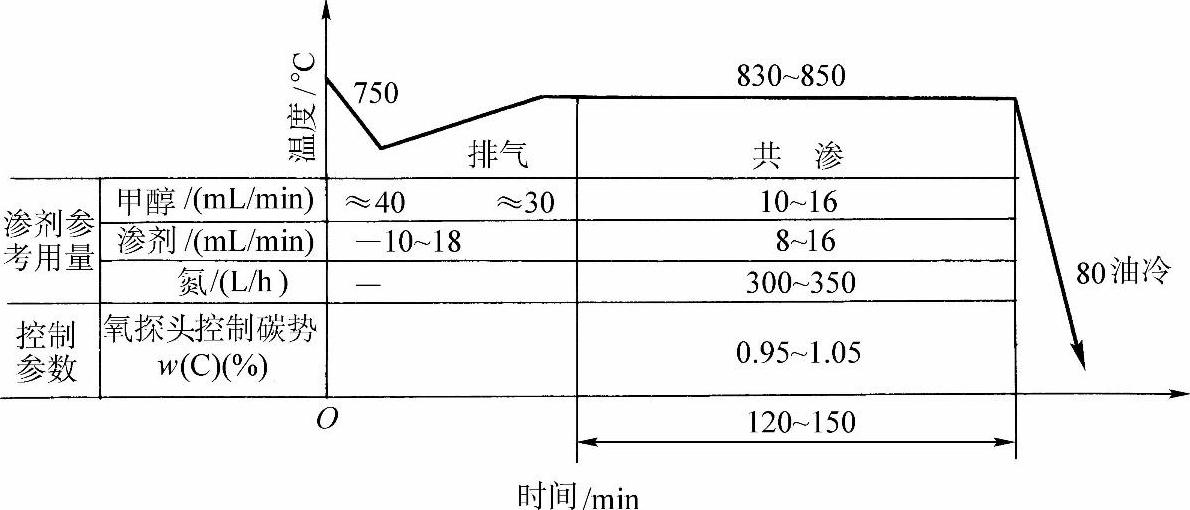
图18-92 梭床圈的气体碳氮共渗工艺
2)热处理工艺。缝纫机针热处理工艺如图18-93所示。选用设备为带马弗网带炉,采用氨分解气体保护气氛。
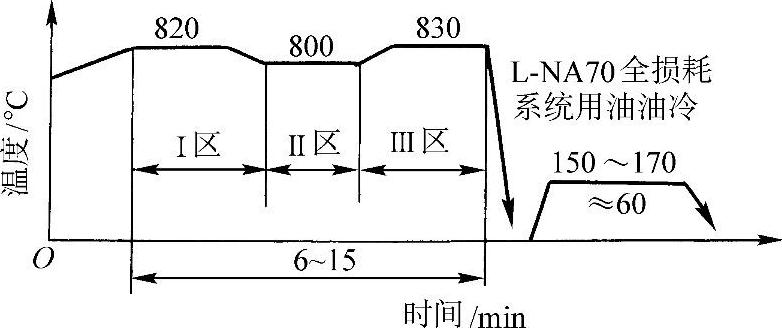
图18-93 家用缝纫机针的热处理工艺
3)机针热处理质量检验和常见缺陷。机针热处理后的质量检验见表18-294。热处理常见缺陷、产生原因及防止、补救措施参见表18-295。
表18-294 缝纫机针热处理质量检验要求

(续)
6.送布牙零件热处理
(1)制造工艺流程 失腊铸造→机加工→热处理→机加工→滚镀。
(2)热处理工艺 材料:Q215BF(BY2F);渗层深度0.3~0.5mm;热处理工艺采用气体碳氮共渗处理,工艺规范如图18-94所示。
表18-295 缝纫机针热处理常见缺陷、原因及预防补救措施
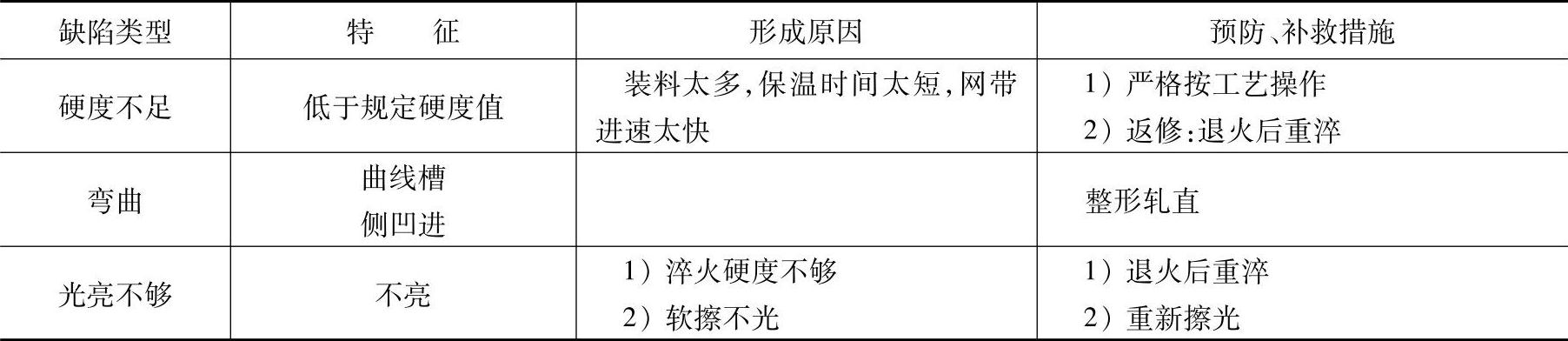
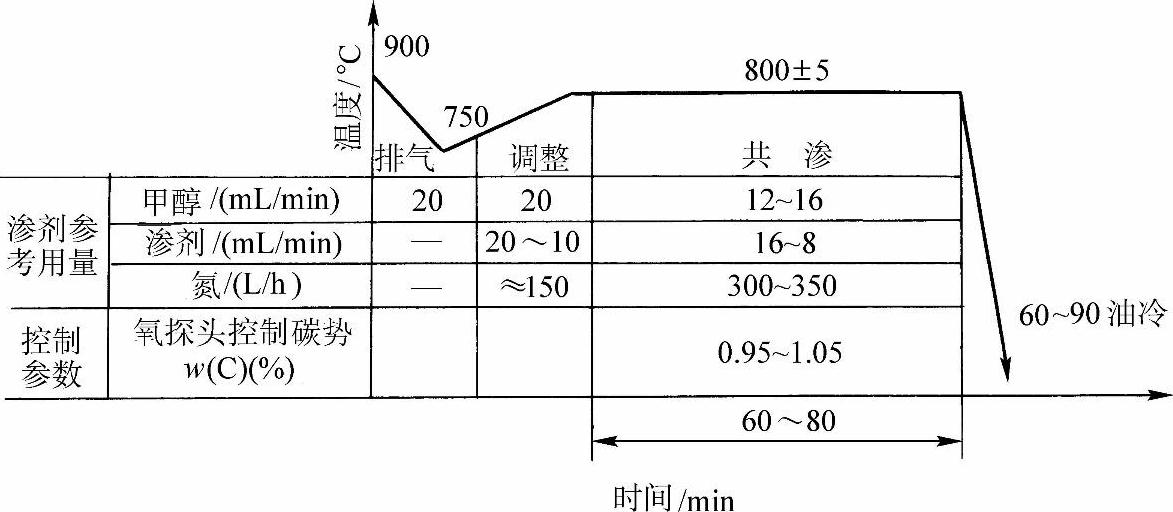
图18-94 送布牙气体碳氮共渗工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。