



手表零件要求硬度均匀,硬度允差一般仅为±30HV;表面质量要求高,必须保持光亮,不允许有氧化、脱碳,因此热处理时应在保护气氛或其他各种少、无氧化,无脱碳介质中进行。此外,应特别注意减小手表零件热处理时的畸变。
手表零件常用材料见表18-276。常用的手表零件热处理工艺规范见表18-277~表18-280。
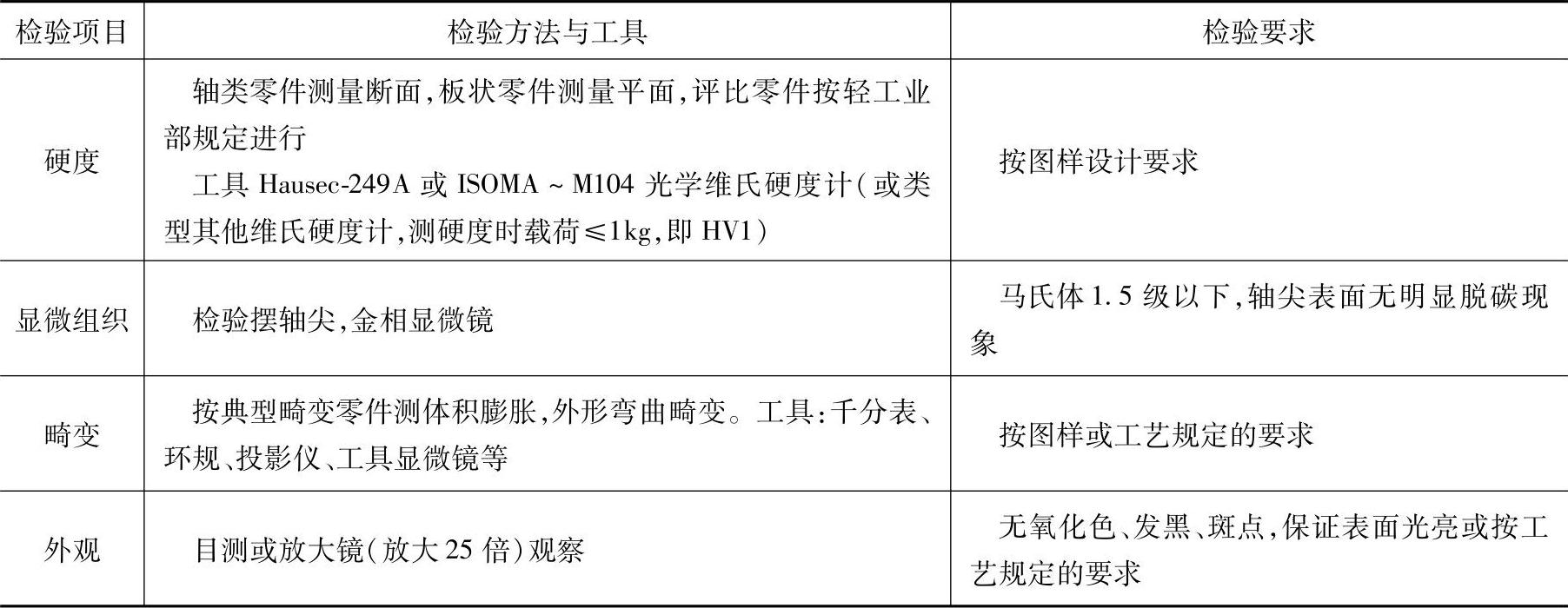
手表零件热处理质量检验要求见表18-281,热处理缺陷及预防措施见表18-282~表18-286。
表18-276 手表零件常用材料的类型、牌号及用途
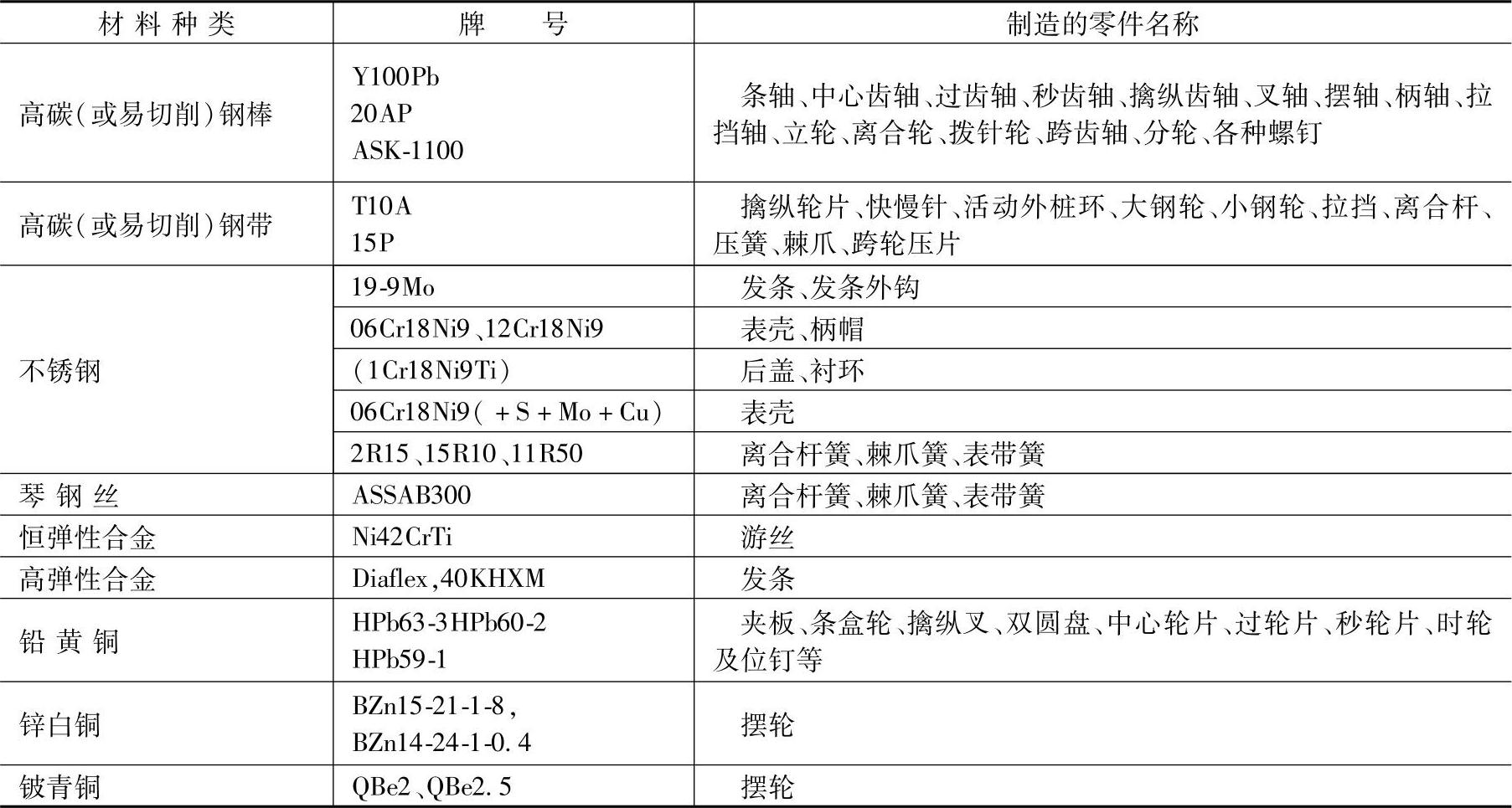
表18-277 统一机芯手表、秒表的钢制零件淬火、回火工艺
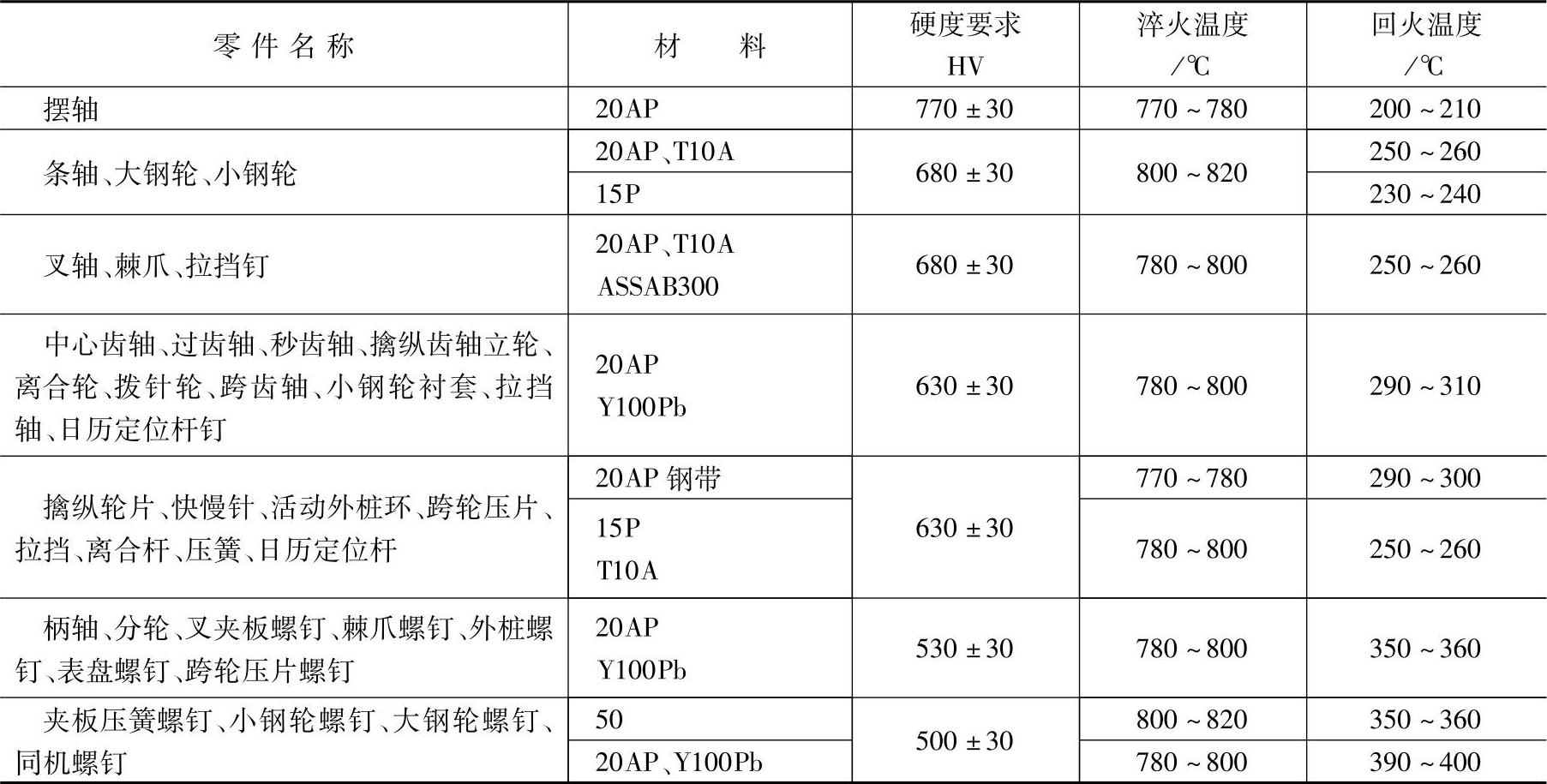
注:1.工艺温度必须按零件材料成分偏差及形状复杂程度、尺寸大小等因素综合考虑,以确定选择上限或下限。
2.工艺时间应按设备、装置等因素确定。在装量为20~80g的管状保护气氛炉中淬火加热的时间一般不超过15min。
3.250℃以下回火通常可采用油浴,250℃以上回火必须采用保护气氛光亮回火炉或真空回火炉。
表18-278 手表零件常用的淬火介质
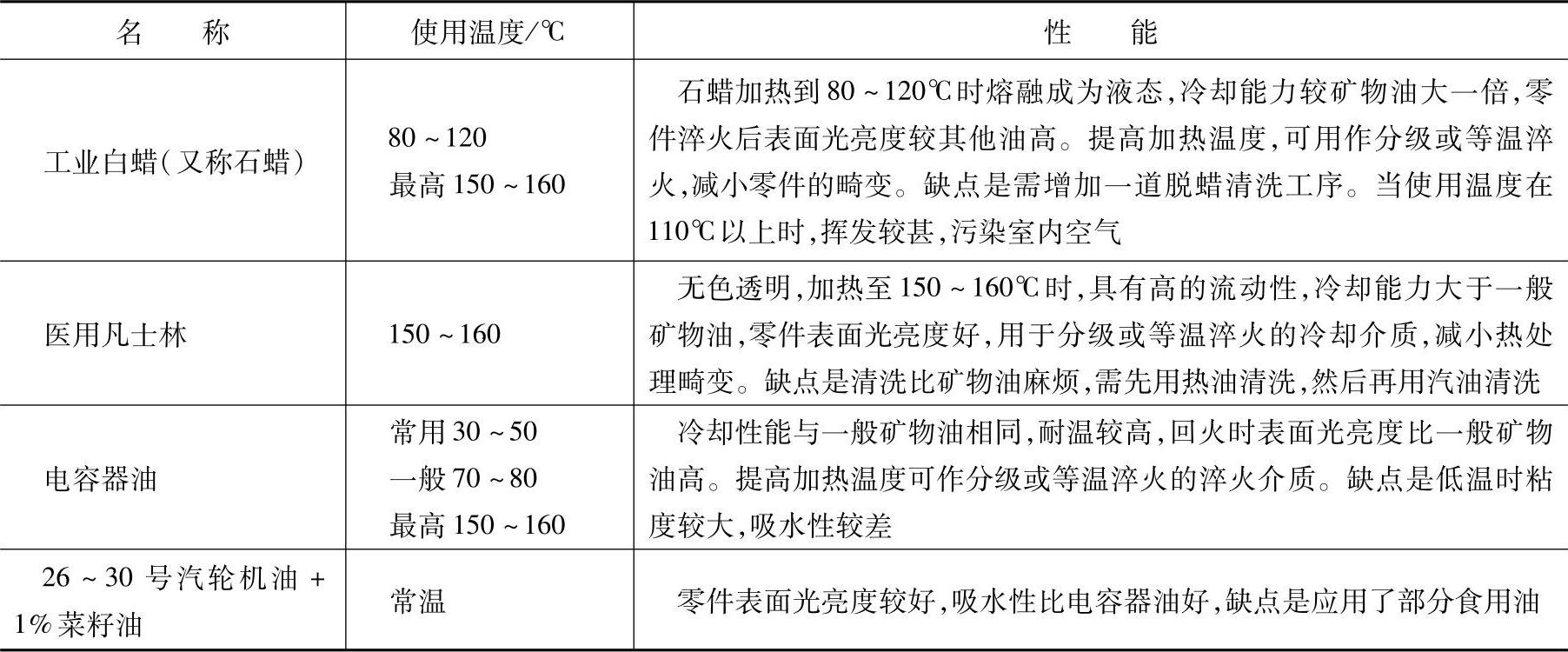
表18-279 手表零件的低温回火,去应力退火与低温退火工艺
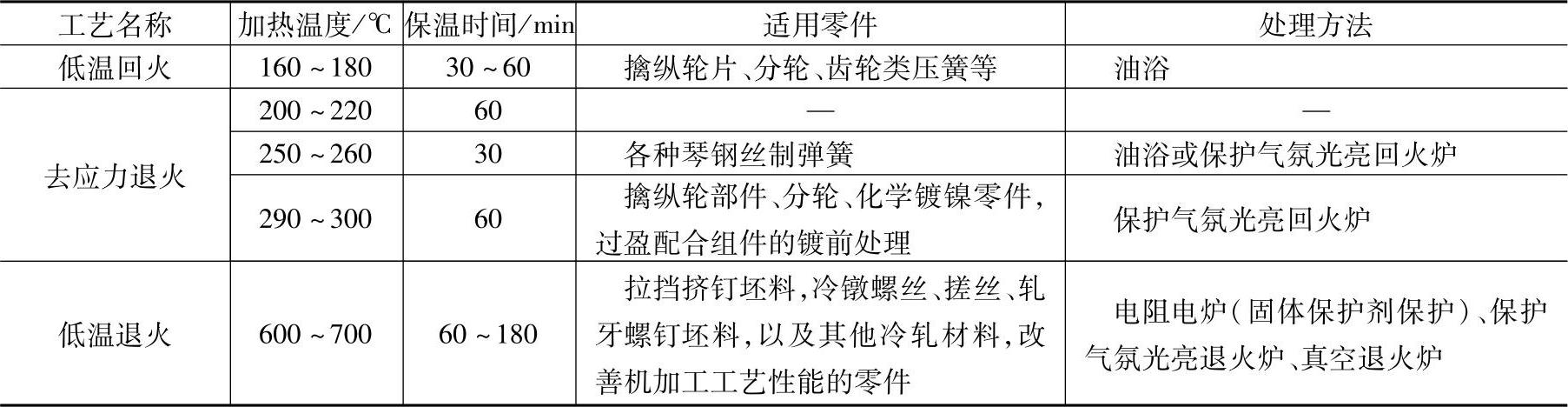
表18-280 铜和铜合金手表零件的热处理工艺
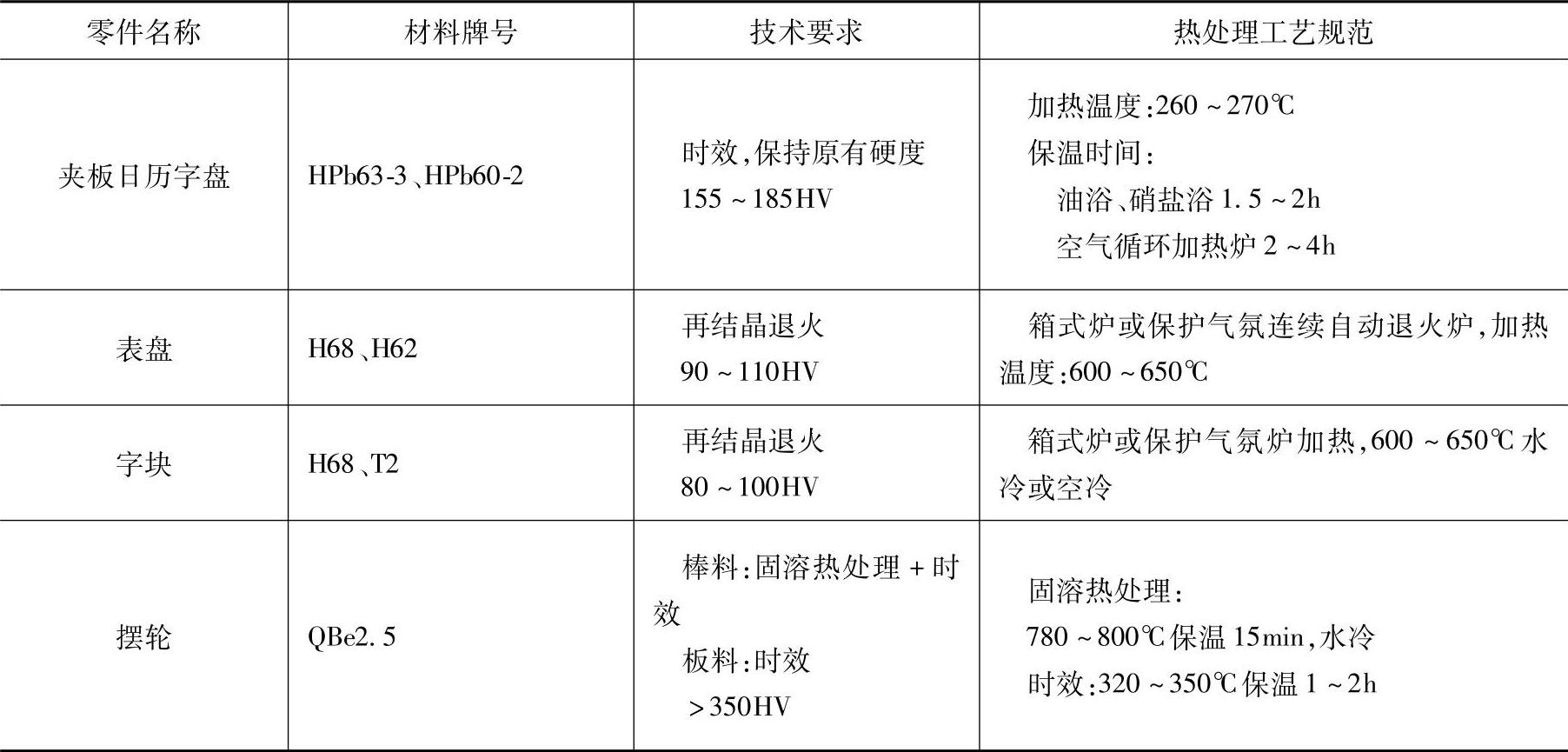
表18-281 手表零件热处理质量检验要求
 (https://www.xing528.com)
(https://www.xing528.com)
表18-282 统机零件的体积畸变
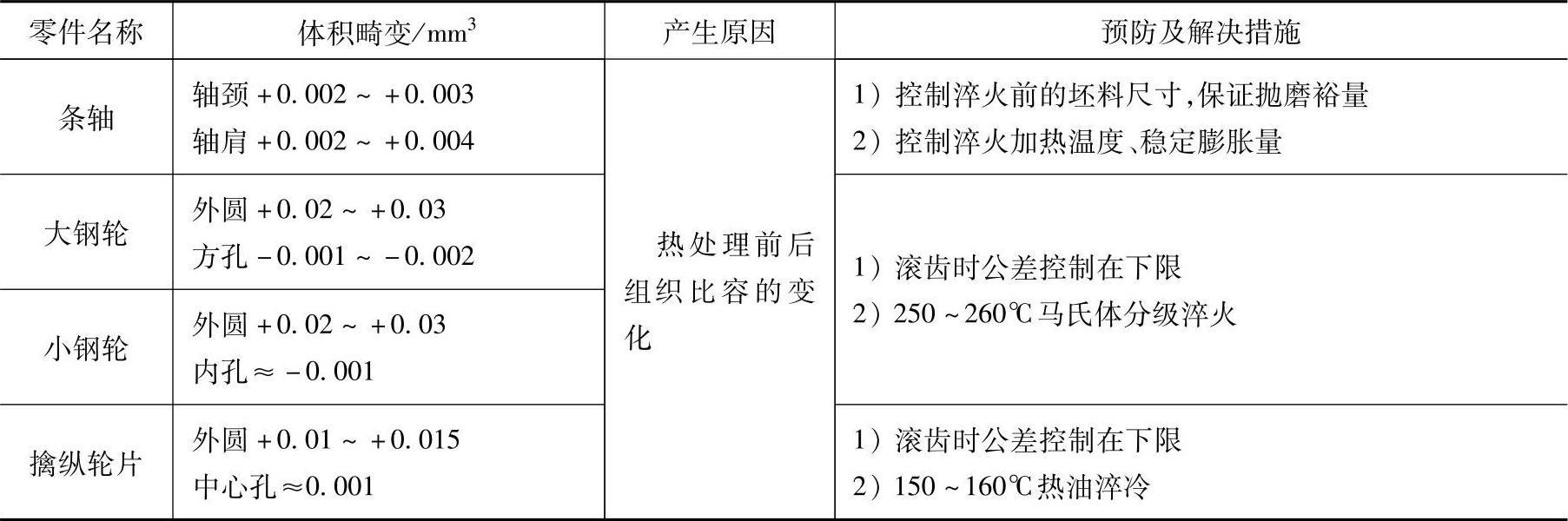
注:表中畸变量为统计数字,与原材料成分偏差、原始组织及热处理前机加工等均有关系。一般以长期生产的统计数字为依据,用控制机加工裕量的方法来控制膨胀超差。
表18-283 统一机芯表典型零件热处理后硬度不均匀
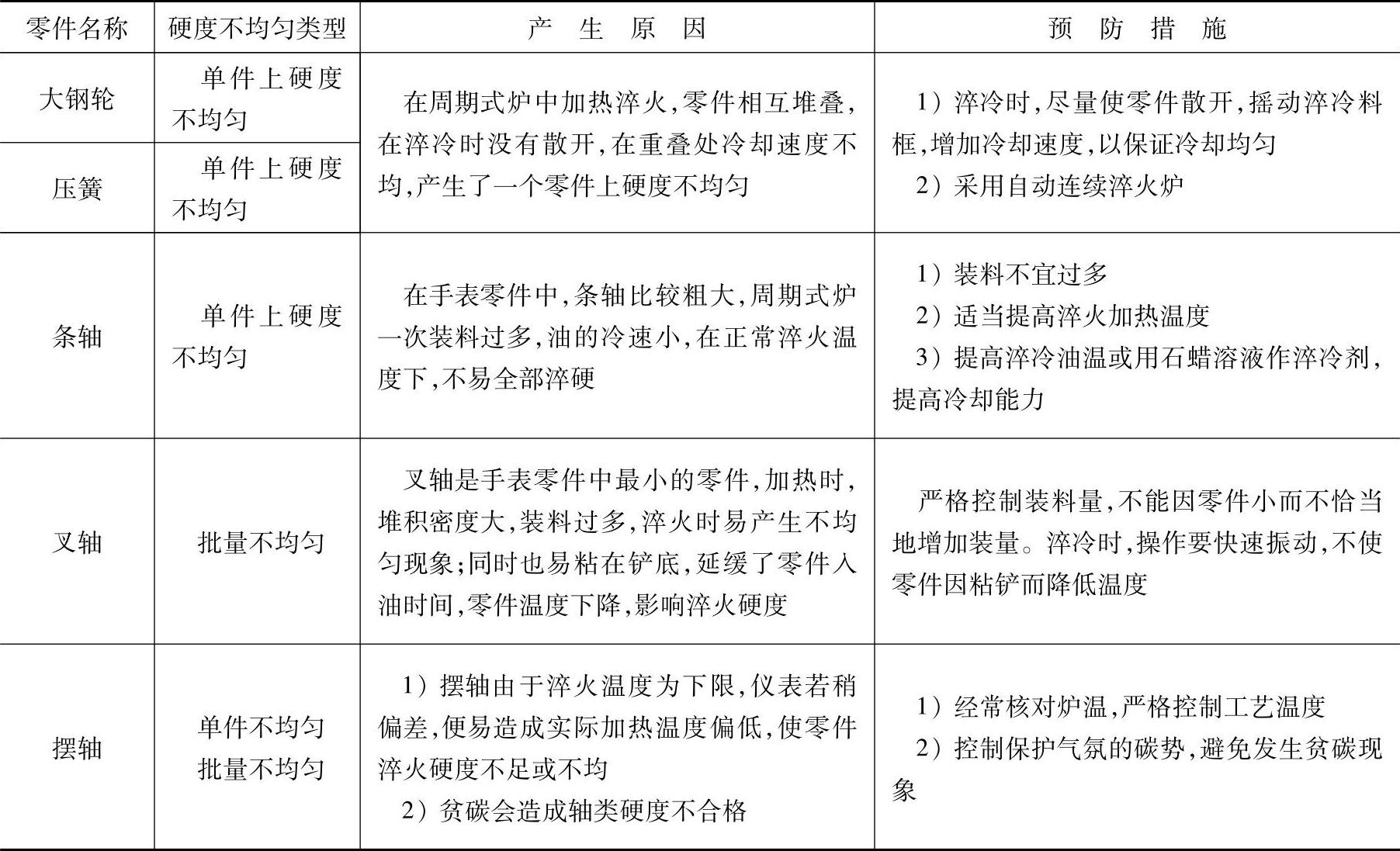
注:其他零件如螺钉、快慢针、中心齿轴等,因热处理或原材料问题,都能发生淬火后硬度不均匀现象,应加以注意。
表18-284 典型的形状畸变零件
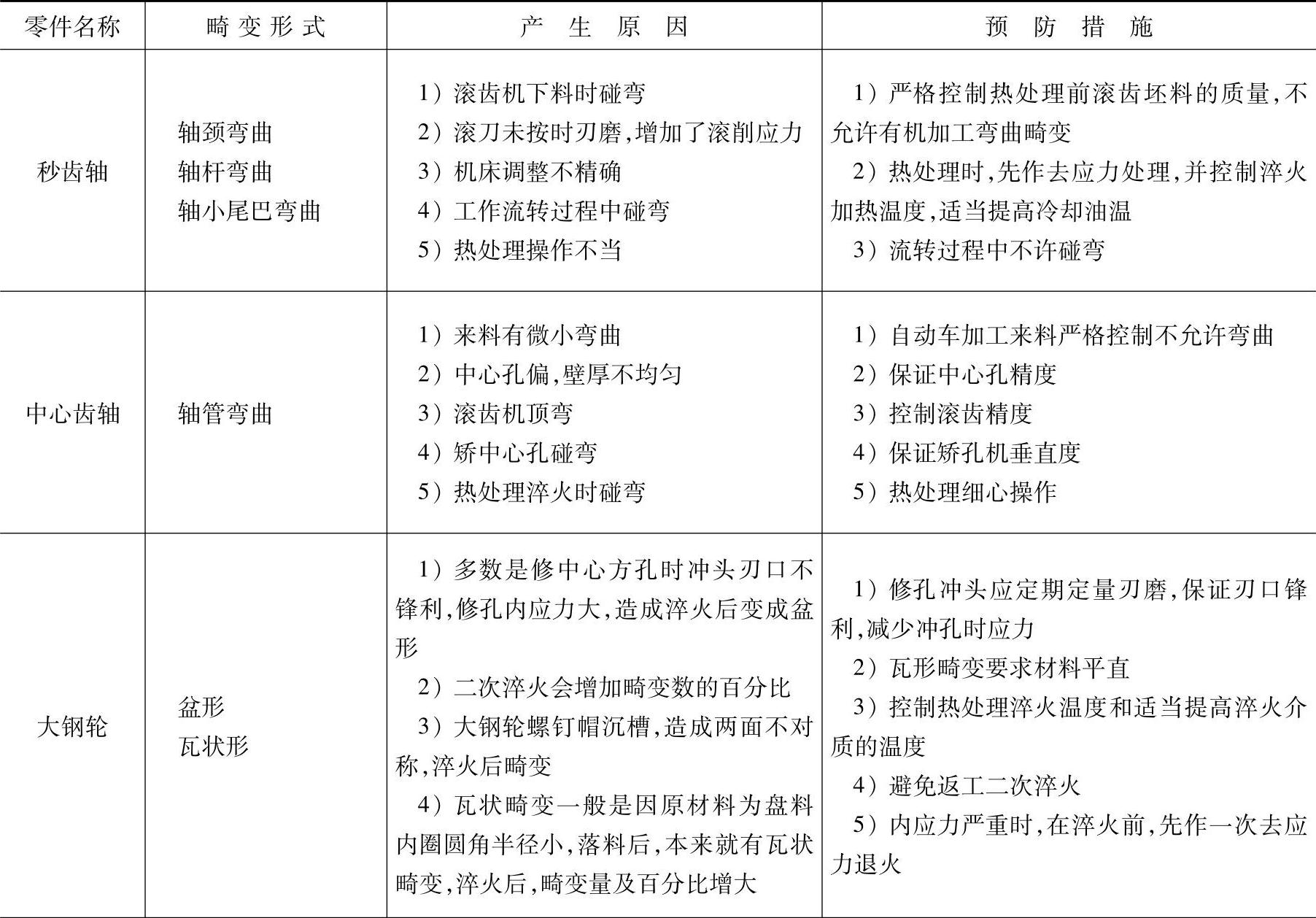
(续)
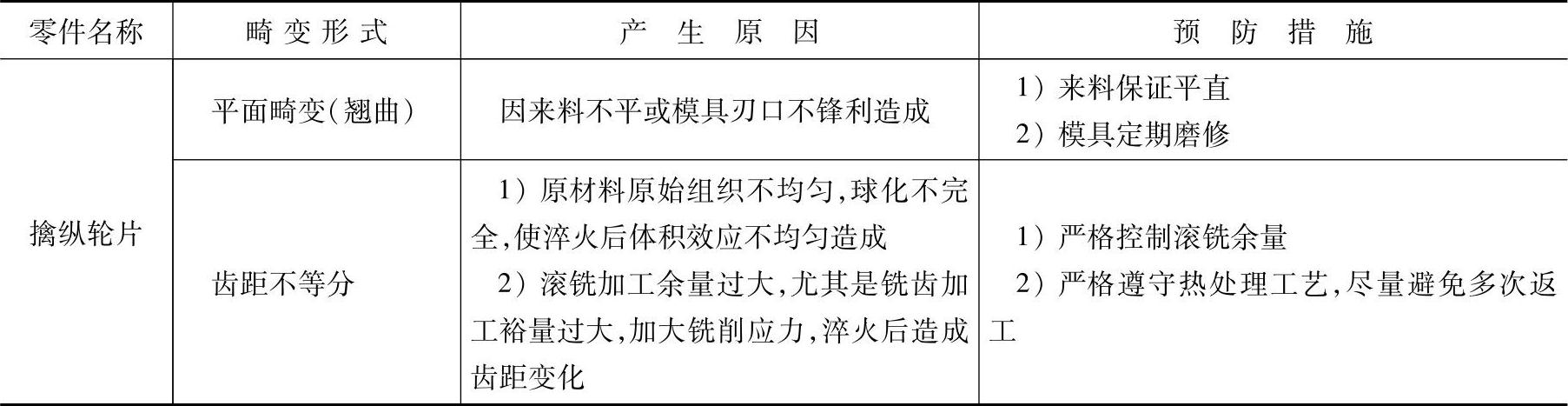
表18-285 手表典型零件脆断形式
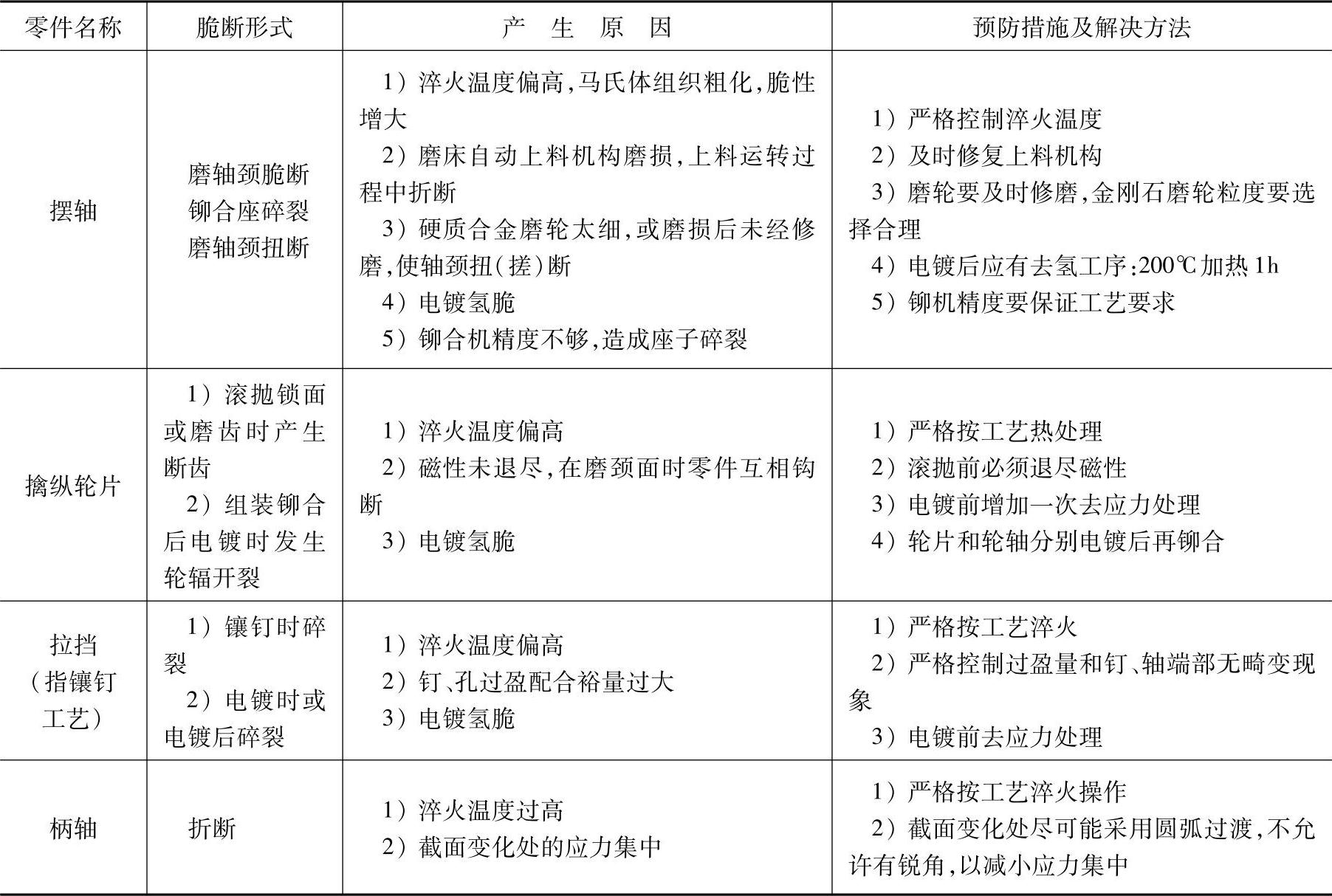
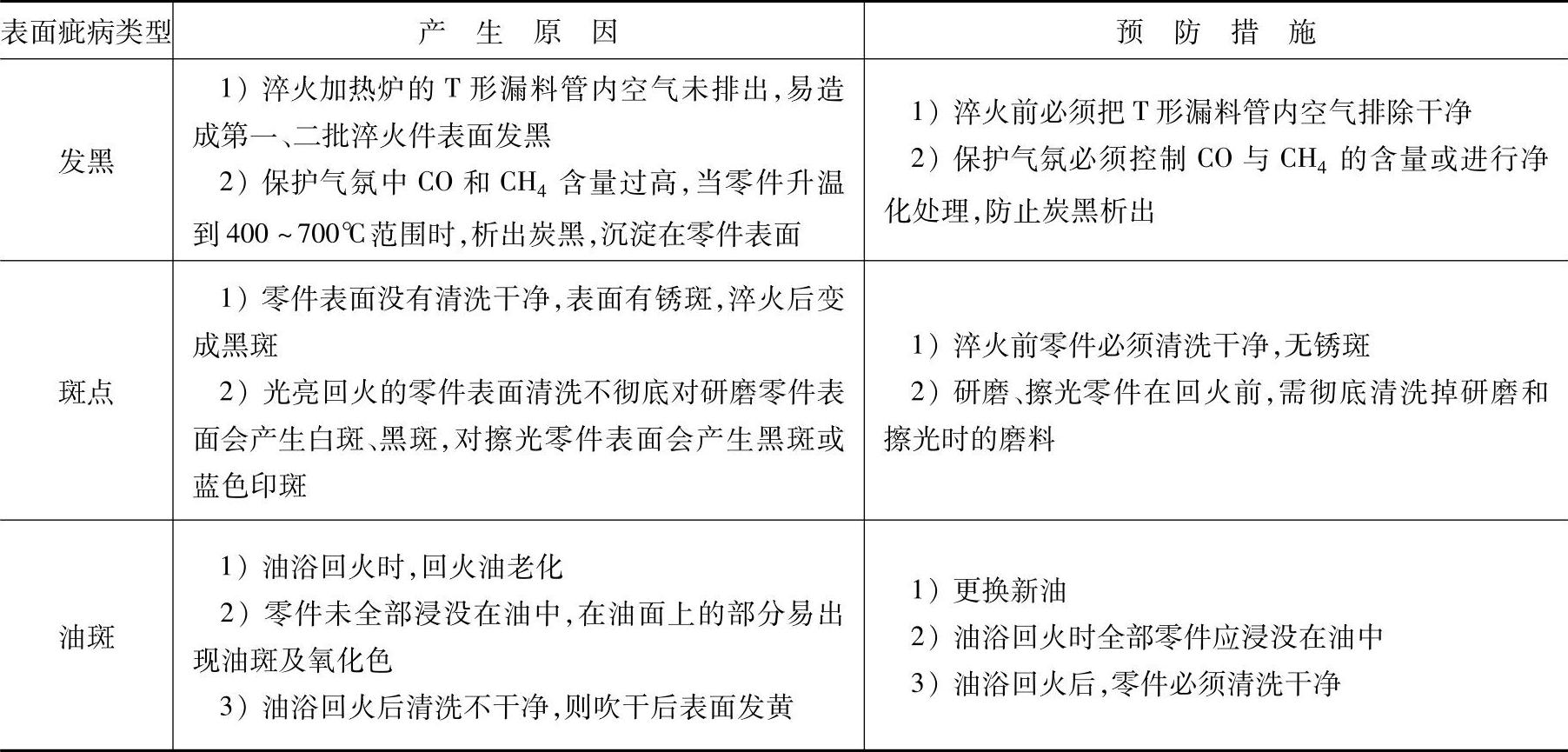
表18-286 手表零件热处理后的表面质量缺陷
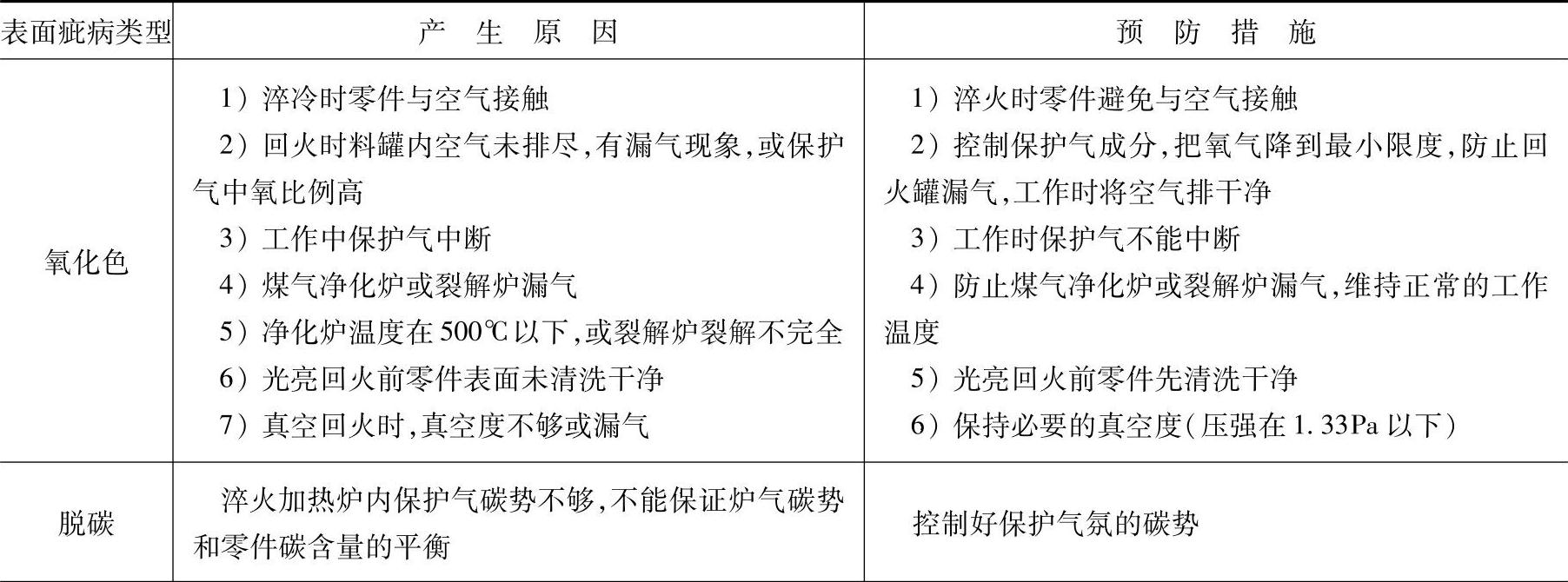
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。