



几种有代表性的碳素工具钢、合金工具钢和高速钢淬火及回火后的金相组织中,碳化物、残留奥氏体所占的比例,见表18-218。
1.碳素工具钢与合金工具钢热处理后的金相组织
碳素工具钢热处理后的金相检验主要是检查马氏体针的大小,用以衡量淬火加热是否恰当,有无淬火过热或淬火不足的现象发生。
表18-218 典型切削工具用钢热处理后的相组成

①基体为马氏体。
图18-77所示为碳素工具钢的淬火马氏体级别图。丝锥、锉刀淬火后的马氏体级别不应大于3级;手用锯条不应大于2.5级。马氏体级别过高,例如达到4级以上,说明淬火温度过高,工具的韧性下降。如果工具的刃部发现有托氏体,说明淬火温度不足,这是不允许的。
9SiCr一类的低合金工具钢的淬火组织的金相检验仍以检验淬火后马氏体针的大小作为衡量标准。合金工具钢淬火后马氏体针的尺寸按图18-78来评定,丝锥、板牙、搓丝板不应大于3.5级,铰刀不应大于3级。
2.高速钢热处理后的金相组织
(1)淬火晶粒度W6Mo5Cr4V2等Mo高速钢淬火晶粒度评级图,如图18-79所示,W系及WMo系高速钢淬火大块碳化物评级图参考GB/T 9943—2008。
高速钢淬火晶粒度的大小是淬火加热温度和加热时间的直接反映,它与钢的强度、韧性、耐磨性、热硬性和工具的使用寿命有直接关系,对车刀、大规格锥柄钻头等要求耐磨性、热硬性较高而且承受冲击力较小的工具,淬火晶粒度可以稍粗大一些。对小规格钻头、中心钻、丝锥、细长拉刀等要求较高强度和韧性的刀具,淬火晶粒度应稍细一些。

图18-77 碳素工具钢淬火马氏体级别[w(硝酸酒精)为4%的溶液浸蚀500×]
a)1级 b)2级 c)3级 d)4级 e)5级f )6级

图18-78 合金工具钢淬火马氏体级别[w(硝酸酒精)为4%的溶液浸蚀500×]
a)1级 b)2级 c)3级 d)4级 e)5级 f)6级(https://www.xing528.com)

图18-79 高速钢淬火晶粒度(Mo系)(500×) [w(硝酸酒精)为4%的溶液浸蚀]
a)11号 b)10.5号 c)10号 d)9.5号 e)9号 f)8号
各种高速钢工具淬火晶粒度的参考数据,见表18-218所示。可以根据工具的生产和使用情况具体选择晶粒度最佳范围。
在检查淬火晶粒度时,尚需参考碳化物溶解情况来综合考虑淬火加热的效果。碳化物溶解情况目前尚无较好的检查方法,通常以淬火后每个晶粒内残留的碳化物颗粒的多少来衡量。
(2)高速钢淬火过热程度的检查 高速钢淬火过热程度以碳化物形貌的变化来确定。根据碳化物沿晶界的伸长托尾及呈网状的程度的不同,来确定过热级别。图18-80所示为适用于W6Mo5Cr4V2等Mo系高速钢的4级过热评级图,W系及WMo系高速钢可参考GB/T 9943—2008。
高速钢工具产生严重淬火过热时,脆性增加,容易产生崩刃,甚至不能切削各种工具允许的淬火过热级别见表18-219。
表18-219 高速钢工具热处理金相检验技术要求

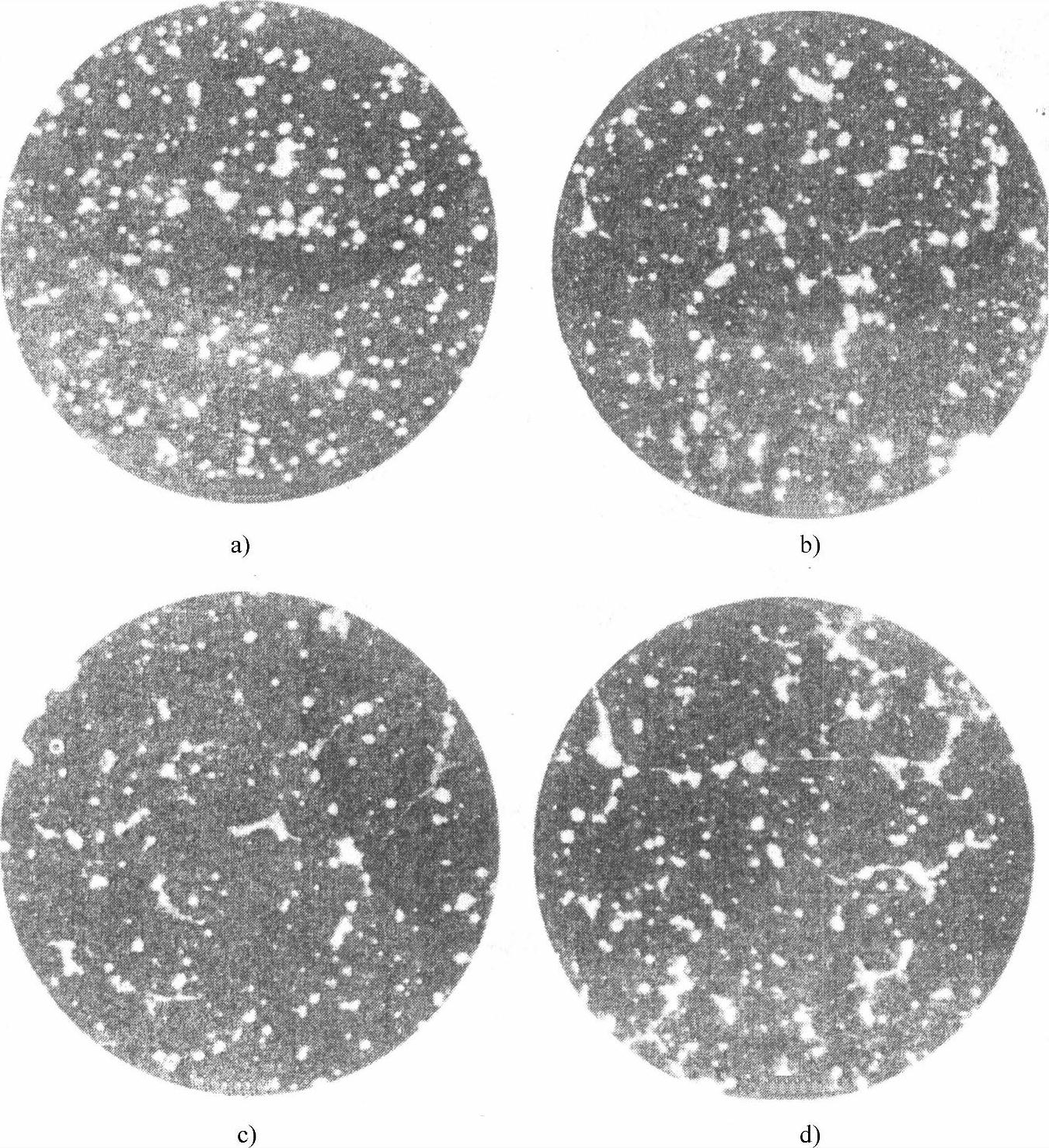
图18-80 高速钢过热级别图(Mo系)500× [w(硝酸酒精)为4%的溶液浸蚀]
a)1级 b)2级 c)3级 d)4级
(3)高速钢回火质量的检验 高速钢正常回火后,用4%(质量分数)硝酸酒精腐蚀后基体组织为黑褐色。回火不充分时颜色变浅,甚至有时会显现出晶界。根据基体组织对腐蚀的接受程度,可以判断回火是否充分。回火程度的检验受腐蚀剂的浓度、浸蚀温度的高低、浸蚀时间的长短影响较大。对4%(质量分数)硝酸酒精溶液规定的浸蚀规范为:
20~25℃≤3min;26~30℃≤2min;>30℃≤1min。
图18-81所示为W6Mo5Cr4V2等Mo系高速钢回火程度级别图,1级和2级为回火充分和正常回火,3级为回火不充分。W系高速钢和大尺寸高速钢的回火程度级别另有规定。大规格高速钢碳化物偏析严重,碳化物聚集处,奥氏体合金程度高,不易受侵蚀,容易显示回火不充分。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。