



1.支承辊用钢及技术要求
支承辊常用钢种有9Cr2Mo、70Cr3Mo、42CrMo、35CrMo等。支承辊热处理各项技术要求列于表18-197~表18-199。
表18-197 支承辊表面硬度
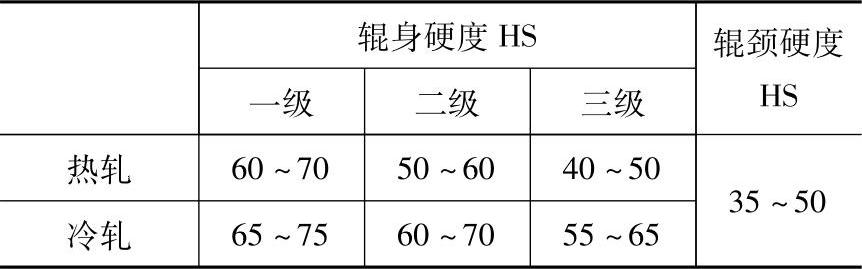
表18-198 辊身有效淬硬层深度

表18-199 辊身两端允许软带宽度

2.锻后热处理
9Cr2Mo钢整锻支承辊和辊套锻后热处理规范参照图18-62进行;42CrMo和35CrMo钢心轴按合金结构钢大锻件热处理规范进行;70Cr3Mo钢整锻支承辊锻后热处理规范如图18-68所示。
3.预备热处理
预备热处理在粗加工后进行,为最终热处理作好组织准备,满足辊颈硬度要求,其工艺规范如图18-69所示。
4.最终热处理
对于辊身表面硬度要求为40~50HS的9Cr2Mo钢整锻支承辊,其最终热处理为正火加回火,其工艺规范可参照图18-69,但回火温度要降至600~650℃。对于辊身硬度要求大于50HS的9Cr2Mo整锻支承辊,采用工频连续感应淬火和回火。感应器功率密度为0.07~0.10kW/cm2,上升速度为0.6~1.0mm/s,淬火续冷时间为35~45min。回火工艺规范如图18-70所示,回火后的表面硬度与回火温度的关系如图18-71所示。
70Cr3Mo钢整锻支承辊差温热处理工艺规范如图18-72所示。(https://www.xing528.com)
90Cr2Mo钢制镶套支承辊辊套最终热处理工艺如图18-73所示。
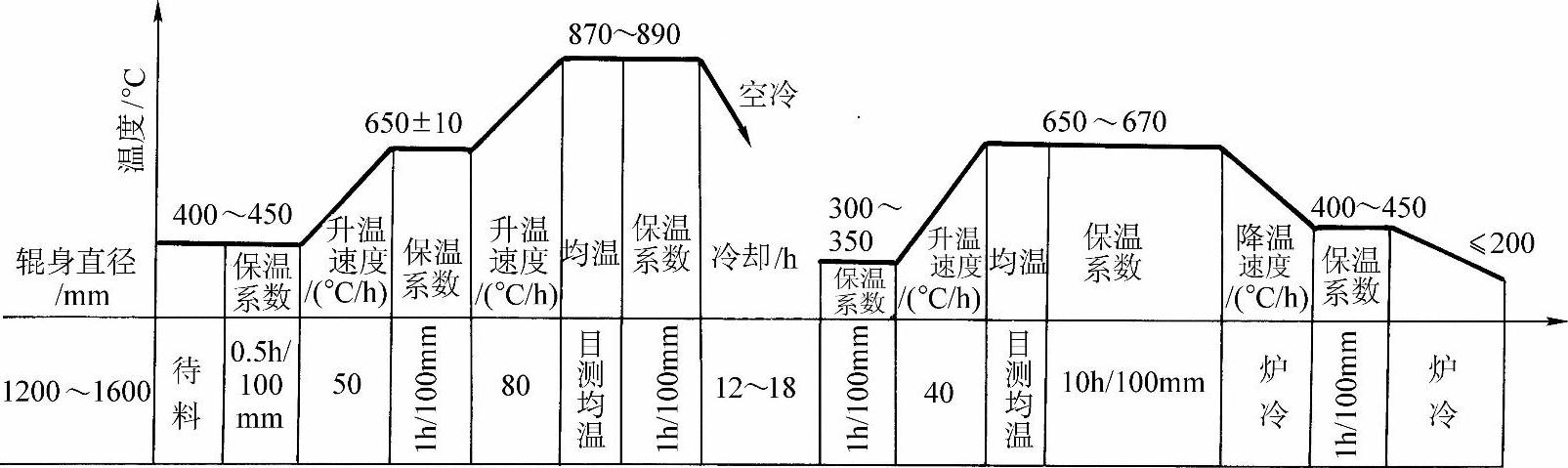
图18-68 70Cr3Mo钢支承辊锻后热处理规范
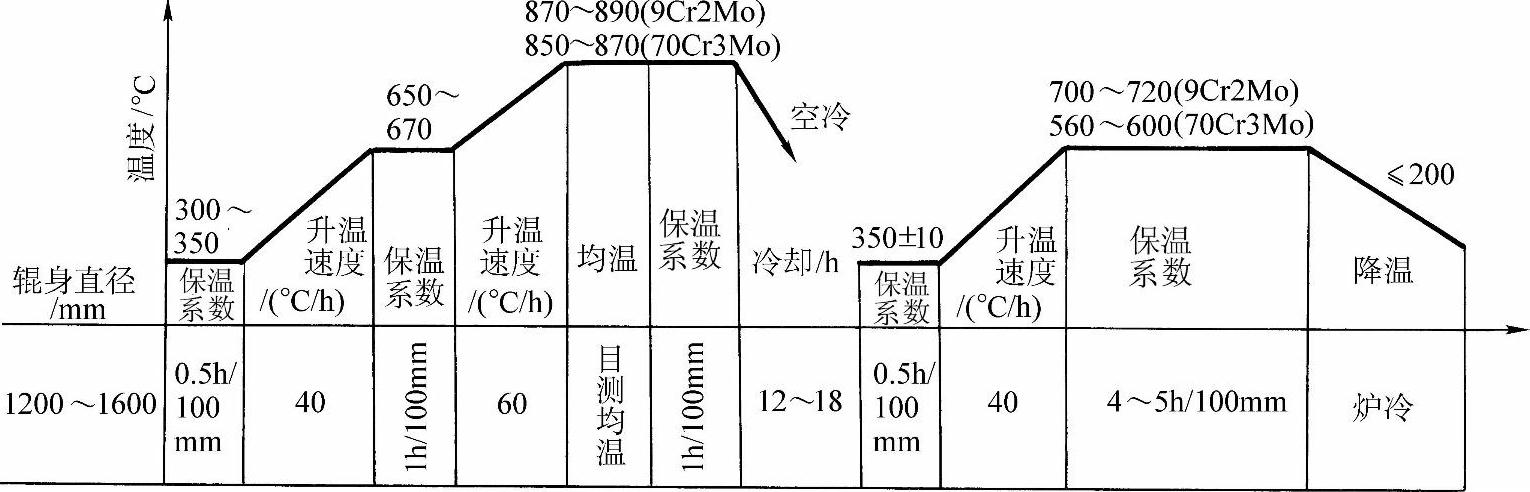
图18-69 支承辊预备热处理工艺规范
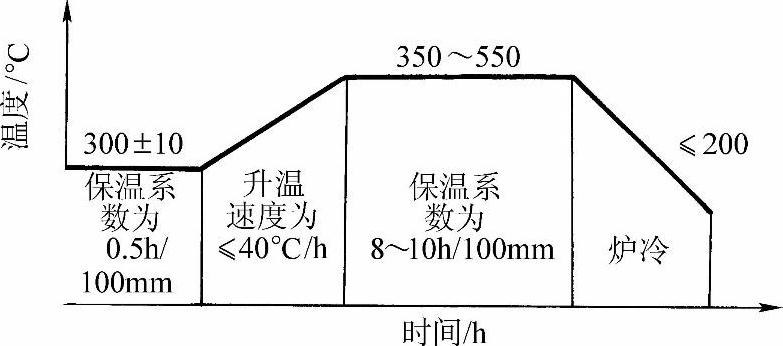
图18-70 回火工艺规范
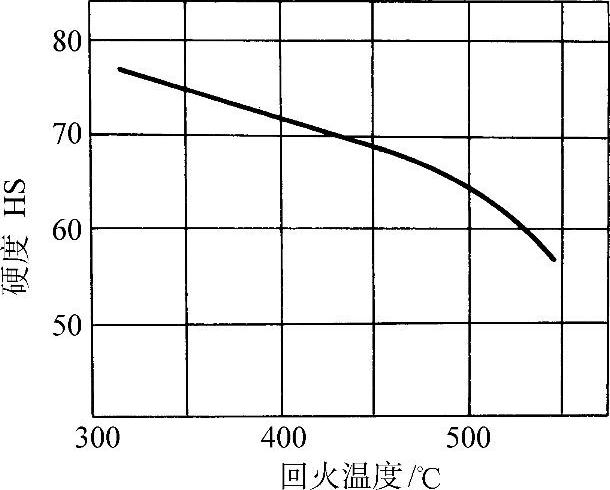
图18-71 回火后表面硬度与回火温度的关系
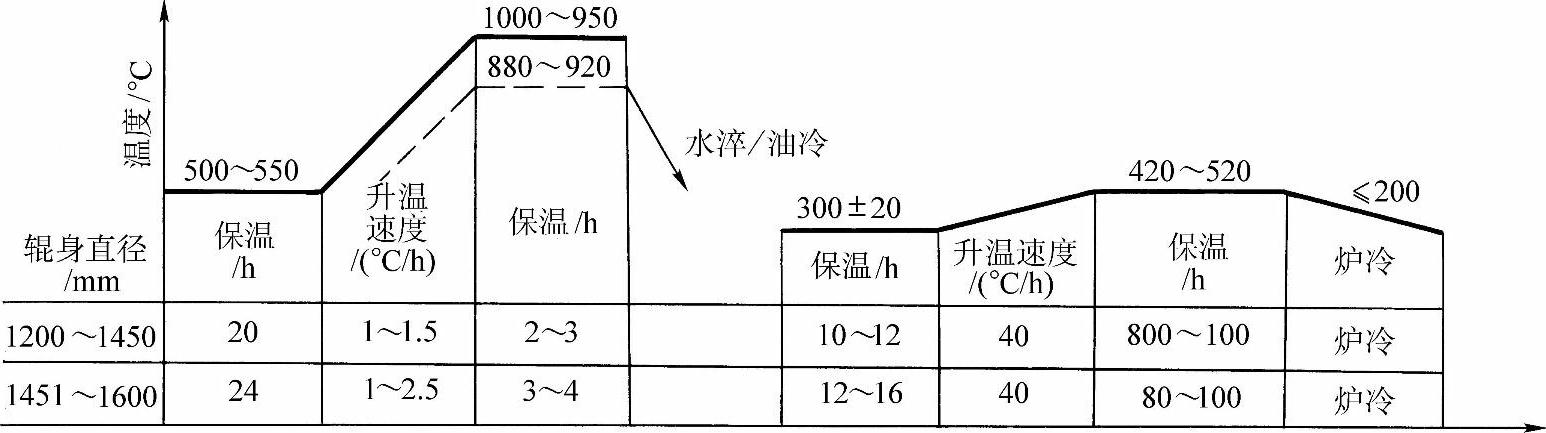
图18-72 支承辊差温热处理工艺规范(虚线为辊身表面温度,以此控制炉温)
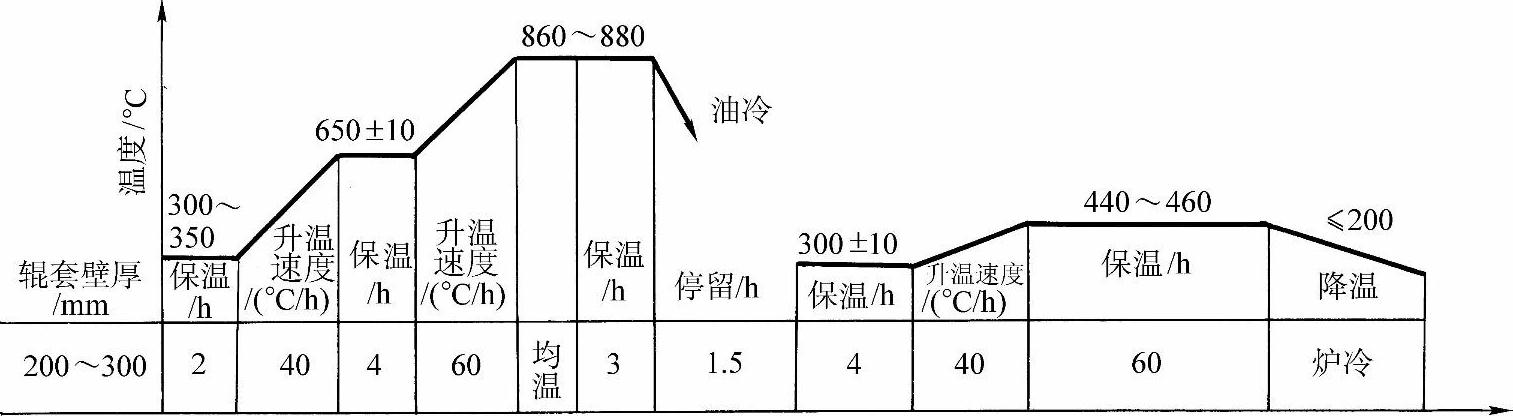
图18-73 辊套最终热处理工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。