



大型锻件锻后热处理的目的是:防止白点与氢脆、改善锻件内部组织、消除锻造应力、降低硬度提高锻件的可加工性、细化晶粒提高锻件的超声波检测性能、使锻件获得良好的力学性能或为后续热处理过程准备良好的组织条件。对于不再进行最终热处理的锻件,通过锻后热处理必须保证锻件达到技术条件规定的组织与性能。
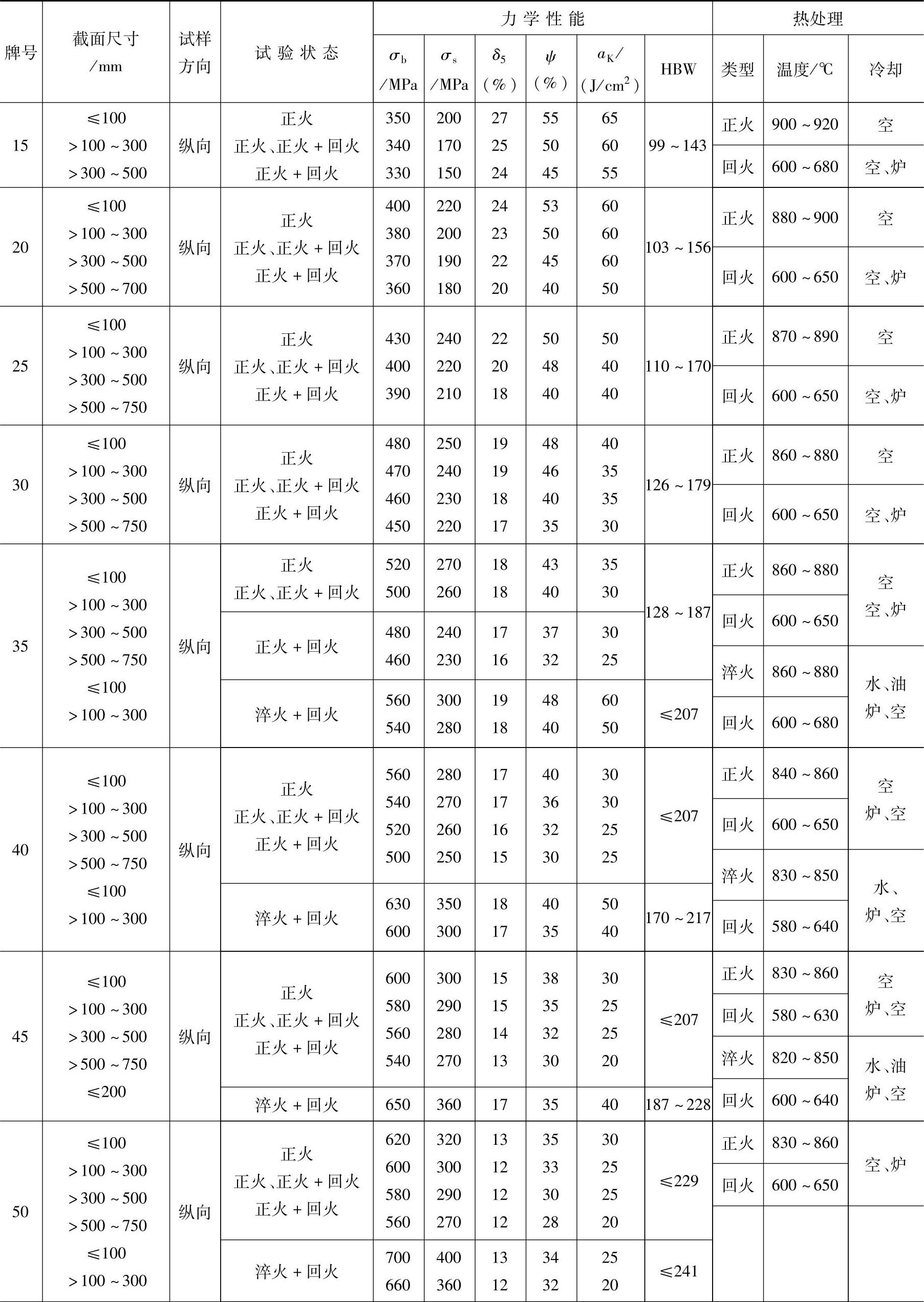
表18-179 优质碳素结构钢锻件热处理后的力学性能
(续)
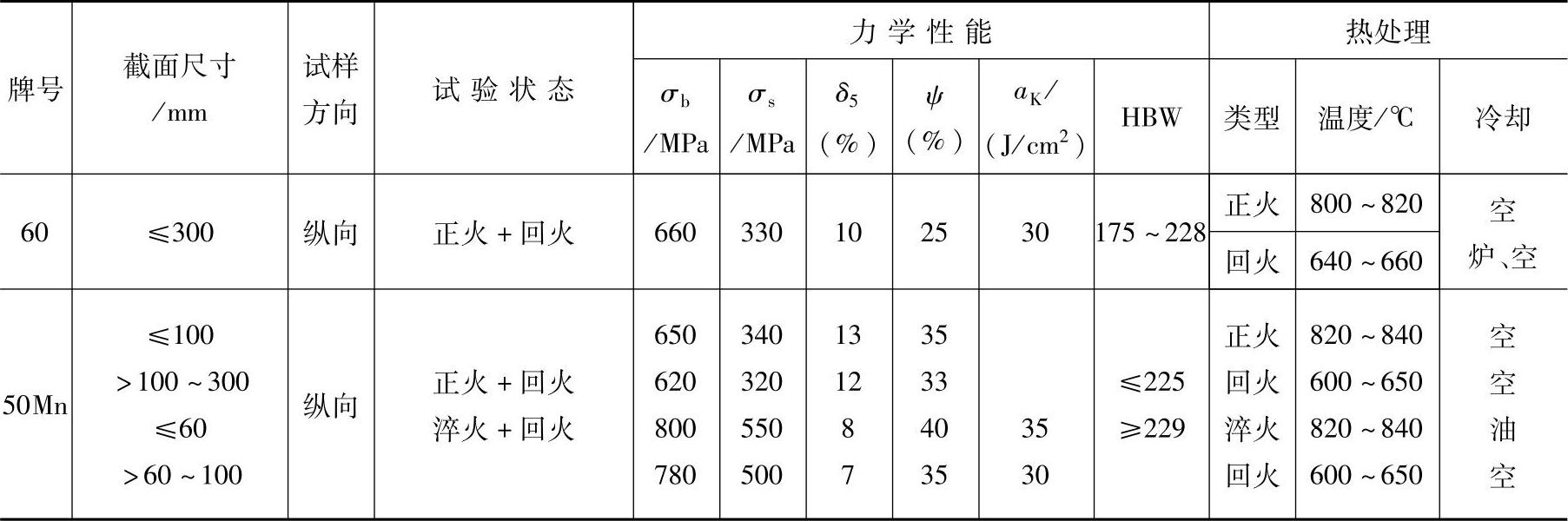
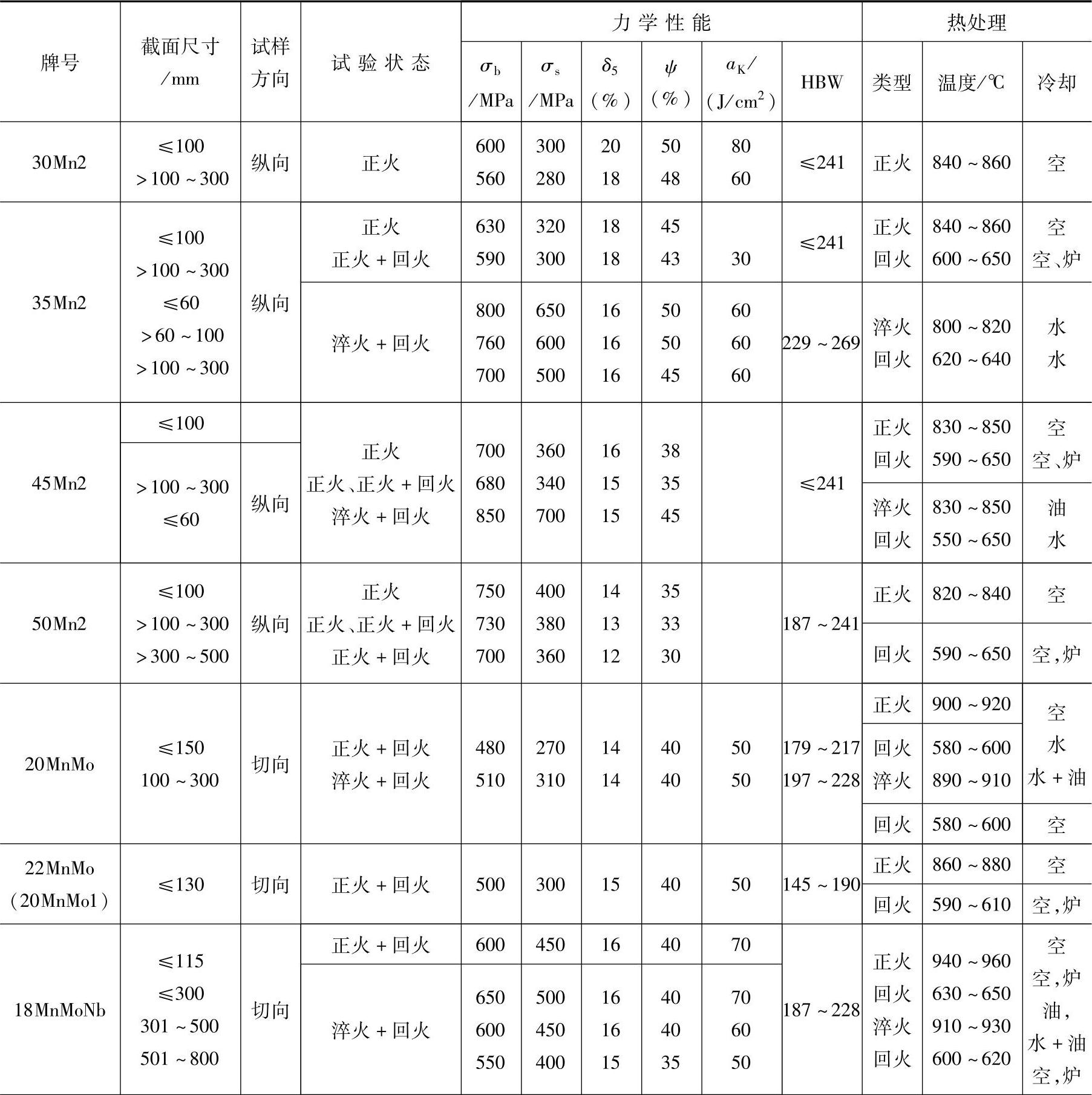
表18-180 合金结构钢锻件热处理后的力学性能
(续)
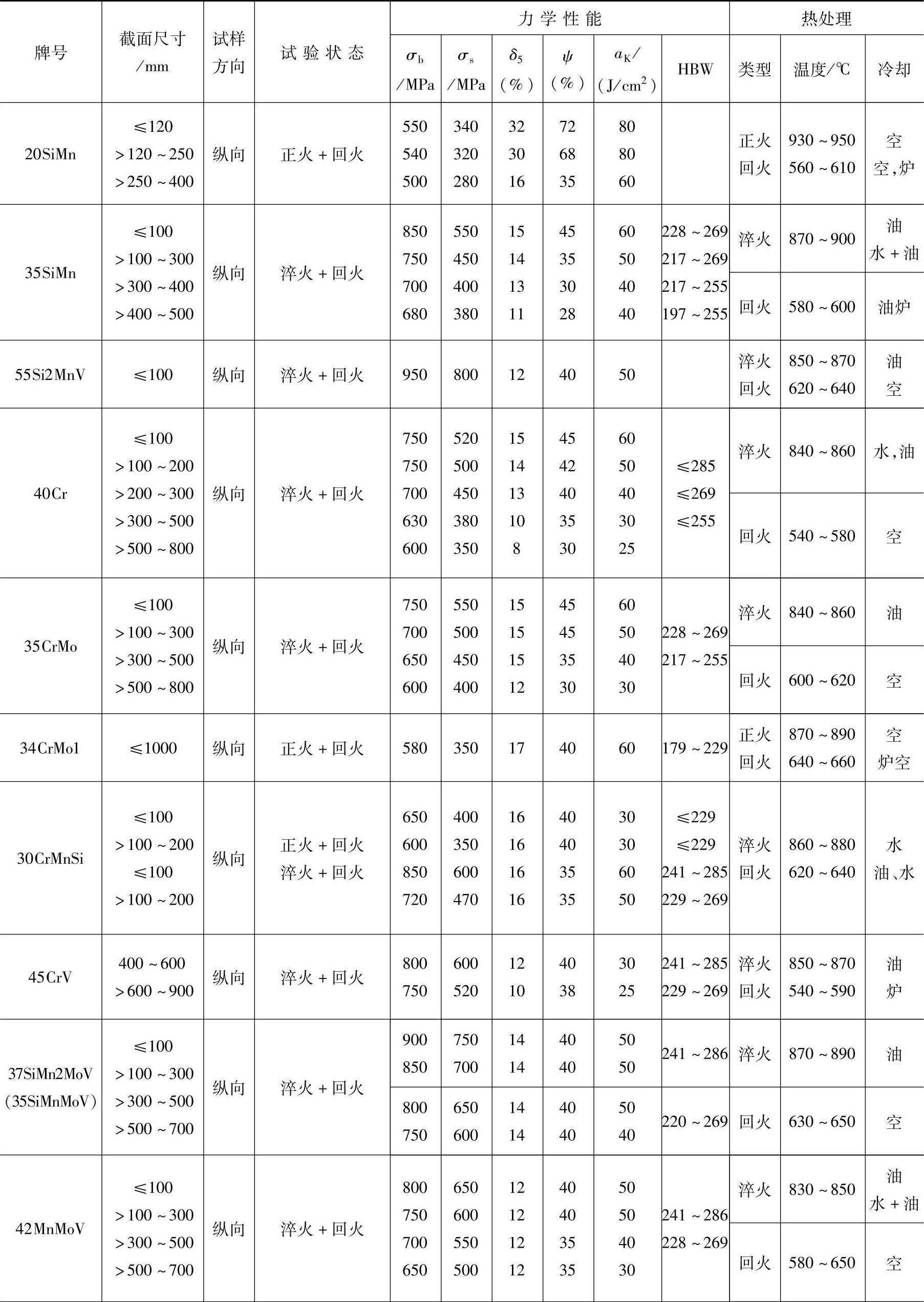
(续)
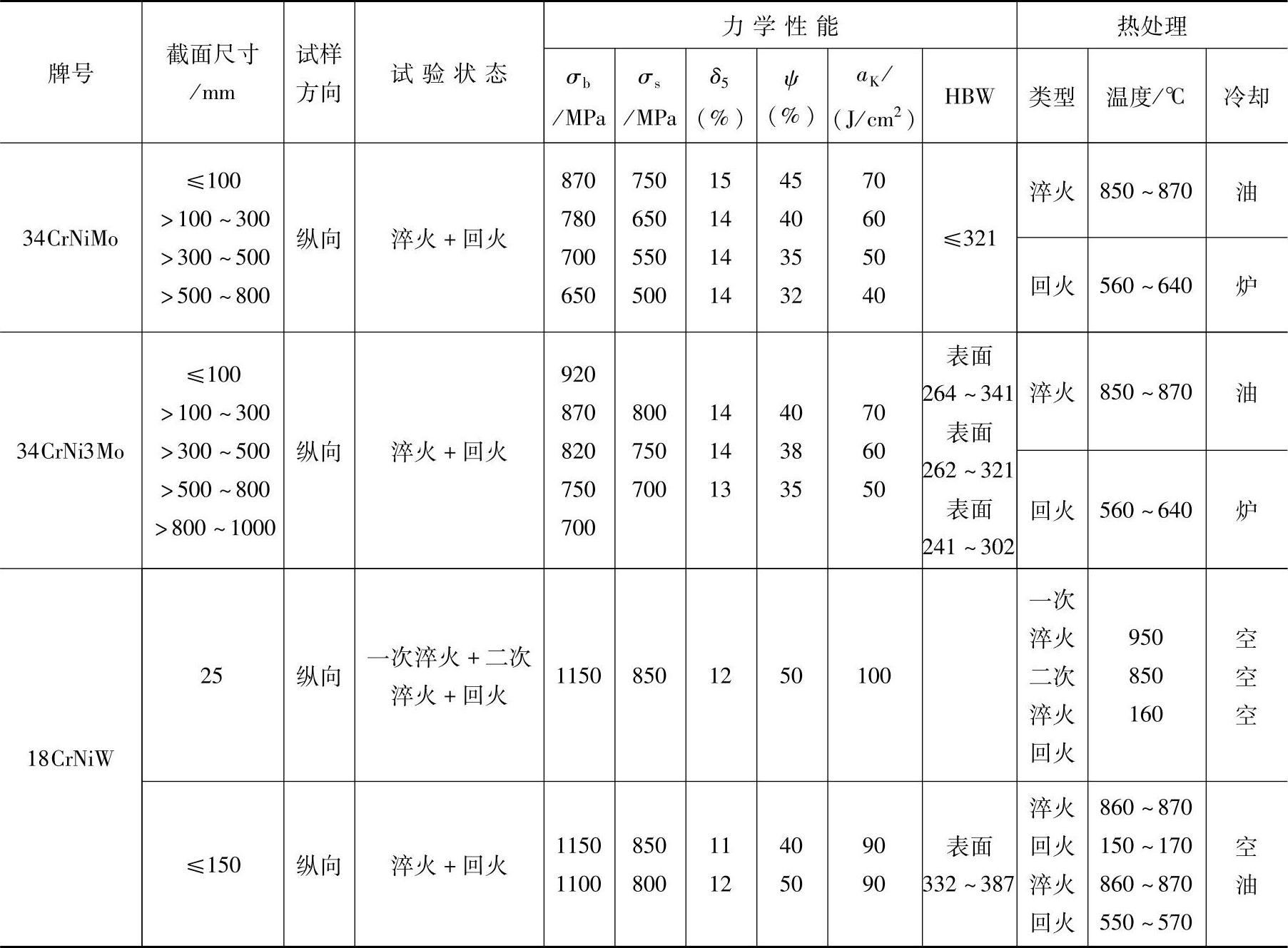
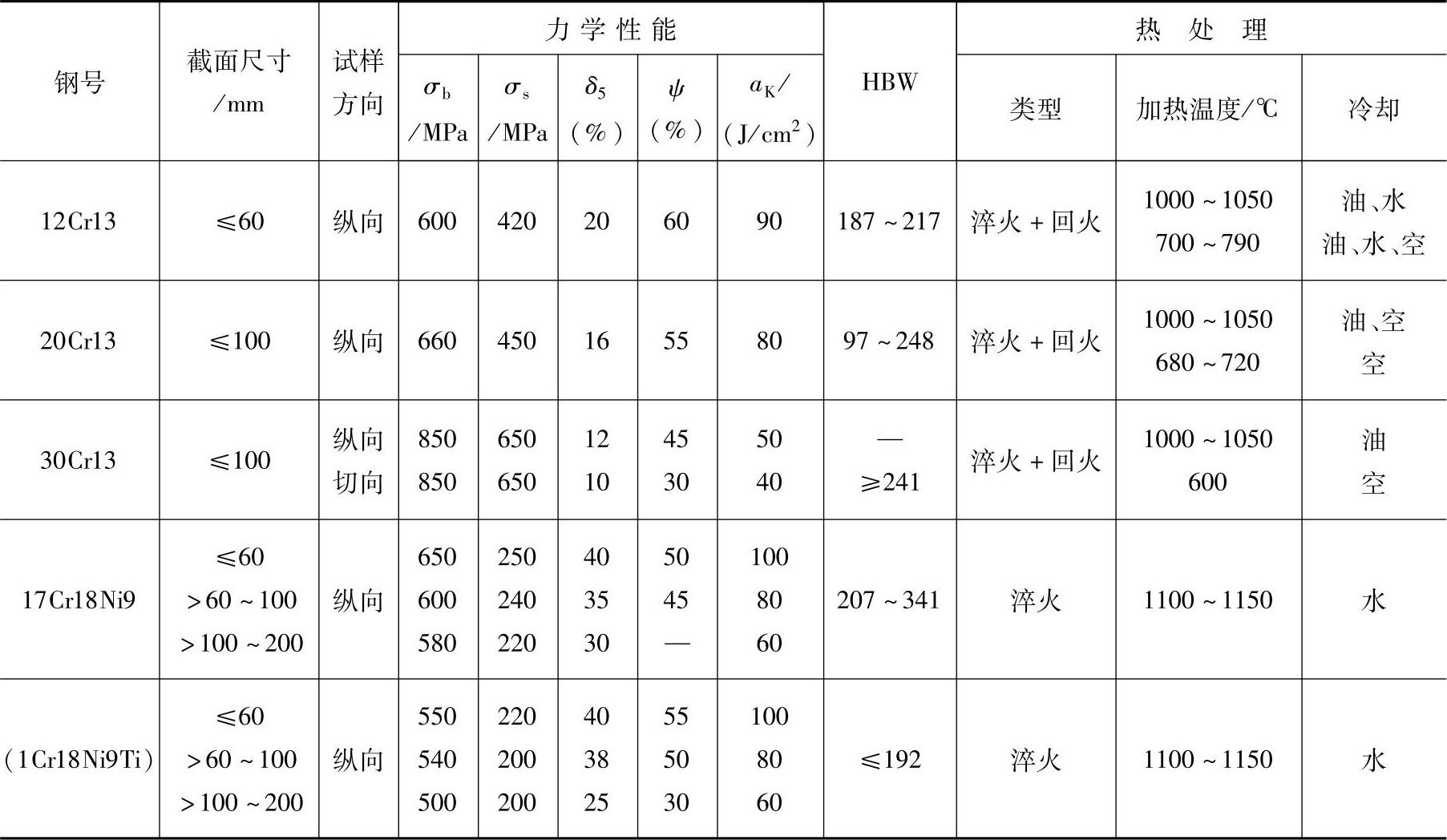
表18-181 不锈钢锻件热处理后的力学性能
1.大锻件中的白点与氢脆
白点是钢中的一种内部裂纹,其宏观形貌如图18-46所示。在锻件的纵向断裂面上呈现为边缘清晰的圆形或椭圆形银白色斑点,在横向低倍试片上为发纹状小裂纹,长度数毫米,最长达数十毫米。
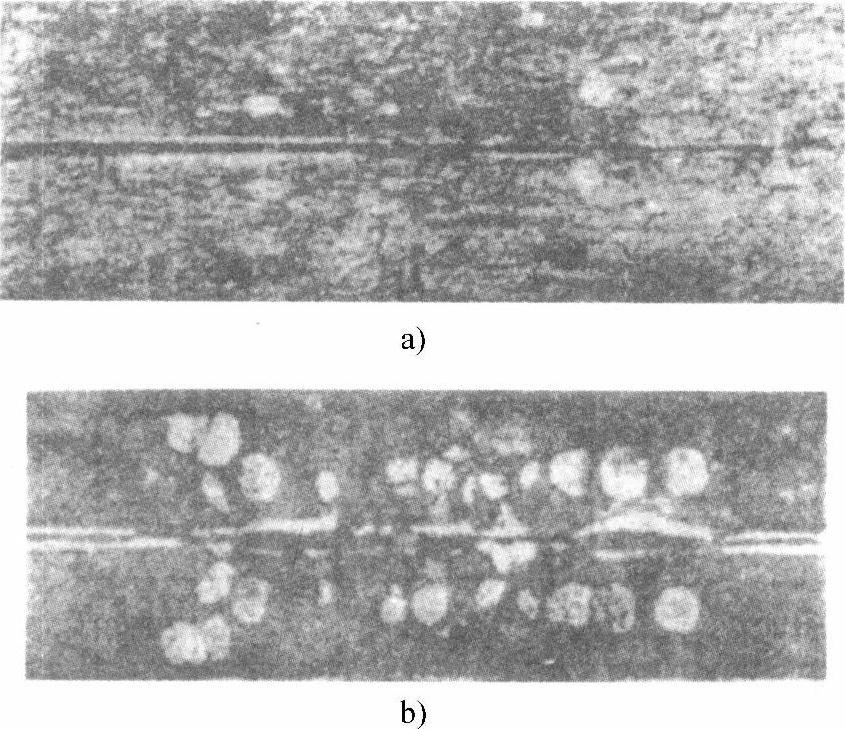
图18-46 白点的宏观照片
a)横向试样照片 b)纵向试样照片
白点的存在使钢的力学性能,特别是横向的塑性与韧性显著降低,严重影响零件的使用性能和寿命。因此一旦发现白点,锻件即应报废。
白点是在钢中的氢与应力联合作用下产生的,其形成温度约为200℃至室温。防止白点产生的根本方法是减少钢中的氢含量,使钢中残留氢限制在钢的无白点极限氢含量以下。一般认为锻件氢含量在(2~3)×10-6(质量分数)以下时,可以避免白点的产生,对于重要大锻件,残余氢应降至(1~1.5)×10-6(质量分数)以下。减少钢中氢含量主要通过以下两种途径,一是对钢液真空处理或采用真空浇注的方法;一是通过锻后热处理(退火或正火)使钢中的氢扩散出去。
不同钢种锻件的白点敏感性与钢的化学成分及组织状态等因素有关。按照白点敏感性大小,可将生产中常用的钢号分为以下四组:
Ⅰ组:15、20、35、40、45、50、55、40Mn、50Mn等。(https://www.xing528.com)
Ⅱ组:15CrMo、20CrMo、20Cr、35CrMo、40Cr、40CrMo、50Cr、34CrMo1A等。
Ⅲ组:24CrMoV、34CrNi1Mo、35CrNiW、27SiMnMoV、5CrNiMo、5CrNiW、60CrMnMo等。
Ⅳ组:34CrNi2Mo、34CrNi3Mo、20Cr2Ni4MoA、18Cr2Ni4W、18CrNiW等。
2.锻后热处理
典型的锻后热处理工艺按钢的白点敏感性划分主要有以下两种形式,如图18-47和图18-48所示。
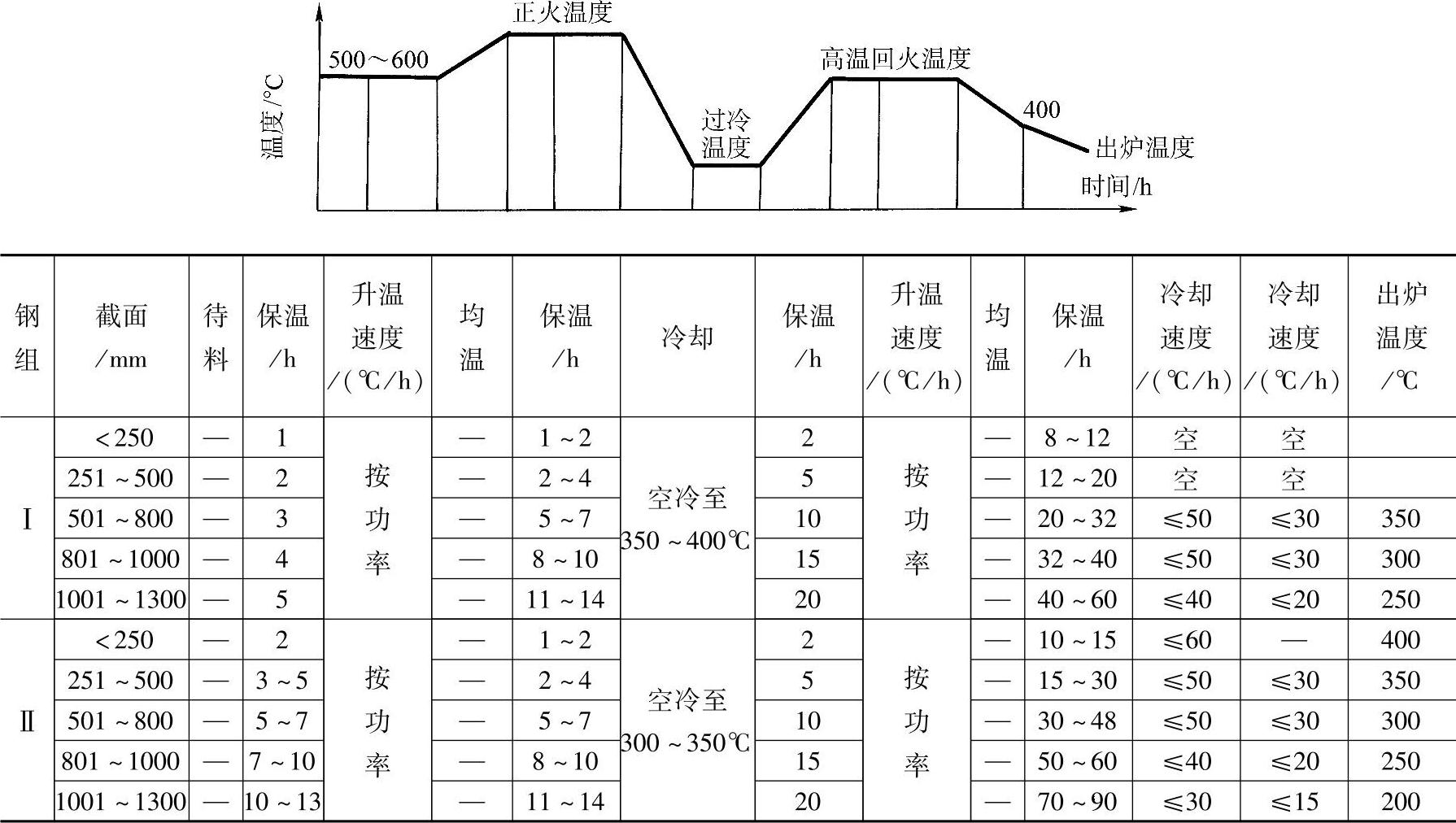
图18-47 Ⅰ、Ⅱ组钢典型的锻后热处理工艺(Ⅰ组钢过冷温度400~500℃,Ⅱ组钢350~400℃)
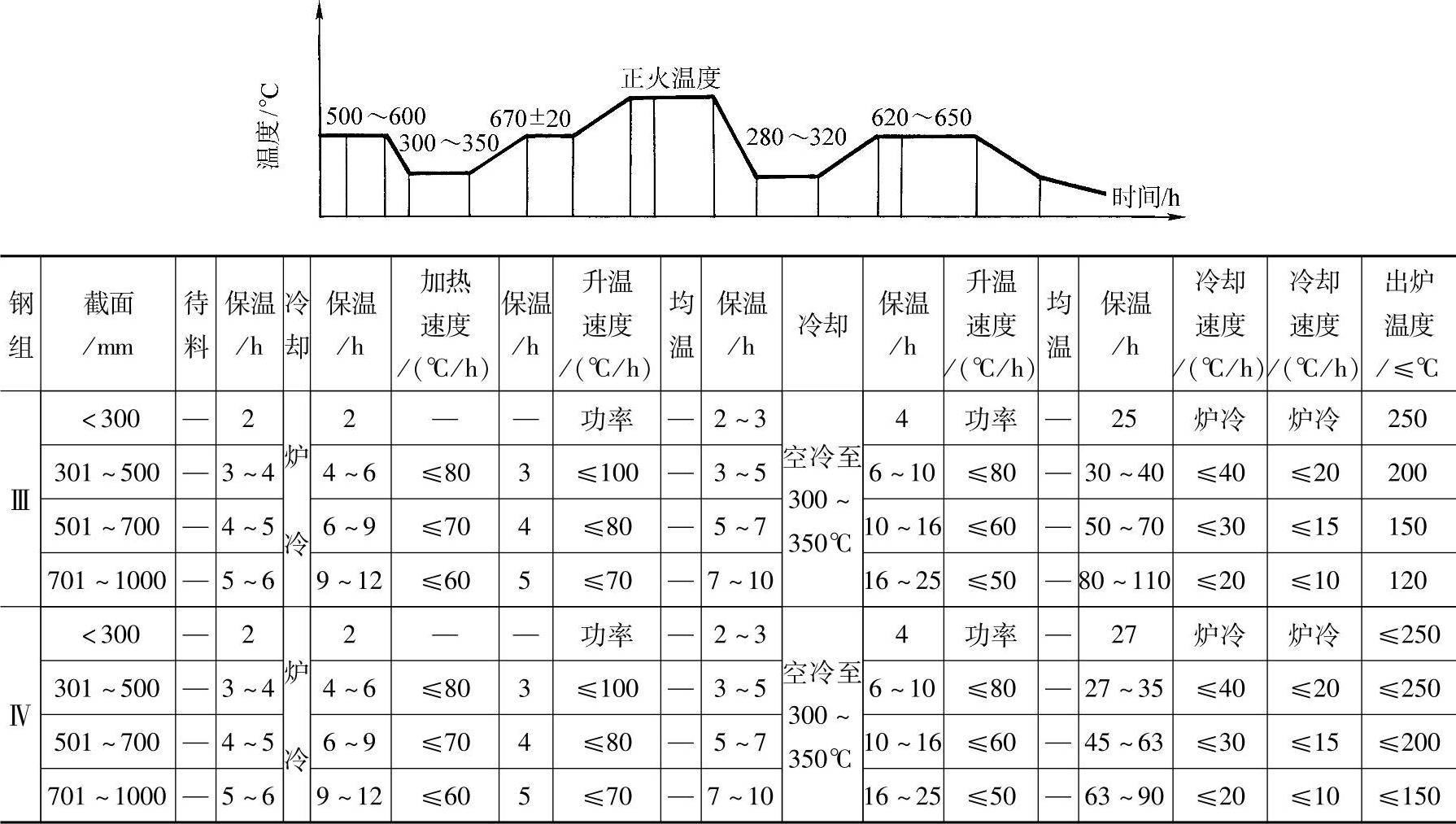
图18-48 Ⅲ、Ⅳ组钢典型的锻后热处理工艺
锻后热处理主要有以下几部分组成:
1)保温及过冷。通常锻件趁热装入热处理炉中在500~700℃范围内待料,待料温度应选在过冷奥氏体分解最快的温度。如待料温度不能保证奥氏体分解,待料后将进行一次过冷。保温及过冷过程中使锻件尽快充分地分解成铁素体-碳化物的混合组织有利于氢的脱溶与扩散,同时有利于晶粒的调整与细化,为随后的重结晶作组织准备。
碳钢和低合金钢的过冷温度多选用550~600℃,为了使锻件心部也能较快地过冷到奥氏体分解最快的温度,也常采用400~450℃的过冷温度。高合金钢锻件的过冷温度一般选在马氏体转变点附近300~350℃。
2)再结晶。再结晶的目的是改善锻件的组织均匀性、细化晶粒。对于多数碳钢锻件和部分低合金钢锻件的锻后热处理就是最终热处理,因此在锻后热处理中均需安排一次正火和回火,以使其获得必要的组织与性能。对于合金元素较多、性能要求较高的锻件,尽管还要进行最终热处理,锻后也要进行一次甚至多次再结晶,以便改善锻件的组织和性能,为最终热处理作好组织准备和提高锻件的超声波检测性能。
再结晶时锻件的正火或退火温度一般选取Ac3+(40~80)℃。对于尺寸较大或合金元素较多的锻件,加热时可在≈650℃进行一次保温,以减小锻件的内外温差和内应力。正火后进行一次过冷,过冷温度应保证奥氏体能够较快和完全分解。第Ⅰ组钢的过冷温度为400~500℃,第Ⅱ组为350~400℃,第Ⅲ、Ⅳ组为280~320℃。
3)等温。等温扩氢温度一般略低于A1点(580~660℃)。等温时间要保证锻件中的氢降至极限氢含量以下并使其分布均匀,以免除白点、氢脆的危害。因等温温度与高温回火温度相近,故有时将它们列在一起。
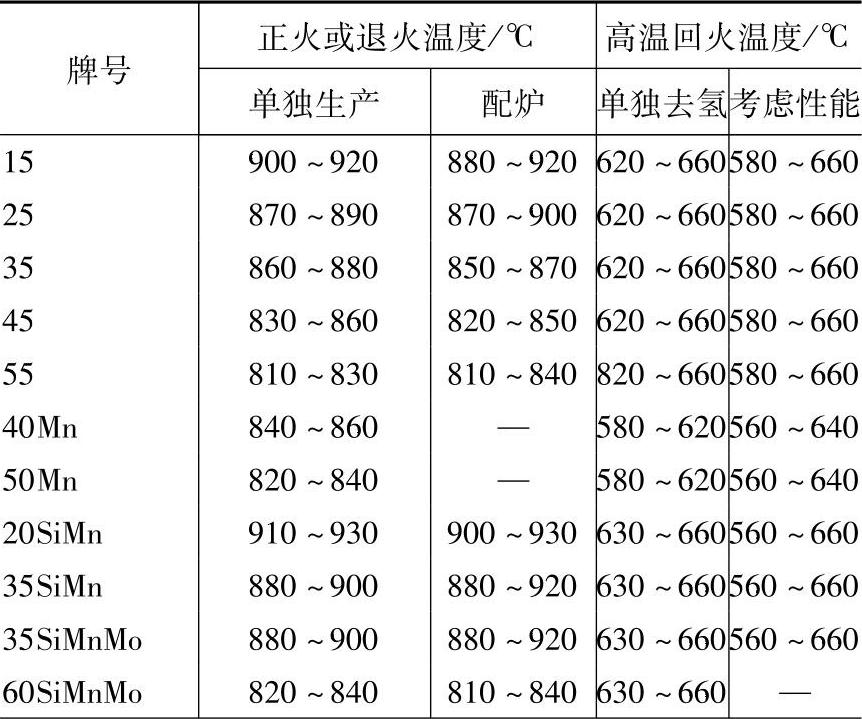
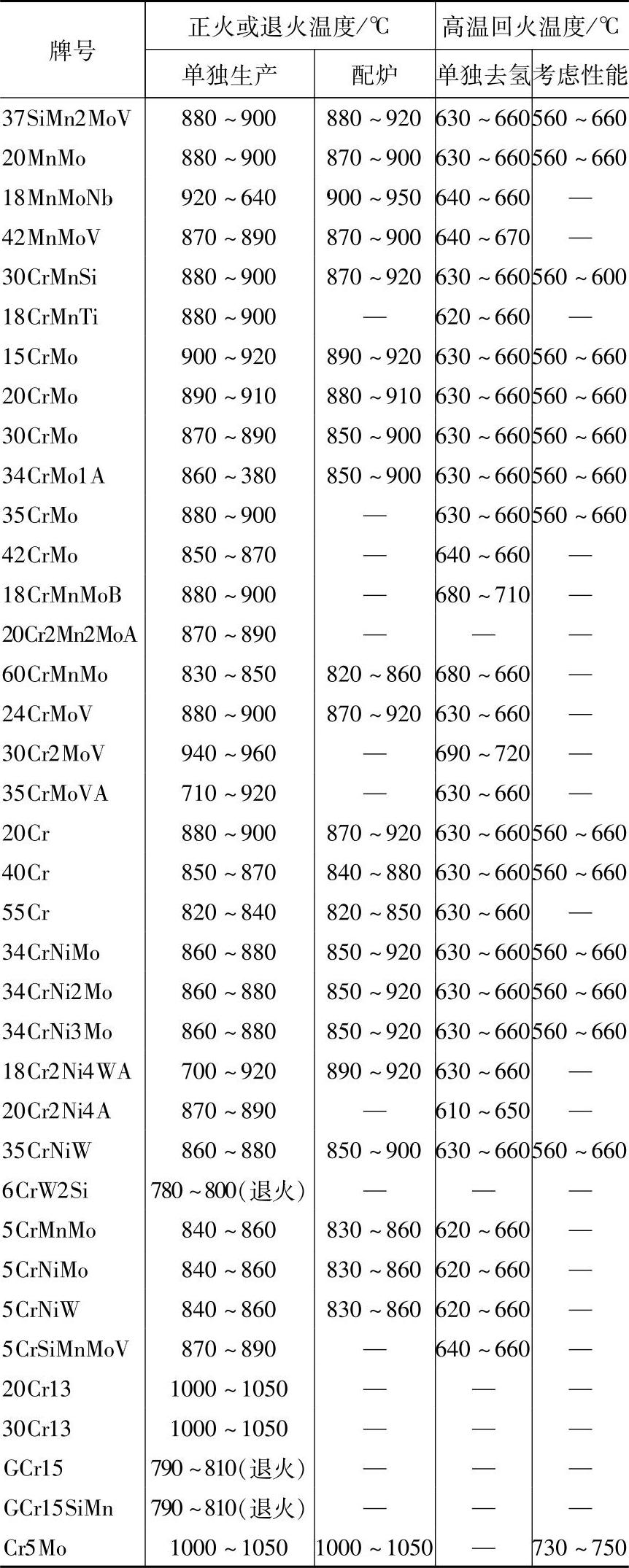
常用大锻件用钢的正火(退火)、高温回火温度见表18-182。
表18-182 常用大锻件用钢的正火(退火)、高温回火温度
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。