



【摘要】:铸件上凡加工量大的面和孔均在稳定化处理前加工。精度要求很高的精密机床和精密仪器的基础铸件,常在半精加工之后作第二次稳定化处理。机床铸件热稳定化处理工艺规范见表18-171,机床基础件热稳定化工艺实例列于表18-172。热稳定化处理时间一般为6~8h,以≤60℃/h的速度缓慢升温,并以30~50℃/h的速度降温。表18-173 机床铸件振动稳定化处理实例
1.热稳定化处理
热稳定化处理应放在粗加工之后,以便将铸造应力和粗加工形成的切削应力一并去除或使其均匀化。铸件上凡加工量大的面和孔均在稳定化处理前加工。精度要求很高的精密机床和精密仪器的基础铸件,常在半精加工之后作第二次稳定化处理。机床铸件热稳定化处理工艺规范见表18-171,机床基础件热稳定化工艺实例列于表18-172。
热稳定化处理时间一般为6~8h,以≤60℃/h的速度缓慢升温,并以30~50℃/h的速度降温。装炉时,工件应放置在一定高度的垫铁上,垫铁的高度和数量应保证热气流的良好循环和工件的平稳。尽可能使铸件壁厚、大小相近似的铸件同装一炉,不允许小件套装在大件中。装炉不宜过满,铸件与炉壁、铸件之间的间隔不应小于100~300mm,以利炉气流通,温度均匀。
表18-171 机床铸件热稳定化处理工艺规范
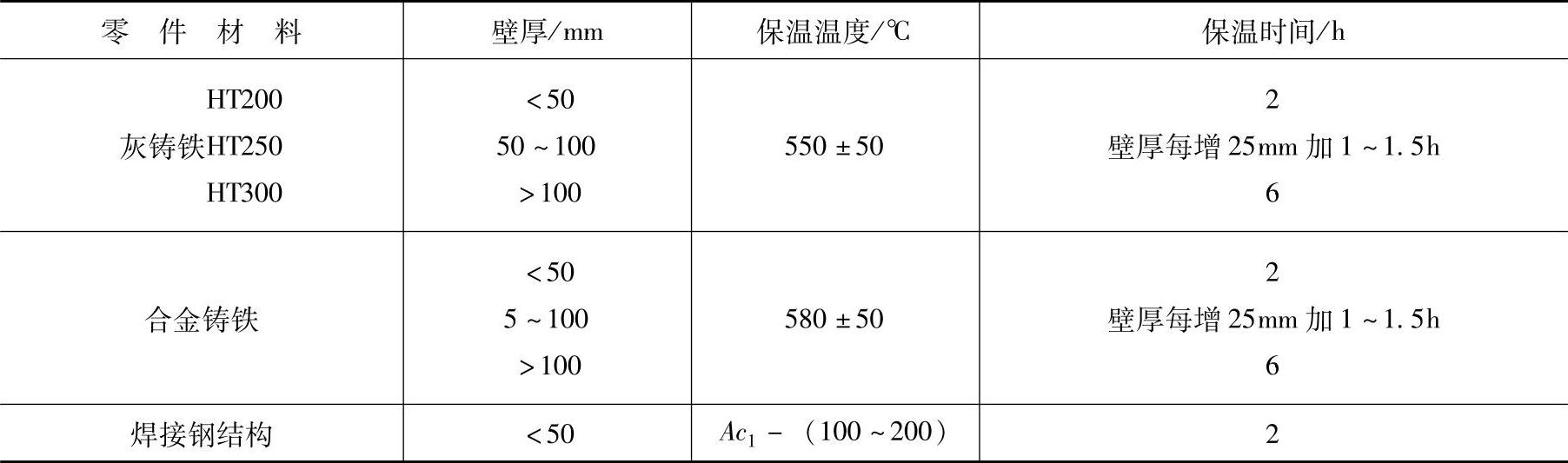
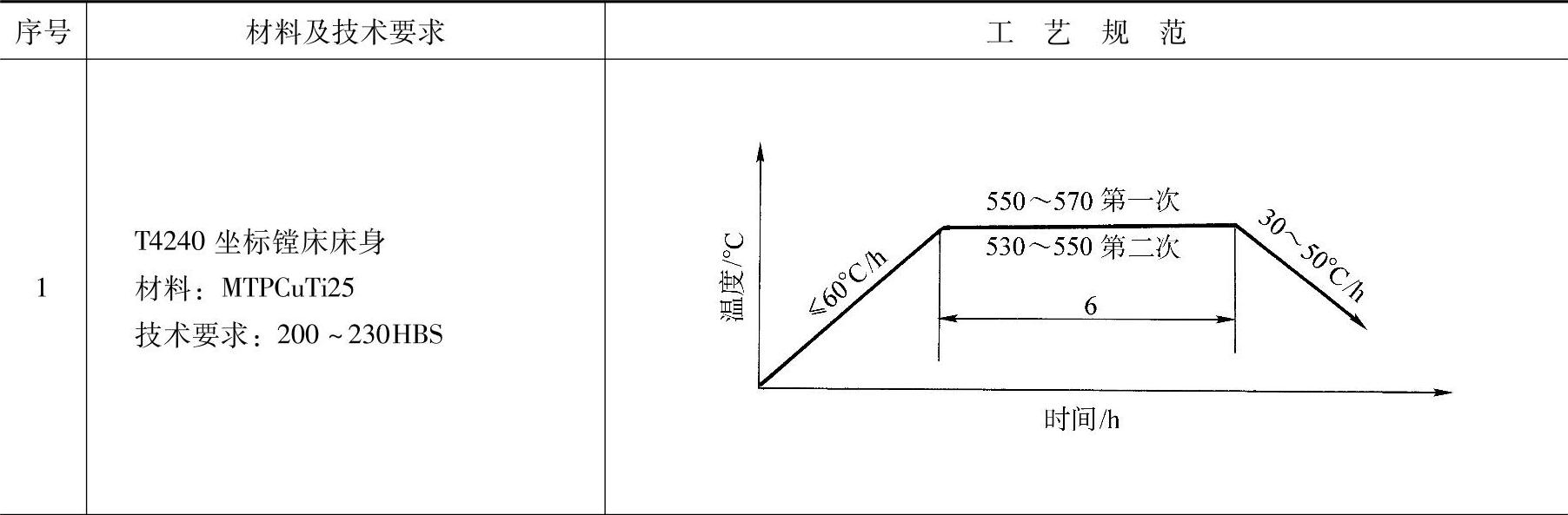
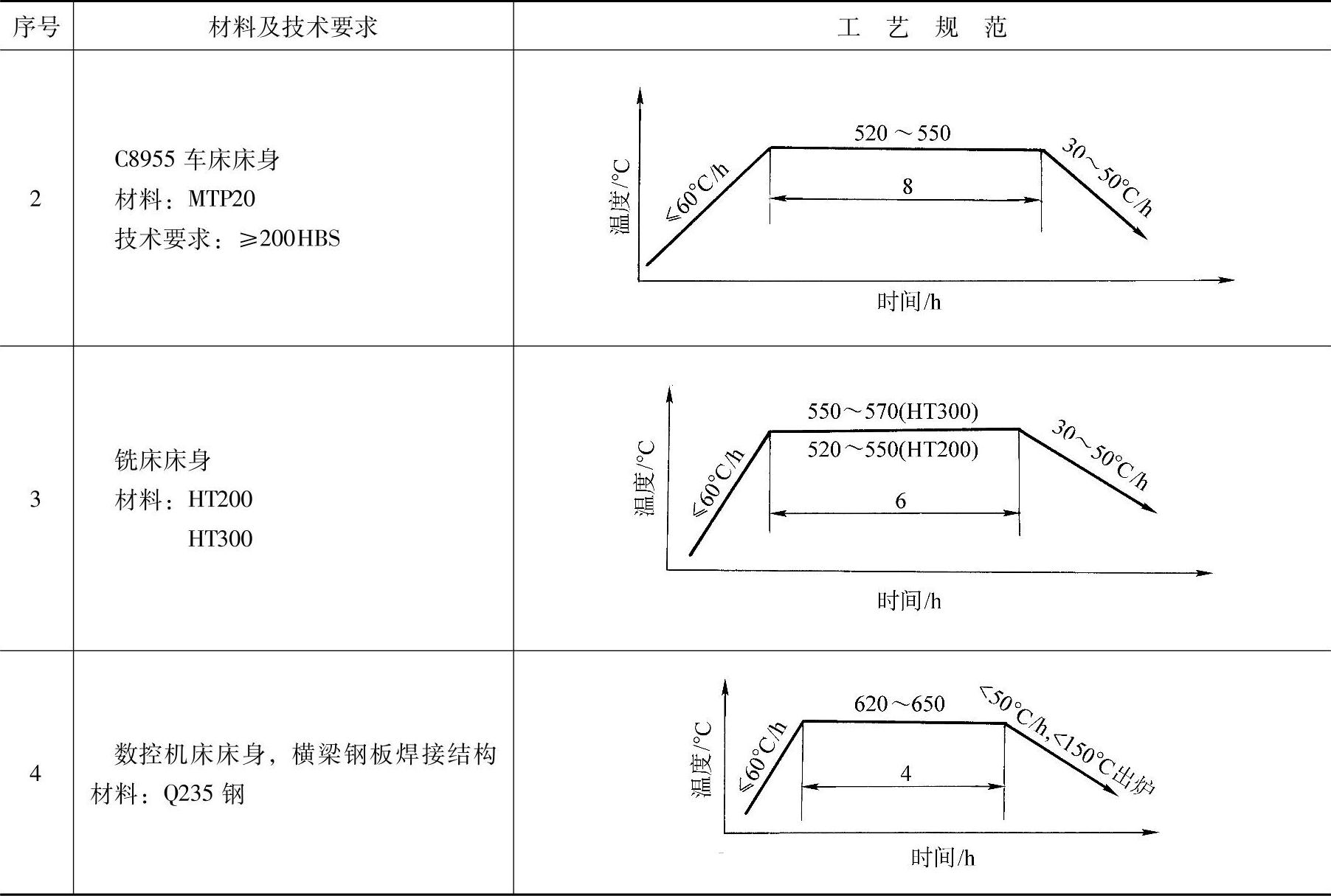
表18-172 机床基础件热时效工艺实例
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
2.振动稳定化处理
振动稳定化处理是将铸件置于控制的振动台上,以一定的或交变的频率振动使其产生共振,在外加应力和内部残留应力的共同作用下,使铸件局部产生微塑性变形,从而使内应力松弛或稳定。
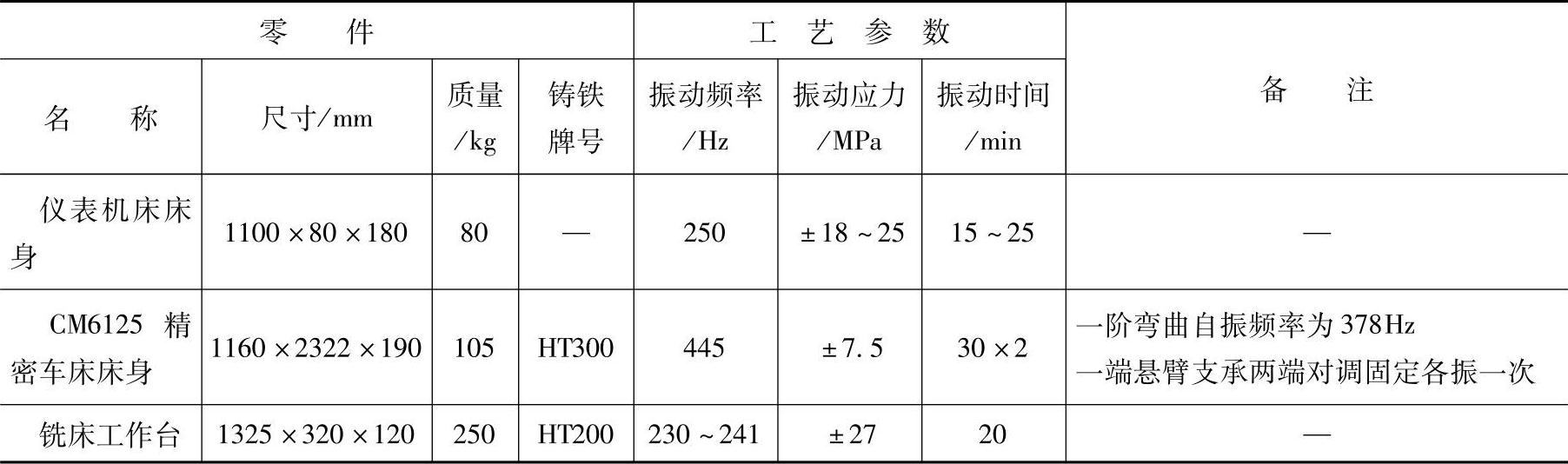
机床铸件振动稳定化实例见表18-173。
3.天然稳定化处理
铸件粗加工后放在室外搁置一段时间(一般在一年以上)可使内应力自然松弛和消除。
表18-173 机床铸件振动稳定化处理实例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。