



1.服役条件和失效形式
喷油泵柱塞偶件由柱塞与柱塞套组成,喷油嘴偶件由针阀体与针阀组成。柱塞偶件和喷油嘴偶件均属精密偶件,要求尺寸配合精度高,因而尺寸稳定性要高。它们处于一定配合间隙下工作,通常由于磨损使间隙超差而失效。喷油嘴位于燃烧室顶部,因此还要求一定的耐蚀性和耐回火性。
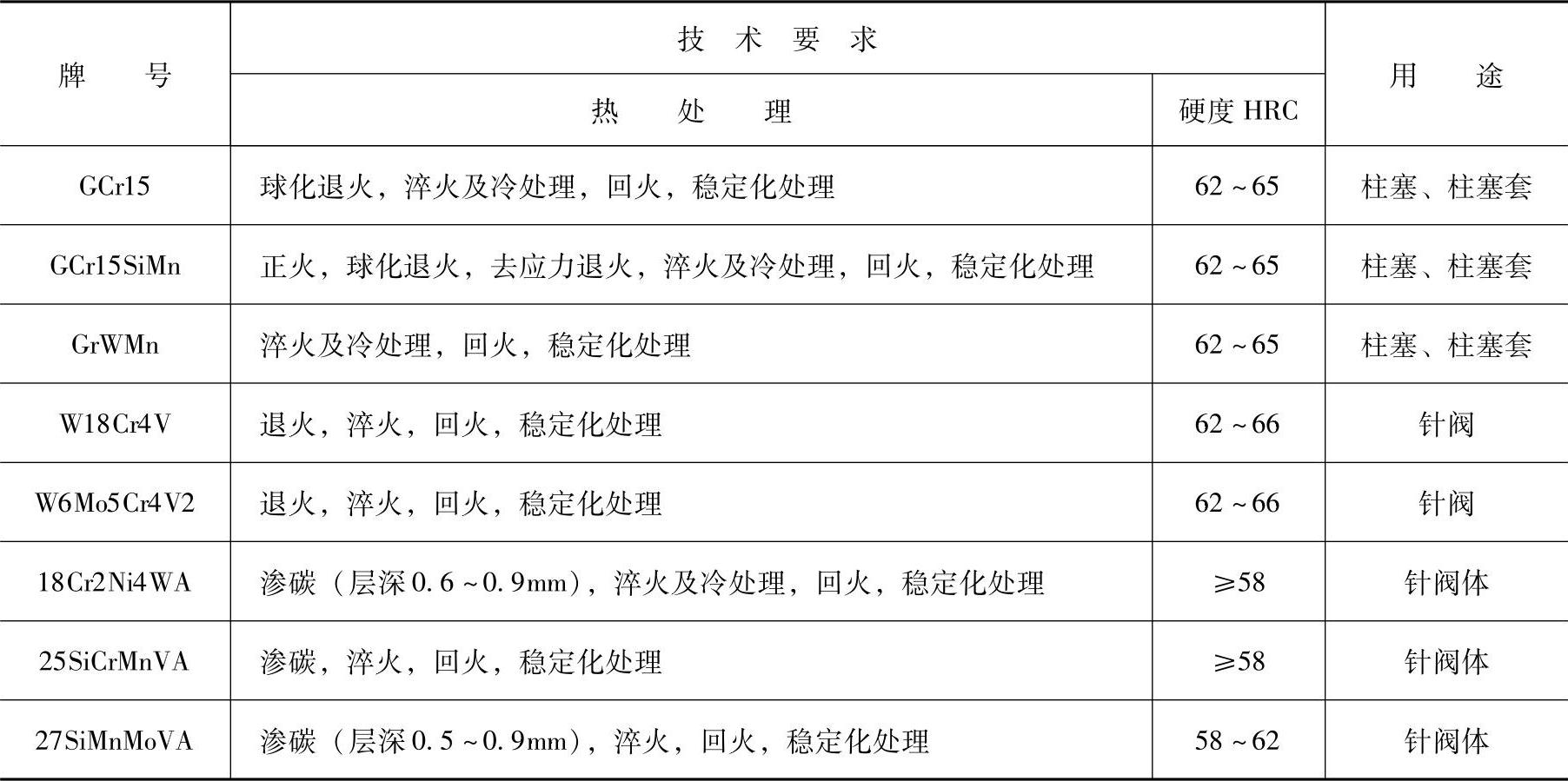
2.材料及技术要求
柱塞副和喷油嘴常用的材料及技术要求见表18-157。
表18-157 喷油泵和喷油嘴偶件常用材料及技术要求
3.热处理工艺
(1)渗碳 大功率柴油机和机车用柴油机的针阀体多采用低碳合金结构钢制造,并经渗碳淬火。通常采用低温820~830℃或中孔塞碳棒的860~880℃的气体渗碳法。也有少数采用真空渗碳或仍沿用固体渗碳方法。
(2)马氏体分级淬火 马氏体分级淬火是减少零件畸变的有效措施。分级淬火温度对钢淬火后的残留奥氏体量影响很大,温度过高或过低,都会影响奥氏体陈化稳定程度。图18-32所示为马氏体分级淬火温度和时间对GCr15钢残留奥氏体量的影响。
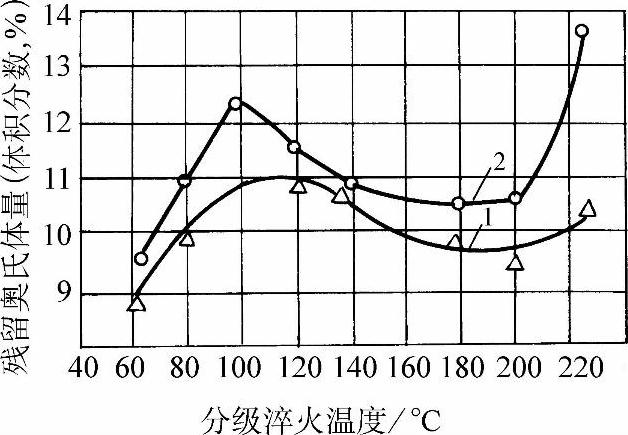
图18-32 马氏体分级淬火温度和时对 GCr15钢残余奥氏体量的影响
1—850℃油淬,分级淬火保温5min 2—850℃油淬,分级淬火保温30min
马氏体分级淬火保温时间以零件内外温度均匀为止,按偶件大小不同,一般为2~5min。保温时间过长将引起残留奥氏体量增加。
(3)光亮淬火 柱塞副和偶件在盐浴中加热淬火时容易出现脱碳和贫碳现象,淬火后清洗困难,可用保护气氛替代盐浴加热。采用氮基气氛加热时可以避免或减少表层黑色组织,所用氮气纯度为99.5%,并添加适量有机溶剂。GCr15钢采用氮基气氛淬火后的贫碳及异常组织可控制在0.02mm以内。高速钢和轴承钢也可采用真空加热淬火。
(4)回火 回火温度主要根据偶件的硬度要求选择。在硬度达到技术要求的前提下,应尽可能选择较高的回火温度,以提高马氏体和残留奥氏体的稳定性。通常GCr15钢制柱塞副硬度要达到62~65HRC,一般采用160℃回火,回火时间2~6h。
(5)冷处理 冷处理应在淬火后立即进行,在室温停留时间最好不超过30min。冷处理温度为-60~-70℃,时间为1~1.5h。
(6)稳定化处理 精密偶件一般需2次稳定化处理。第一次在回火后进行,目的是进一步提高组织稳定性。第二次在精加工后进行,目的是减少加工应力,提高尺寸稳定性。稳定化处理温度的制定以不降低回火的硬度为原则,时间一般为4~6h。
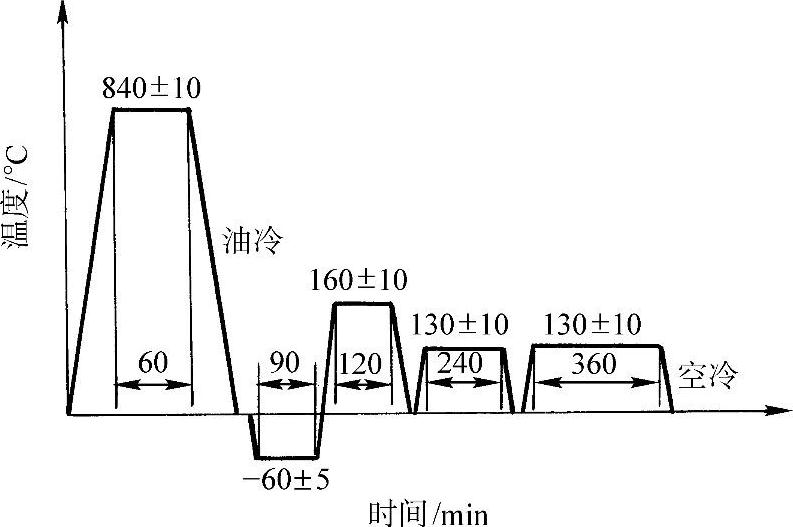
(7)偶件热处理工艺实例 各种偶件热处理工艺如图18-33~图18-41所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图18-33 GCr15钢柱塞偶件热处理工艺
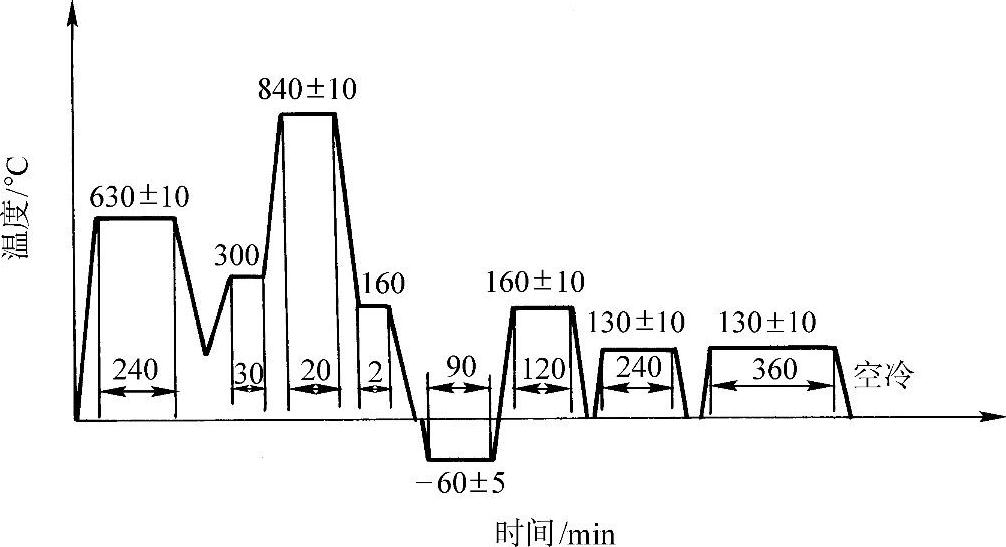
图18-34 GCr15钢柱塞偶件热处理工艺(分级淬火)
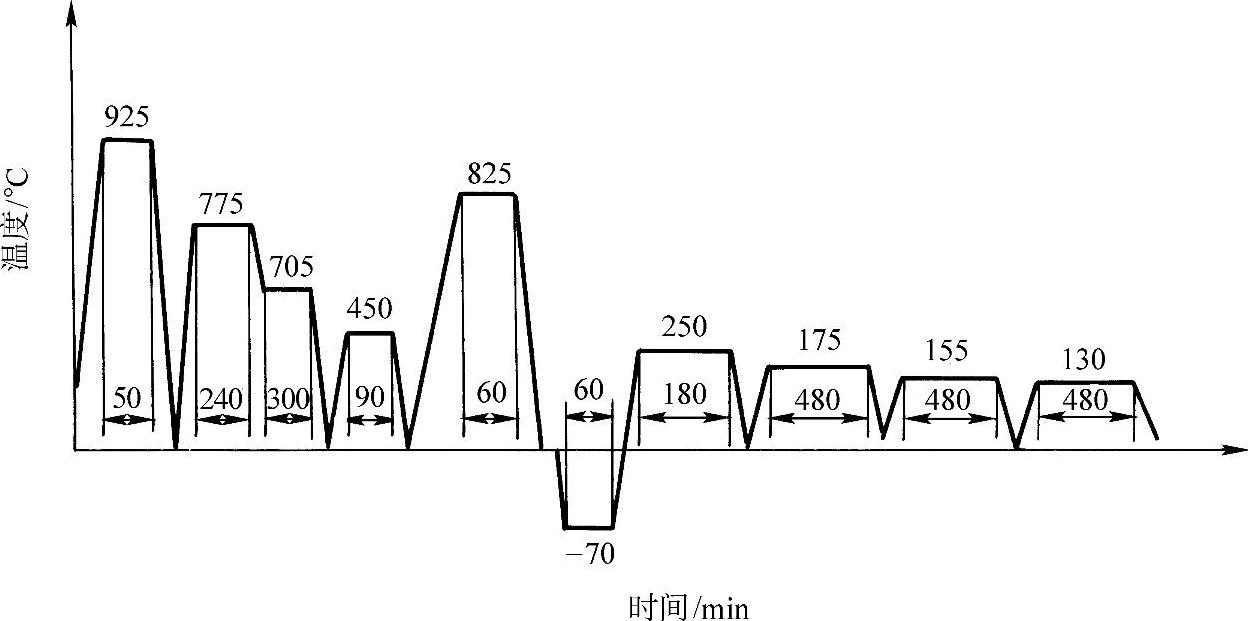
图18-35 GCr15SiMn钢柱塞偶件热处理工艺
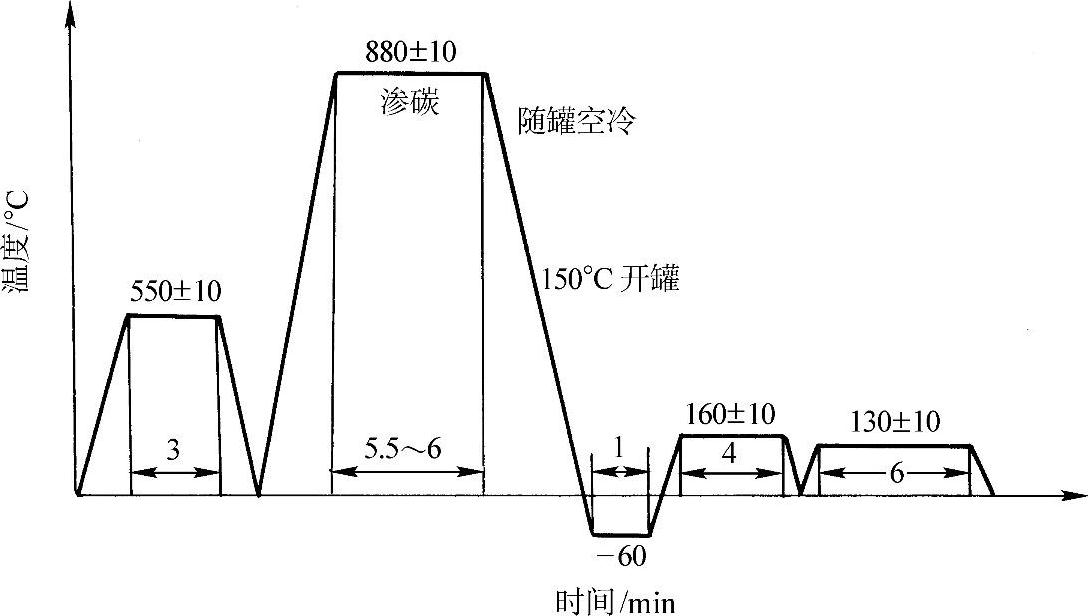
图18-36 18Cr2Ni4WA钢针阀体的热处理工艺(直接冷处理)
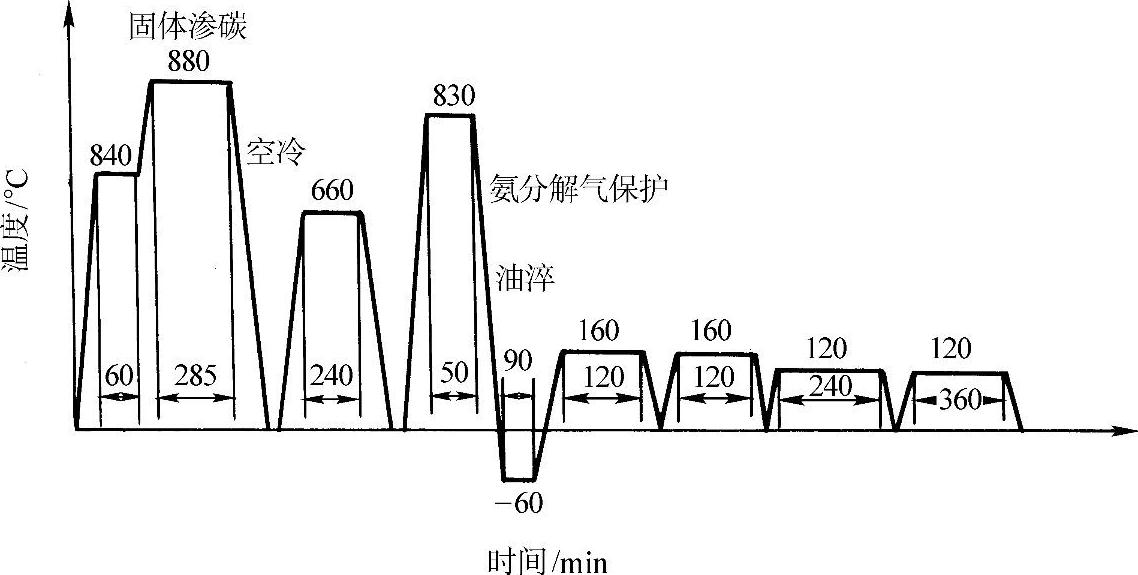
图18-37 18Cr2Ni4WA钢针阀体热处理工艺(渗碳重新加热淬火)
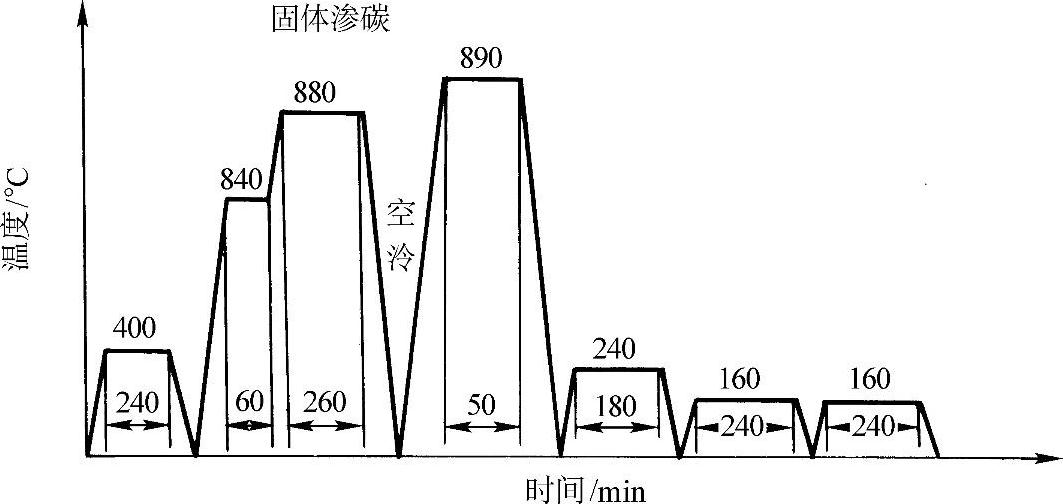
图18-38 25SiCrMoVA钢针阀体热处理工艺
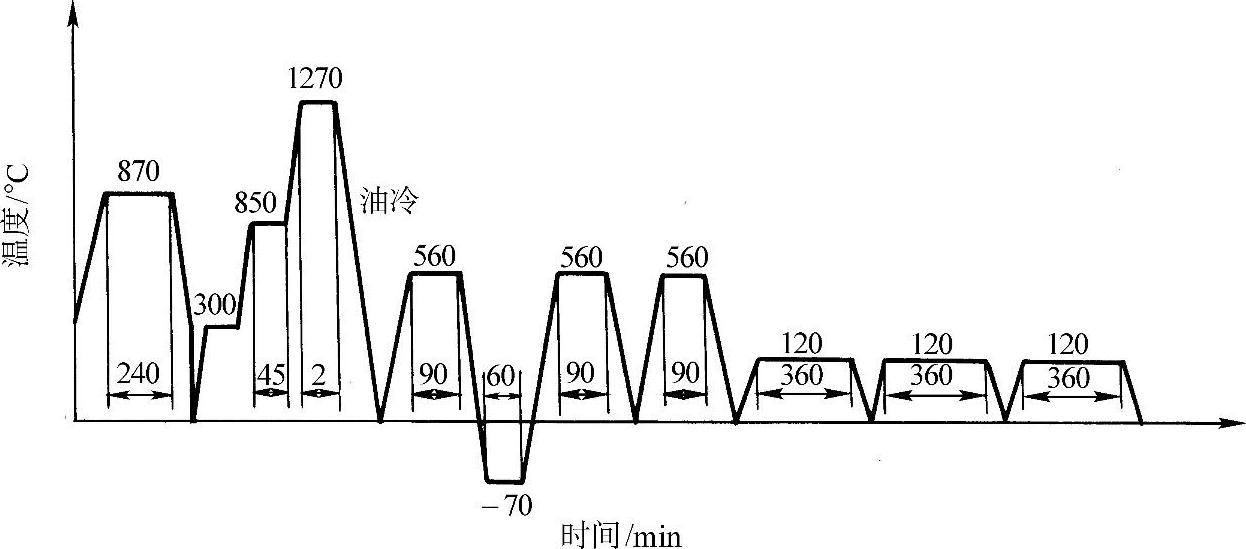
图18-39 W18Cr4V钢针阀热处理工艺(油淬)
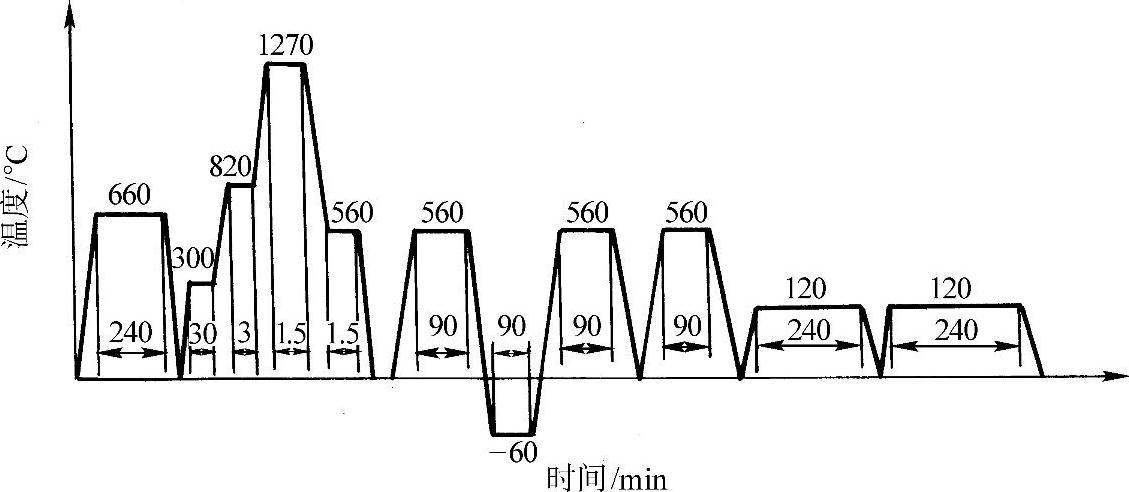
图18-40 W18Cr4V钢针阀热处理工艺(分级淬火)
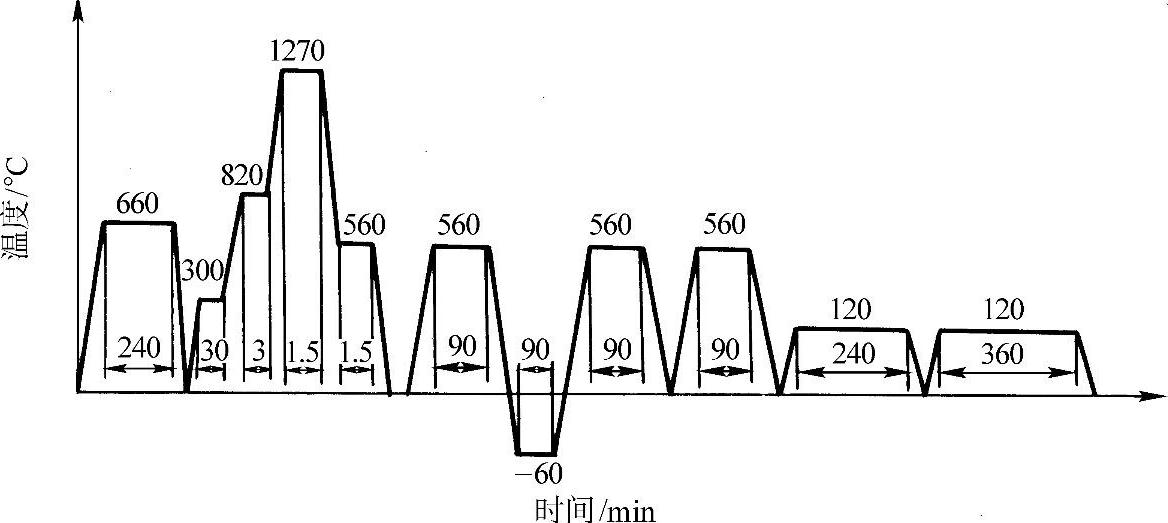
图18-41 W6Mo5Cr4V2钢针阀热处理工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。