



1.服役条件和失效方式
曲轴主要承受交变的弯曲-扭转载荷和一定的冲击载荷,轴颈表面还受到磨损。
曲轴在使用过程中的主要失效方式有如下两种:
1)疲劳断裂。多数是轴颈与曲柄过渡的圆角处产生疲劳裂纹,随后向曲柄深处发展造成曲轴断裂。其次是轴颈中部的油道内壁产生裂纹,发展为曲柄处的断裂。
2)轴颈表面的严重磨损。
2.材料及技术要求
曲轴主要承受复杂的弯曲-扭转载荷和一定的冲击载荷,轴颈表面还受到磨损。制造曲轴的主要材料有45钢、50钢、40Cr、50Mn、35CrMo、42CrMo、35CrNiMo、18Cr2Ni4WA钢等,以及稀土-镁球墨铸铁、合金球墨铸铁等。其中最常用的材料是45钢和球墨铸铁。
碳钢和合金钢曲轴材料要求钢中碳质量分数的变动量不大于0.05%,硫、磷的质量分数不大于0.025%。
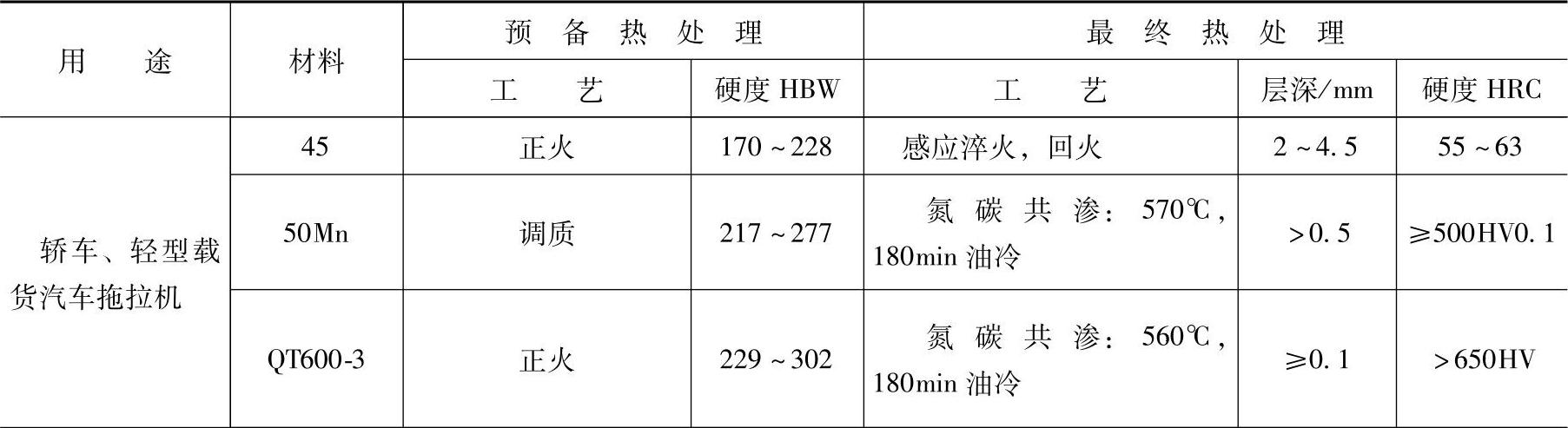
各种发动机曲轴所用材料及热处理工艺和技术要求列于表18-137和表18-138。
表18-137 各种曲轴所用材料及热处理工艺和技术要求
(续)
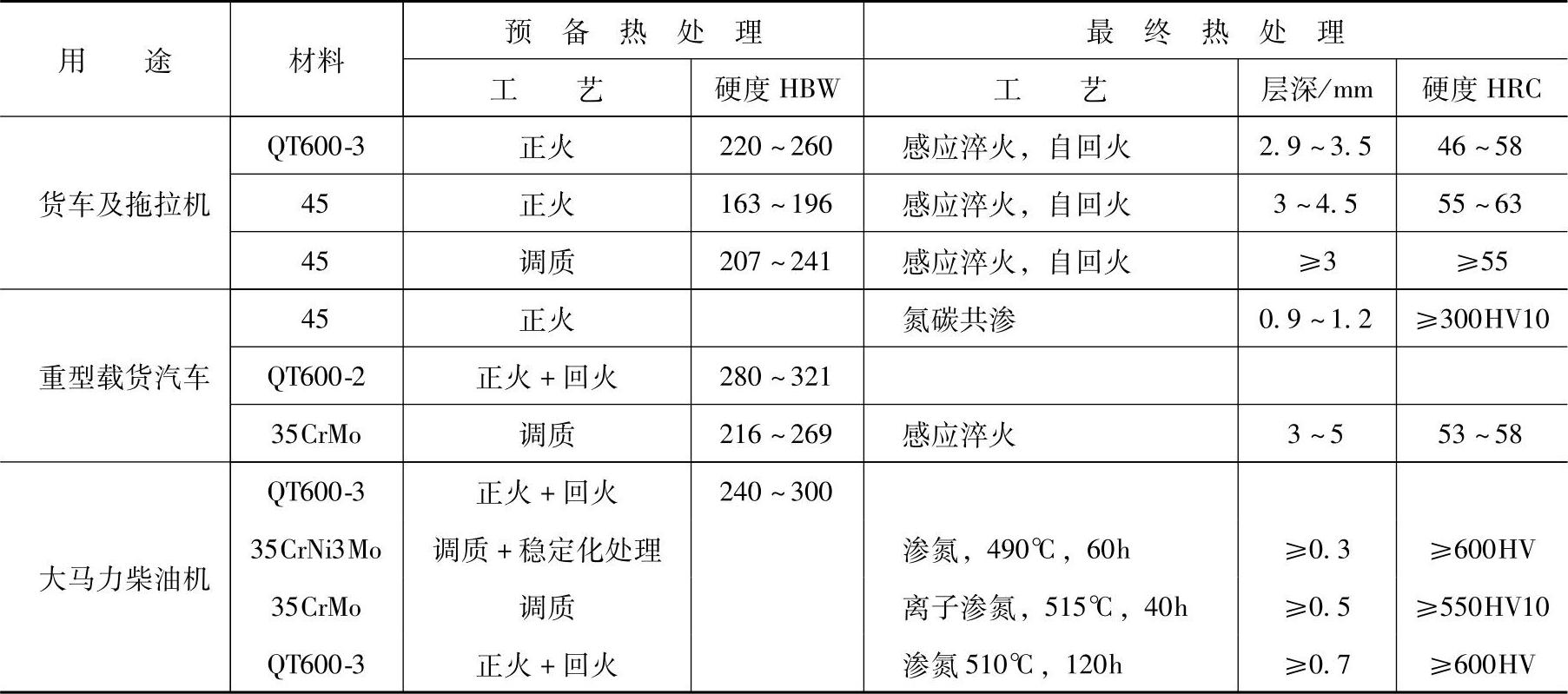
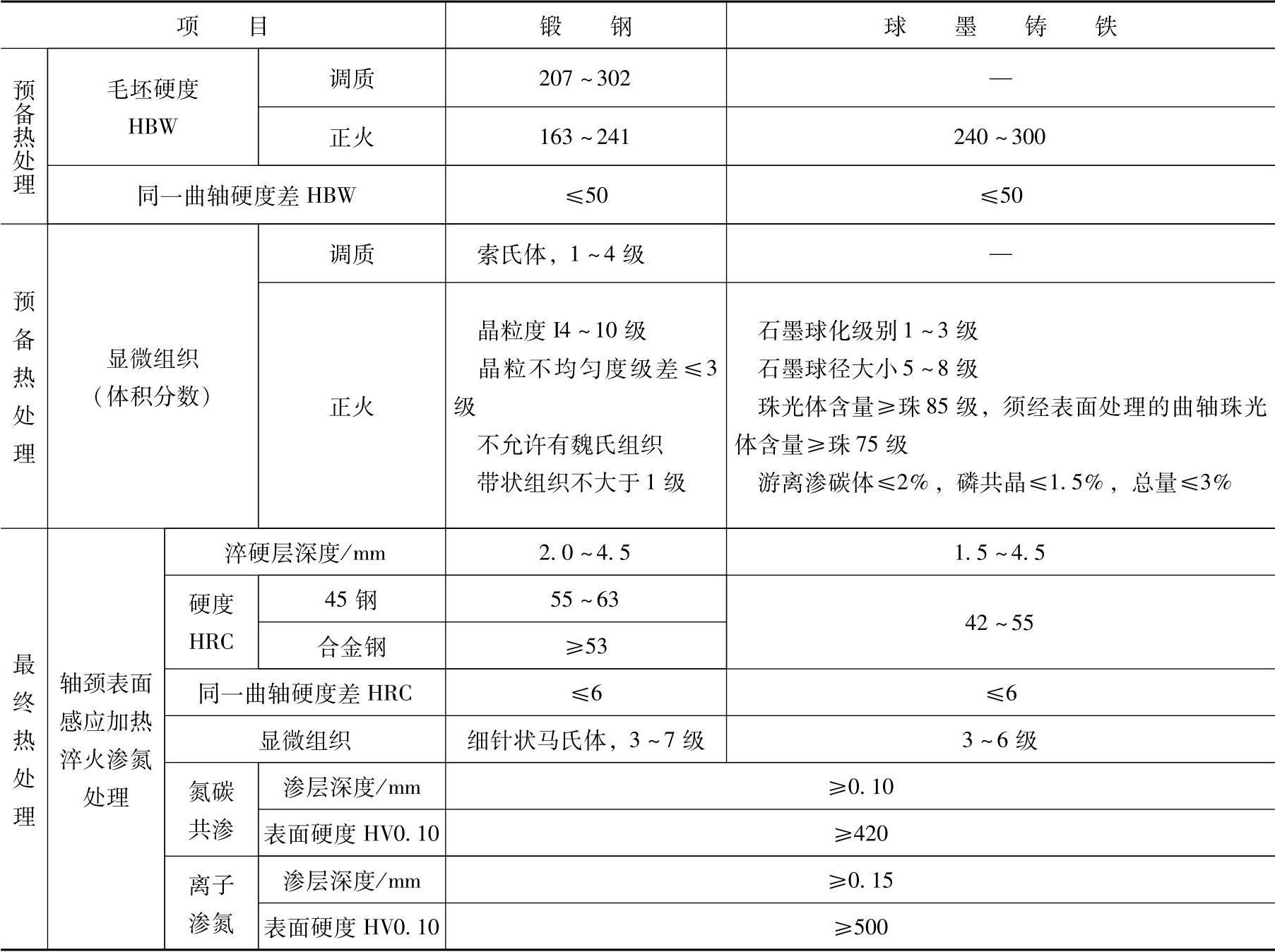
表18-138 气缸直径小于或等于200mm的往复活塞式内燃机曲轴热处理技术要求
3.曲轴的感应淬火
感应淬火是广泛采用的曲轴热处理方法。目前大多采用半圈感应器,并使曲轴在旋转下进行感应淬火。
曲轴半圈感应器结构如图18-25所示。采用半圈感应器对旋转的曲轴轴颈感应加热比过去采用折合式感应器对静止状态曲轴轴颈依次逐个感应淬火的方法,其优点是硬化层深而均匀、硬化区宽度均匀,并能减轻曲轴畸变量和防止油孔淬裂。
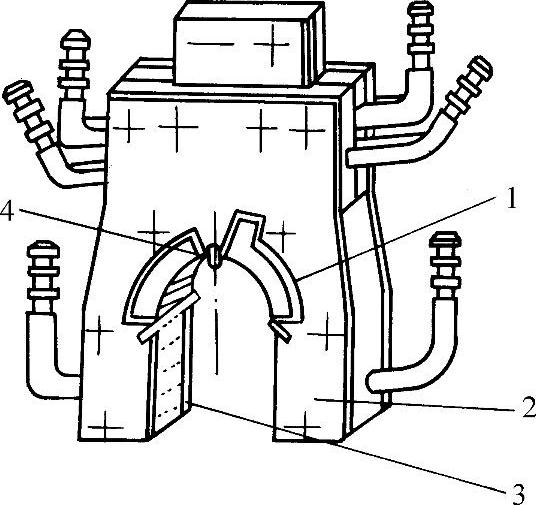
图18-25 半圈淬火感应器示意图
1—有效圈 2—外侧板 3—淬火冷却装置 4—定位块(https://www.xing528.com)
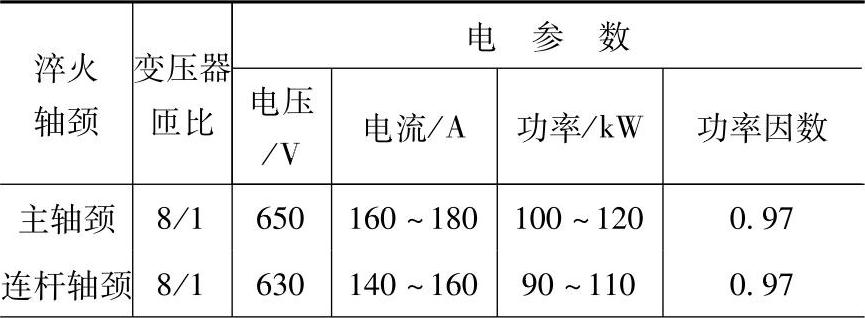
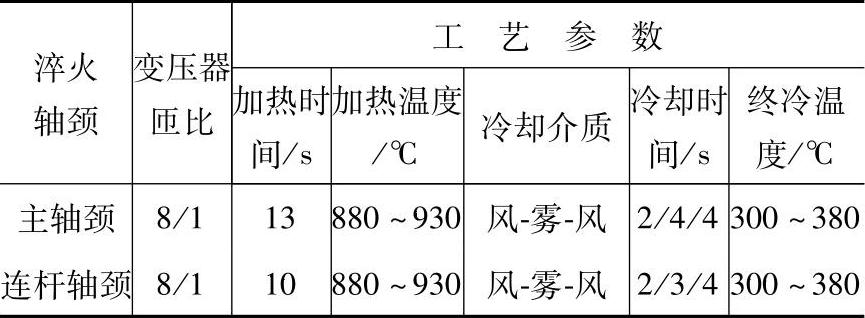
采用半圈感应器仅对轴颈感应淬火时,虽然耐磨性被大幅度提高,而疲劳强度却因在圆角部位产生拉应力而有所降低。通过改进半圈感应器上的导磁体,可实现圆角和轴颈一起感应淬火,能同时提高曲轴的耐磨性和疲劳强度。表18-139是495发动机曲轴进行感应加热圆角淬火的电参数和淬火工艺参数。淬硬层硬度分布如图18-26所示。
表18-139 495发动机曲轴的感应加热电参数和淬火工艺参数
(续)
注:材料:QT600-3稀土、镁、铜球墨铸铁;
原始组织:正火加高温回火,珠光体含量(体积分数)≥85%,硬度为240~320HBW;
技术要求:硬度为50~55HRC,层深3~4mm;
电源设备:BPS100/8000×2;
感应器与曲轴之间间隙:轴向a1=1mm,径向a2=2mm,径向中间a3=2.5mm。
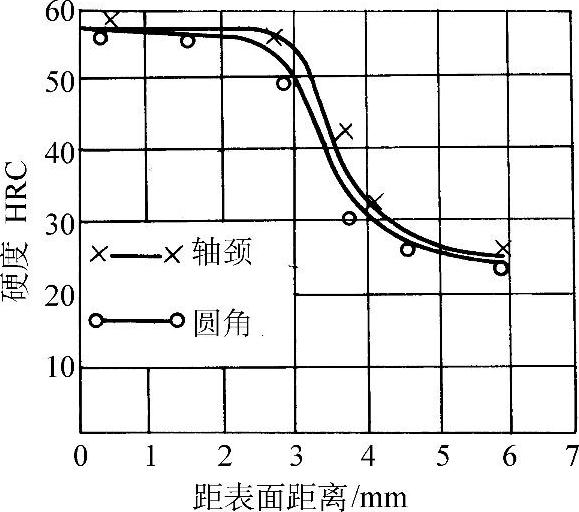
图18-26 495曲轴硬化层硬度分布
曲轴在中频感应淬火后多数采用自回火处理,对尺寸精度要求较高的曲轴应采用热风炉低温回火。
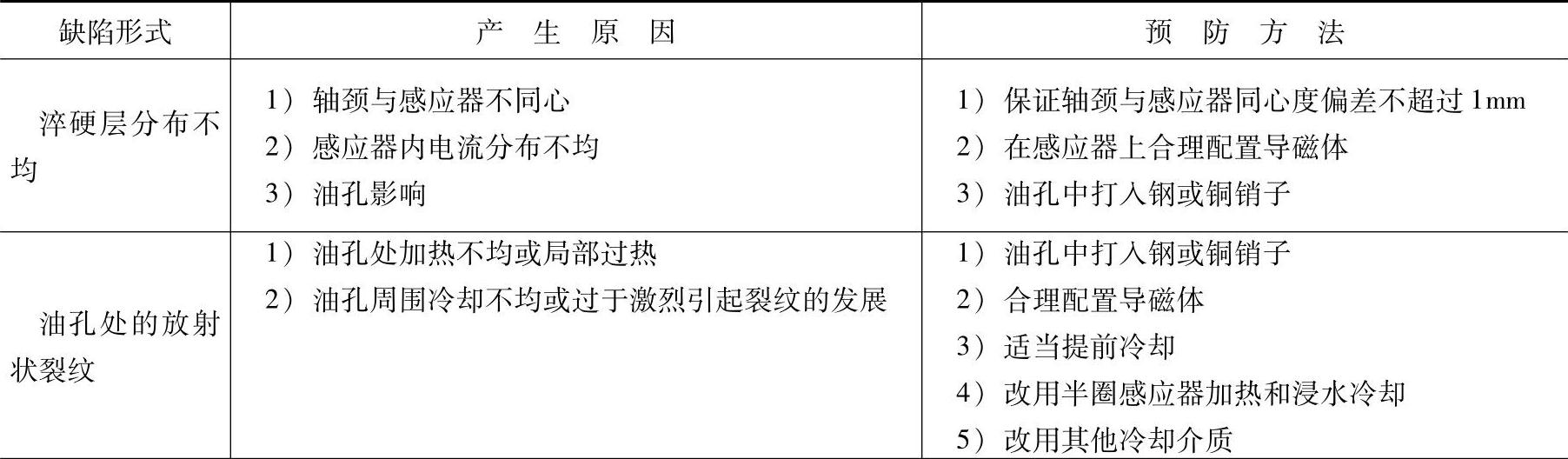
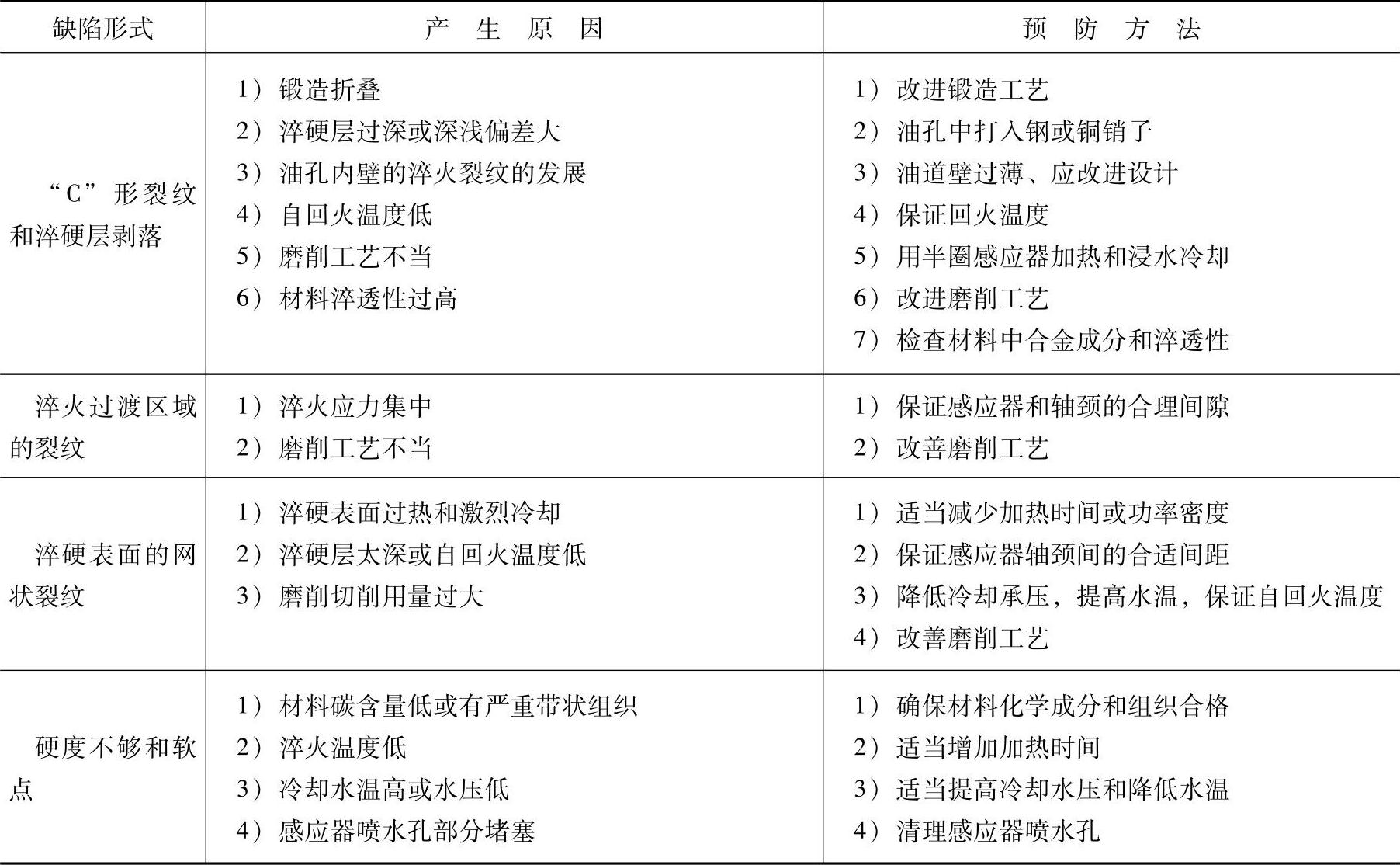
曲轴感应淬火后的常见缺陷及预防办法见表18-140。
4.曲轴的化学热处理
曲轴采用渗氮或氮碳共渗时能明显提高疲劳强度和耐磨性。化学热处理时,要严格控制曲轴畸变,通常毛坯粗加工后均应进行600℃、保温2h的去应力退火。
表18-140 曲轴感应淬火常见缺陷及预防方法
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。