



1.服役条件和失效方式
连杆由小头、杆身和大头三部分组成。连杆小头与活塞一起作往复运动,大头与曲轴一起作旋转运动,杆身作复杂的平面摆动。连杆在工作中除受交变的拉、压应力外,还承受弯曲应力。
连杆的失效方式主要是疲劳断裂,常发生在连杆上的三个高应力区,即杆身中间、小头和杆身的过渡区以及大头和杆身的过渡区(螺栓孔附近)。原材料的缺陷,锻造折叠及淬火裂纹的漏检也常常导致连杆的断裂事故。
2.材料及技术要求
连杆要求具有良好的综合力学性能,不但要求有较高的抗拉强度、抗压强度、弯曲强度和疲劳极限,而且要求有足够的刚性和韧性。连杆通常采用中碳钢进行调质热处理,常用的连杆材料及技术要求列于表18-131。
3.热处理工艺
(1)连杆的调质 常用中碳钢连杆的调质工艺列于表18-132,调质后的显微组织为均匀细小的索氏体组织。
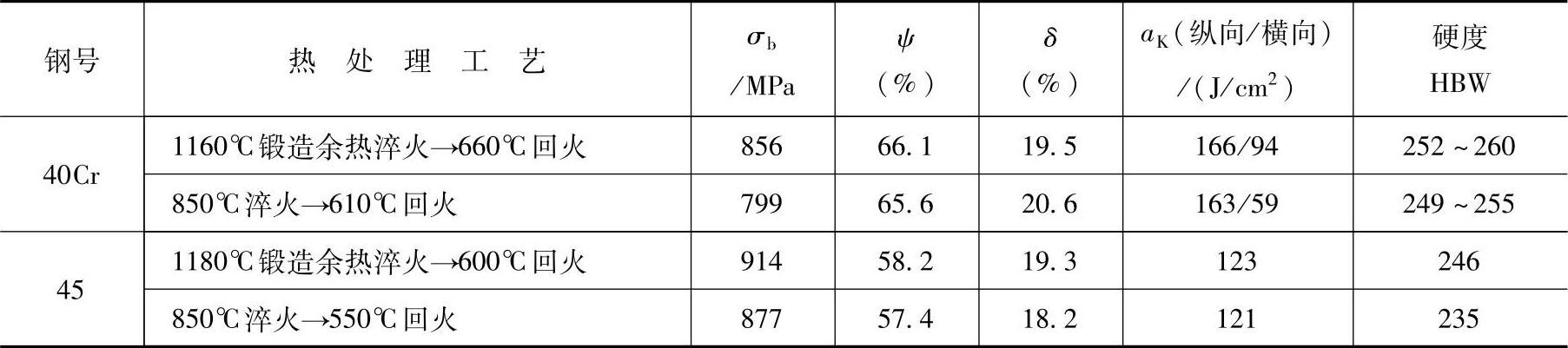
(2)锻造余热淬火 利用锻造余热淬火,可简化工艺、节能,并可提高钢材的工艺和力学性能。40Cr和45钢制连杆采用两种工艺处理后的各种力学性能比较列于表18-133。
应用锻造余热淬火时,通常采用w(C)为0.4%~0.55%的中碳钢。其锻造加热温度以1100~1220℃为宜,终锻温度即淬火温度一般为900~1050℃,淬火油温多采用60~110℃,淬火后应及时回火,避免放置时间过长而引起裂纹。
表18-131 连杆常用材料及技术要求
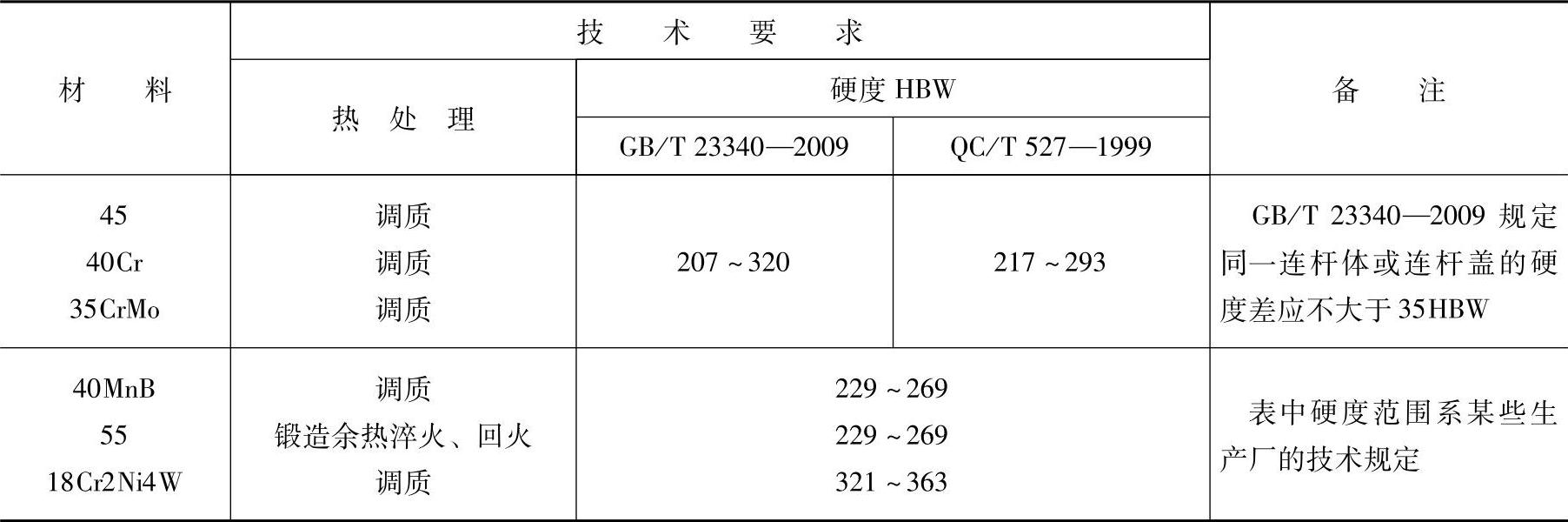
表18-132 常用碳素钢和合金结构钢连杆的调质工艺
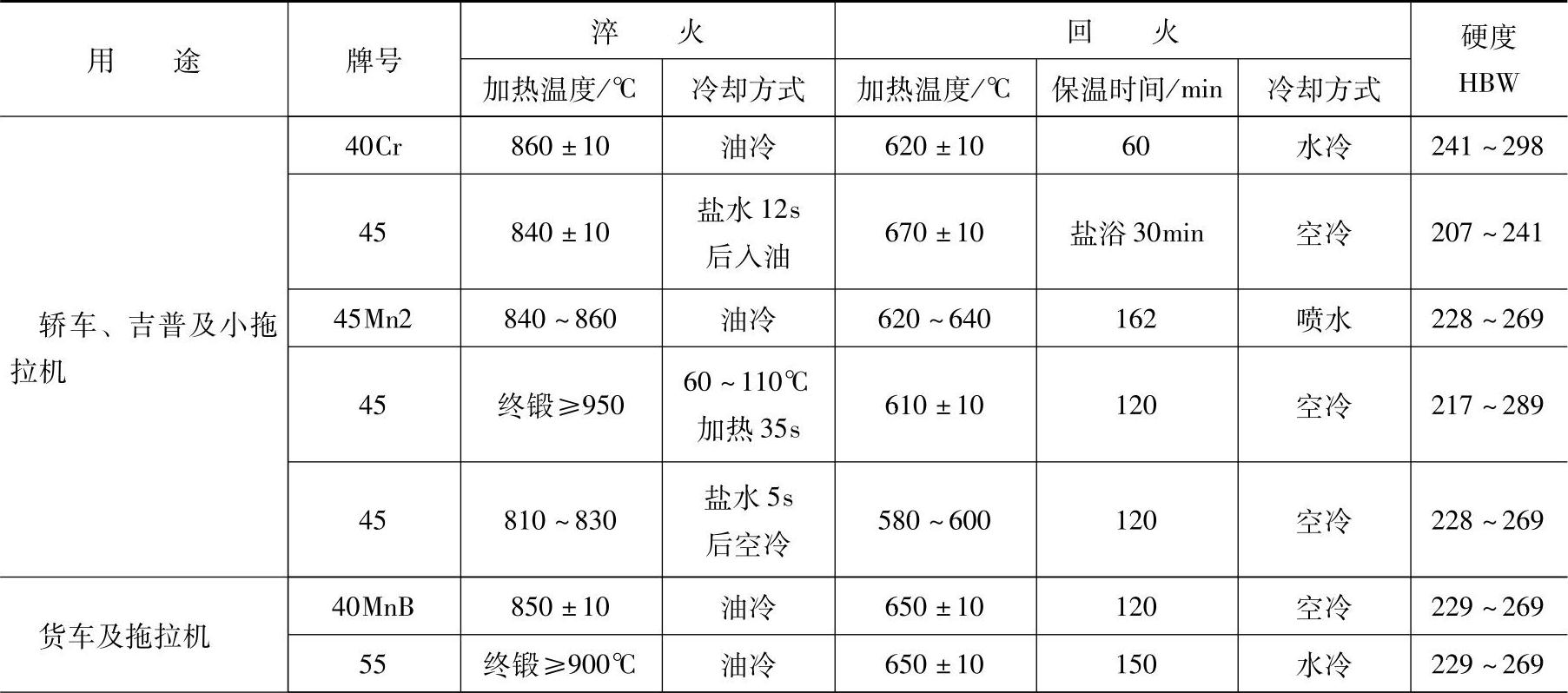
(续)

表18-133 经不同工艺处理后的40Cr和45钢制连杆的力学性能
 (https://www.xing528.com)
(https://www.xing528.com)
4.连杆的喷丸强化法
连杆锻件应进行强化喷丸,可以使材料表层产生剧烈的塑性变形,晶体点阵发生畸变,形成高密度的位错缠结,从而使表层强化,成倍地提高其疲劳寿命。45钢连杆调质后经强化喷丸处理,其表面残余压应力可由50MPa提高到350MPa,疲劳寿命可提高4倍。
几种连杆强化喷丸的工艺参数列于表18-134。
5.非调质钢连杆
采用铁素体-珠光体型非调质钢制造汽车连杆等零件,可以取消调质工艺,防止淬火开裂,并具有简化工艺过程,节能节材等优点。这类钢的化学成分的特点是在中碳钢基础上适当提高硅、锰元素含量[w(Si)一般为0.2%~0.5%,w(Mn)一般在1.5%以下],并添加微量钒、铌、钛等元素,通过相间沉淀析出、晶粒细化以及促进晶内铁素体(IGF)组织形成等途径提高钢的强韧性。此外,为改善钢的可加工性,通常加入0.035%~0.08%(质量分数)的硫。
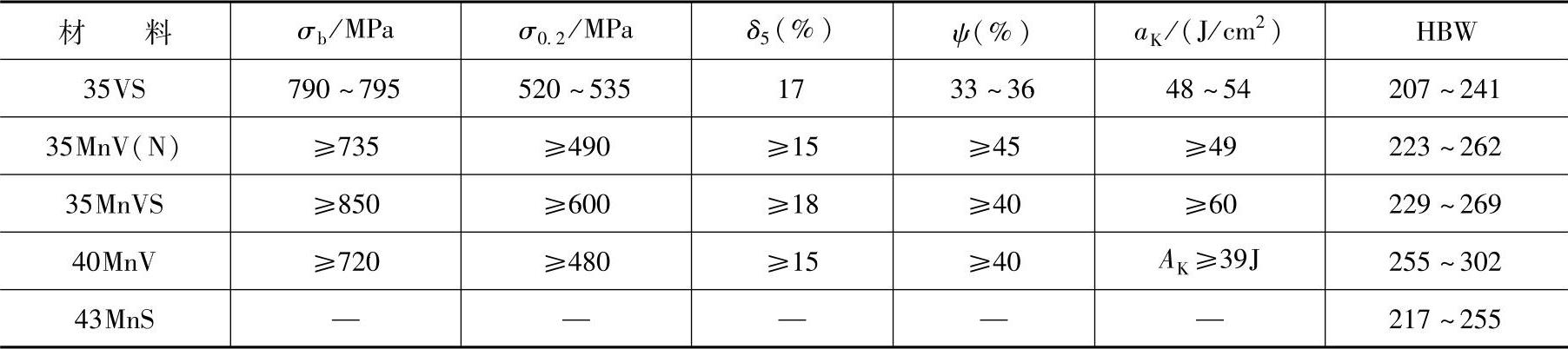
表18-135和表18-136分别列出了国内用于制造连杆的几种非调质钢的化学成分和力学性能。
表18-134 几种连杆强化喷丸的工艺参数

表18-135 几种连杆用非调质钢的化学成分

(续)
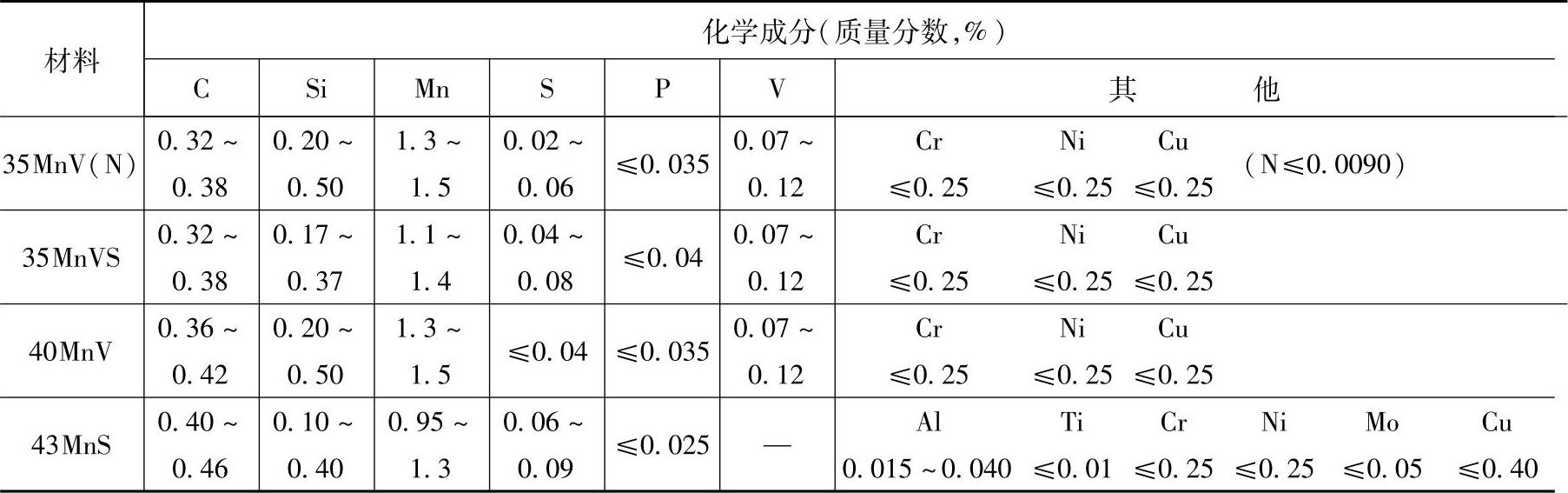
表18-136 几种连杆用非调质钢的力学性能
为了获得要求的铁素体-珠光体组织和性能,要严格控制锻坯的加热温度、终锻温度等热加工参数,控制锻后冷却速度。试验表明,35MnVS钢锻造加热温度应选在1050~1220℃,锻后冷速应控制在60~100℃/min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。