



1.服役条件和失效方式
活塞销连接活塞和连杆小头,在运动时相当于双点支承梁,在较高工作温度下承受非对称交变载荷和一定的冲击载荷,其表面长期在润滑条件较差(一般靠飞溅润滑)的摩擦条件下工作。
活塞销的主要失效方式是表面磨损和疲劳裂纹。
2.材料及技术要求
活塞销要求具有足够的强度、韧性、耐磨性及疲劳极限,通常都采用渗碳钢制造,常用材料及技术要求如表18-127所列。
表18-127 活塞销常用材料及技术要求
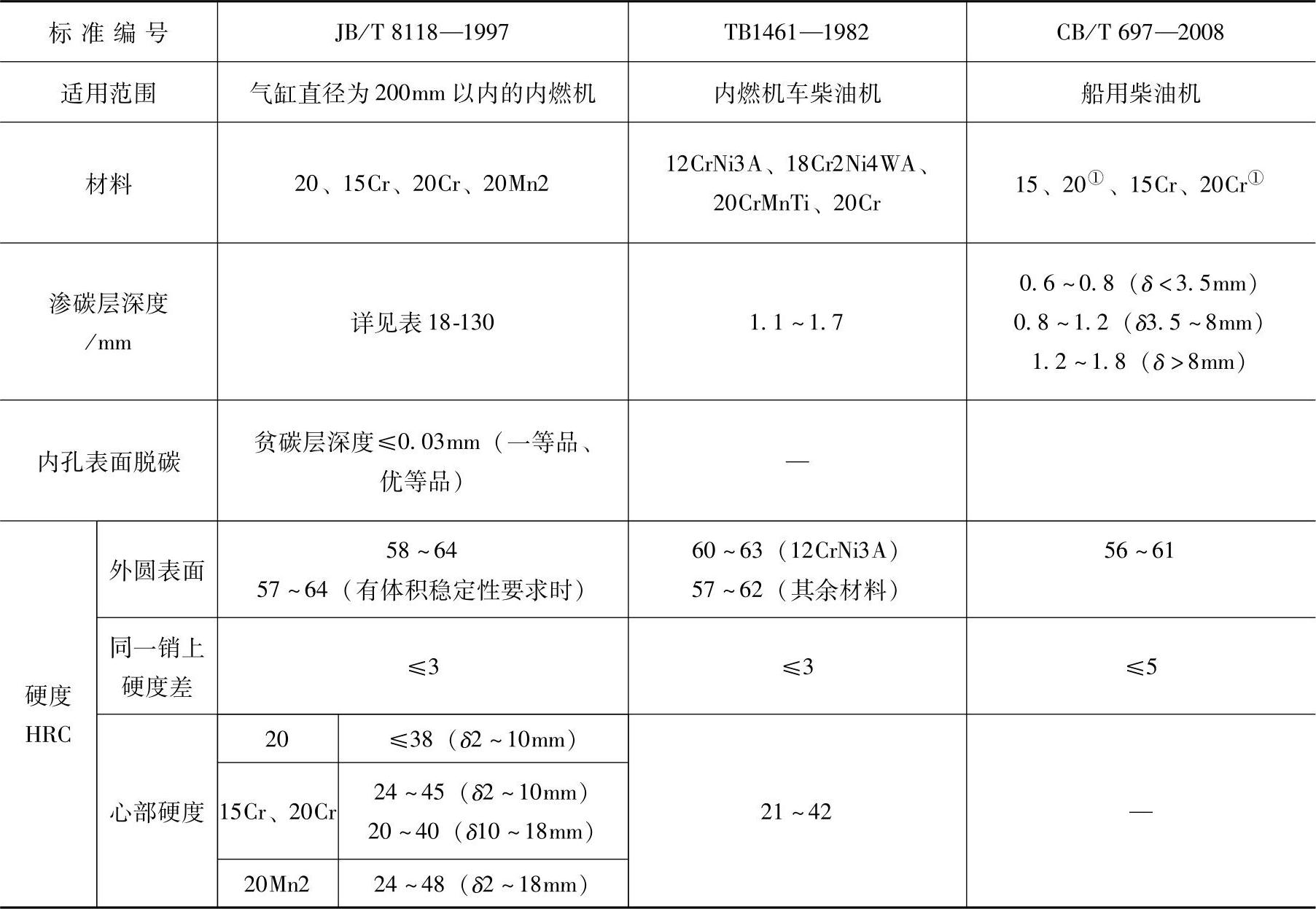
注:表中δ为活塞销壁厚。
①20、20Cr钢的碳含量不得超过0.22%(质量分数)。
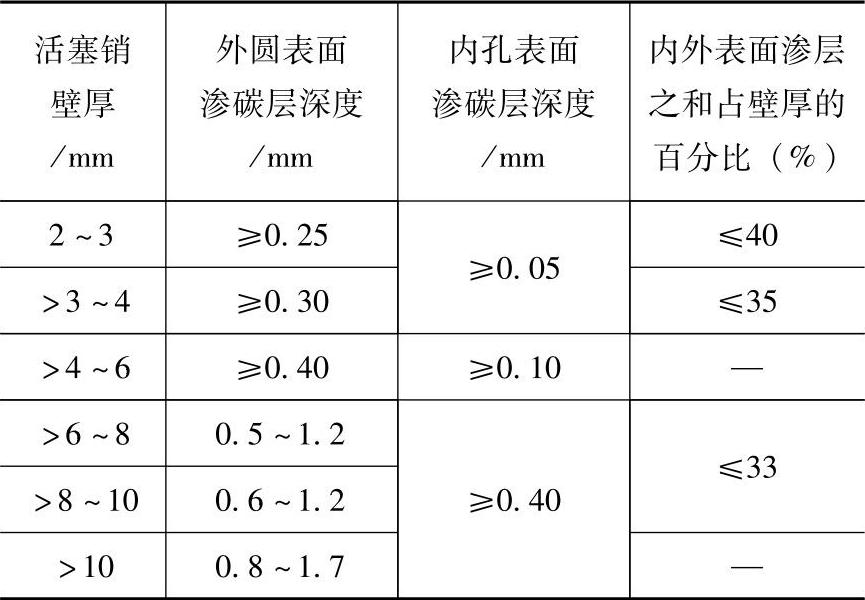
大量生产时通常采用双面渗碳,其疲劳寿命优于单面渗碳。汽车和拖拉机活塞销双面渗碳时,内外圆渗层要求与活塞销壁厚的关系见表18-128。
表18-128 活塞销内、外圆渗碳技术要求(https://www.xing528.com)
3.热处理工艺
大量生产的活塞销均采用冷挤压或温挤压成形后进行渗碳的工艺,产量较小时则可采用棒料或管料经机加工后进行渗碳。
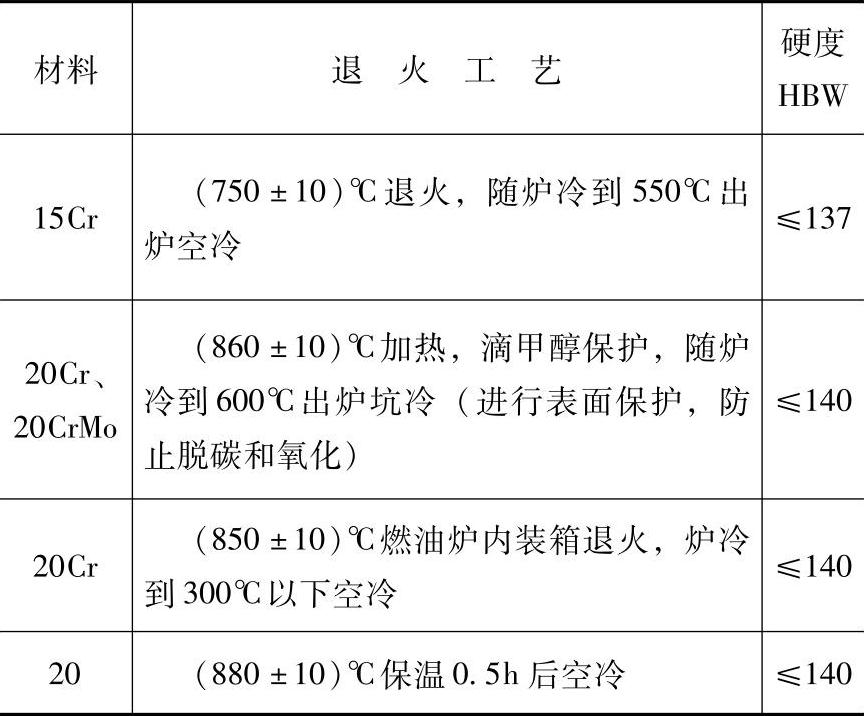
冷挤压活塞销坯料需经退火,使其硬度≤140HBW,提高塑性,为挤压工艺作准备。几种活塞销材料的退火要求及典型工艺见表18-129。退火后尚需磷化处理,以减少挤压成形时所需的挤压力,提高挤压模具的寿命。
表18-129 几种活塞销材料的退火要求及典型工艺
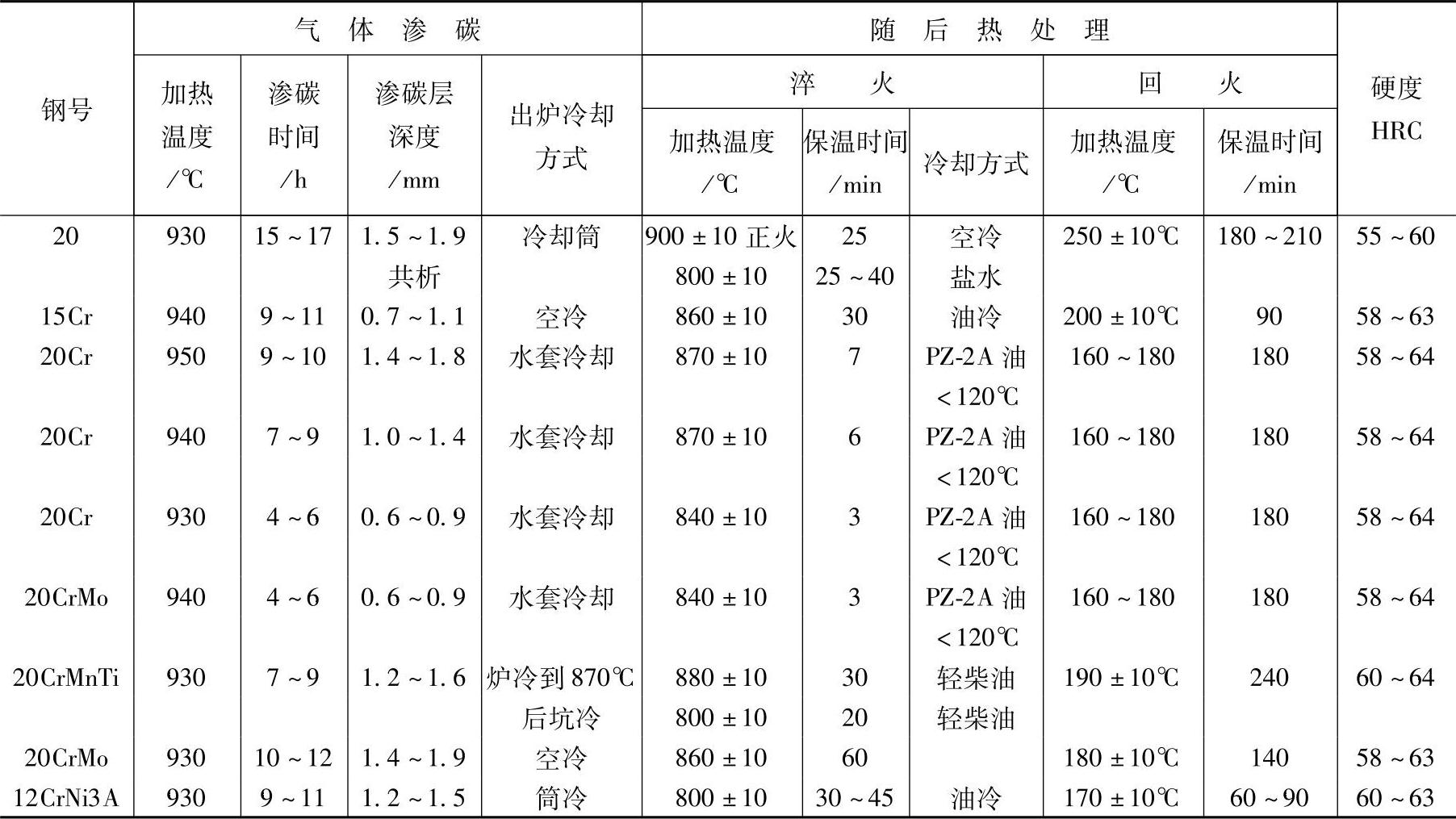
渗碳钢活塞销在渗碳后需经淬火、低温回火处理。性能要求较高的活塞销采用二次淬火、回火。对合金元素含量较高及尺寸稳定性要求较高的活塞销,渗碳淬火后要进行冷处理,以减少渗层中残留奥氏体。几种材料活塞销的热处理工艺见表18-130。
活塞销渗碳淬火后的表层组织为细针状马氏体,不允许有粗的或连续游离碳化物网,心部为板条马氏体加铁素体。同一销的表面硬度差不超过3HRC,心部硬度为24~25HRC。
表18-130 几种材料活塞销的热处理工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。