



1.服役条件和失效方式
活塞环在高温、高压的燃气介质中往复运动,在润滑不良的条件下,与气缸套发生激烈的摩擦。随着发动机性能指标的不断提高,压缩比及转速也相应提高,活塞环的工作条件更为恶劣。
活塞环的主要失效方式是磨损、擦伤和疲劳折断。
2.材料及技术要求
制造活塞环的材料应在高温下保持足够的强度和弹性,具有一定的耐磨性和较小的摩擦因数,并有一定的韧性、耐疲劳折断能力和良好的抗燃气腐蚀能力。
目前活塞环材料普遍采用灰铸铁和合金铸铁,也采用高碳钢、弹簧钢、球墨铸铁和球光体可锻铸铁等。生产中最常用的是铬合金铸铁和钨合金铸铁,加入Mo、V、Ti等合金元素可以提高热稳定性、耐磨性和细化晶粒。球墨铸铁环具有高的强度、弹性和抗折断能力,特别适合于要求高载荷、高速运行的发动机,不足之处是抗擦伤能力和减摩性稍差。钢带组合油环强度高,抗折断能力强,可以承受较高的应力并减轻环的重量,其材料一般采用T8和65Mn钢。
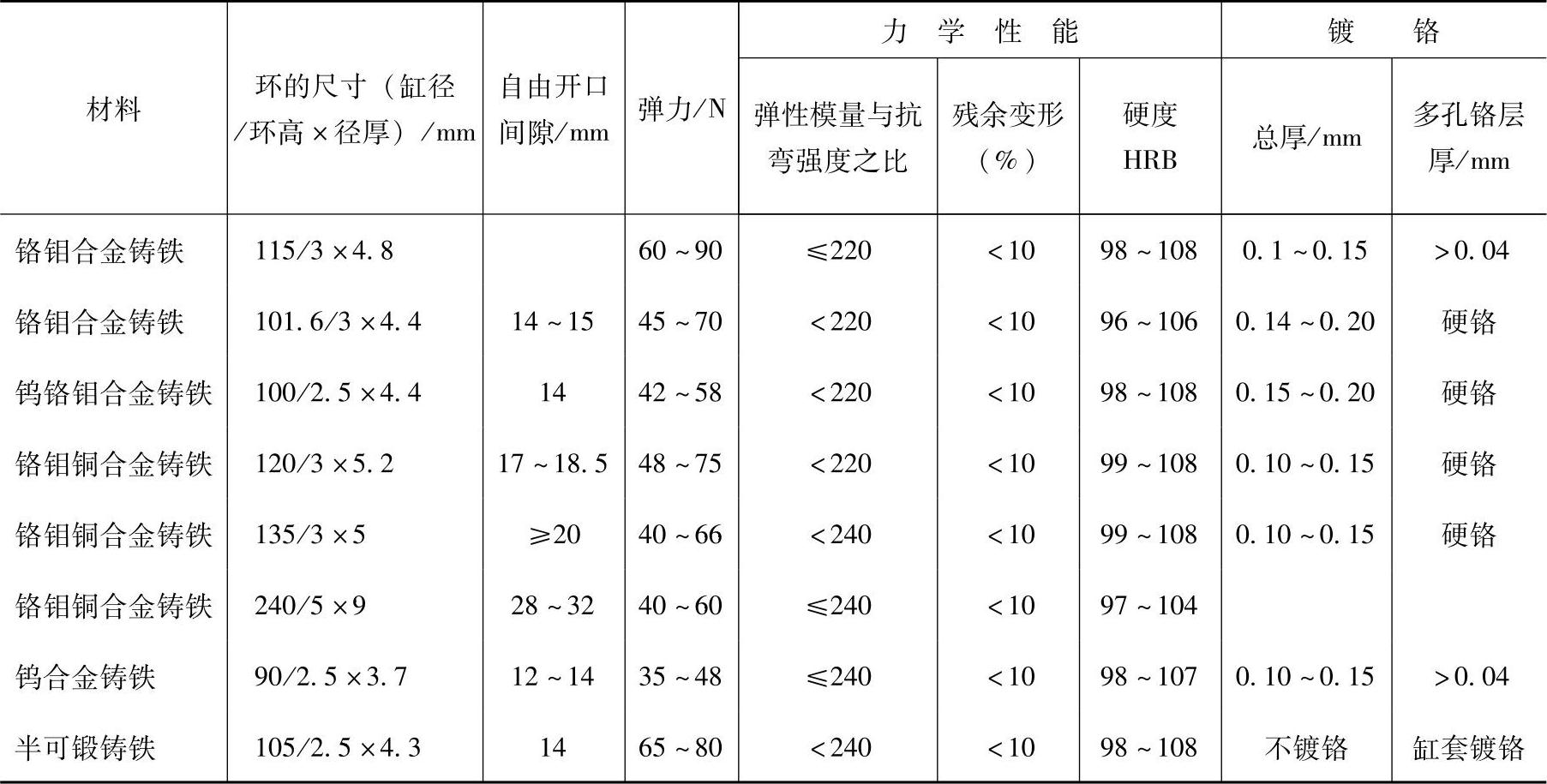
表18-121列出了内燃机活塞环基本的材料规格。表18-122列出了几种铸铁活塞环材料的性能比较,表18-123列出了几种发动机第一道压缩环的技术要求。
表18-121 内燃机活塞环基本的材料规格
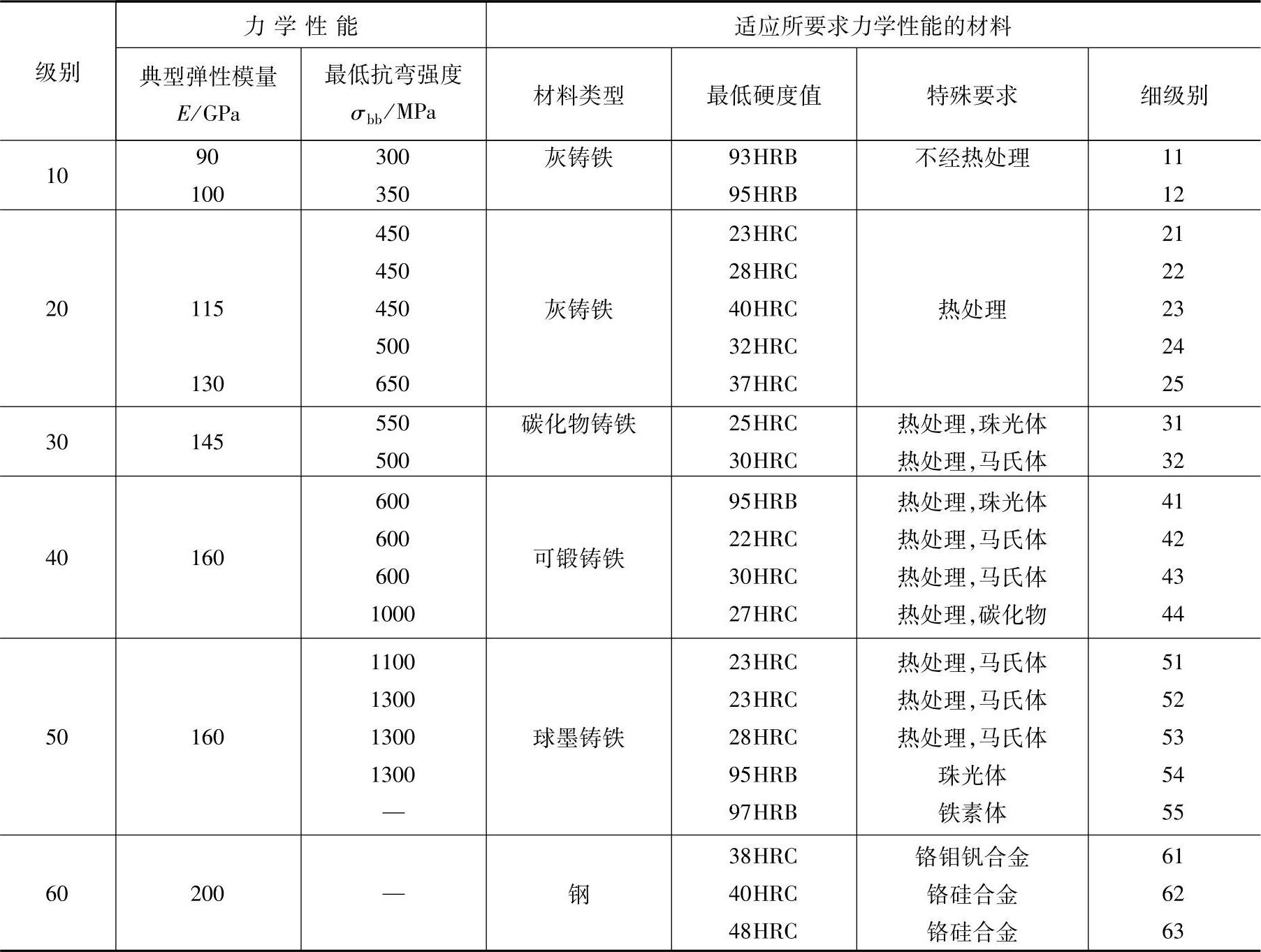
注:1.硬度值是三个测量点(开口、离开口90°和180°处各一点)的平均值,HRB和HRC硬度试验按GB/T 230.2—2002和GB/T 230.3—2002的规定进行。
2.采用HRB和HRC的硬度测量法受活塞环几何形状和材料的限制,所以硬度值仅适用于各个细级别规定的材料。其他硬度测量法和其相当值均由供需双方协商决定。
3.级别60所列材料特殊要求属推荐性。ISO 6621—3:2000无本条内容。
表18-122 几种铸铁活塞环材料的性能比较
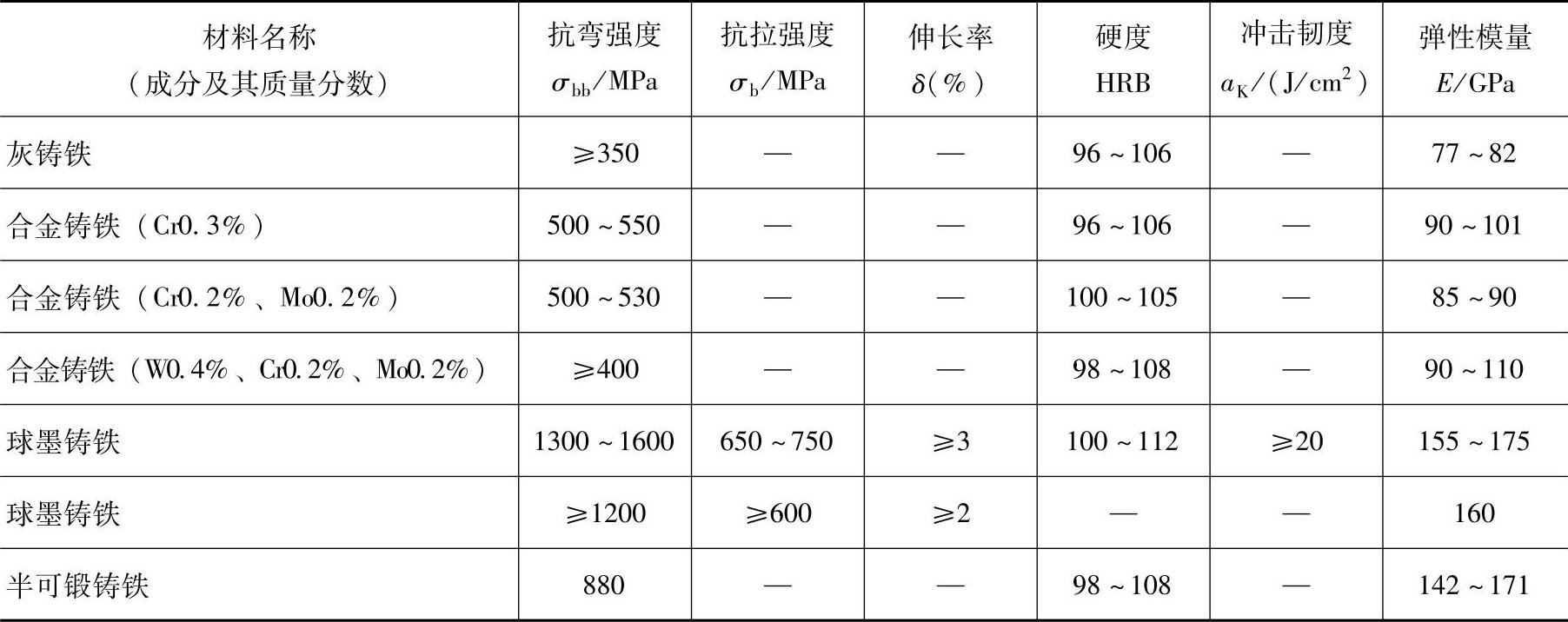
表18-123 几种发动机第一道活塞环的技术要求(https://www.xing528.com)
3.热处理工艺
(1)去应力退火 仿形加工成椭圆形的活塞环,在粗磨两端后进行去应力退火,以消除铸造和机加工应力。去应力退火工艺为550℃保温1.5h。
(2)热定形 筒体铸造正圆形半成品环必须进行热定形处理,使活塞环在工作状态时有恰当的弹力。热定形前将开口的环装卡,将环撑开成一定的开口间隙。铸铁活塞环的热定形温度通常为600~620℃,保温时间随环的尺寸加大而适当延长,一般为45~80min。
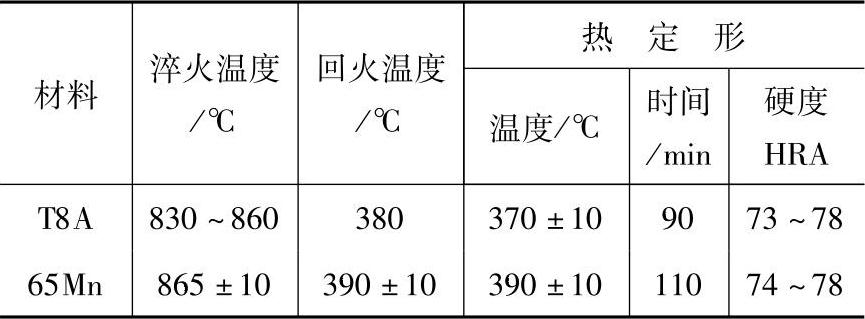
(3)钢带环的热处理 钢带环采用淬火、回火和热定形处理,其工艺规范见表18-124。
表18-124 钢带环热处理工艺规范
(4)球墨铸铁环的淬火、回火 球墨铸铁环淬火时将环重叠并在夹具上压紧,加热温度为880~900℃,保温40~60min,油冷。回火工艺为500~600℃保温90~120min。
4.表面处理
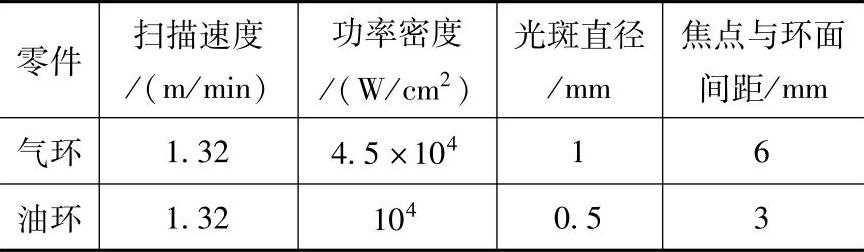
活塞环表面处理的目的是提高耐磨性、耐热性,改善与气缸壁的磨合性能。通常在压缩环的工作面上镀铬、喷涂钼或进行激光处理。油环一般镀锡或进行磷化处理。表18-125列出了各种表面处理的工艺和性能,表18-126列出了直径207mm活塞环激光热处理工艺参数。
表18-125 表面处理及其性能特点
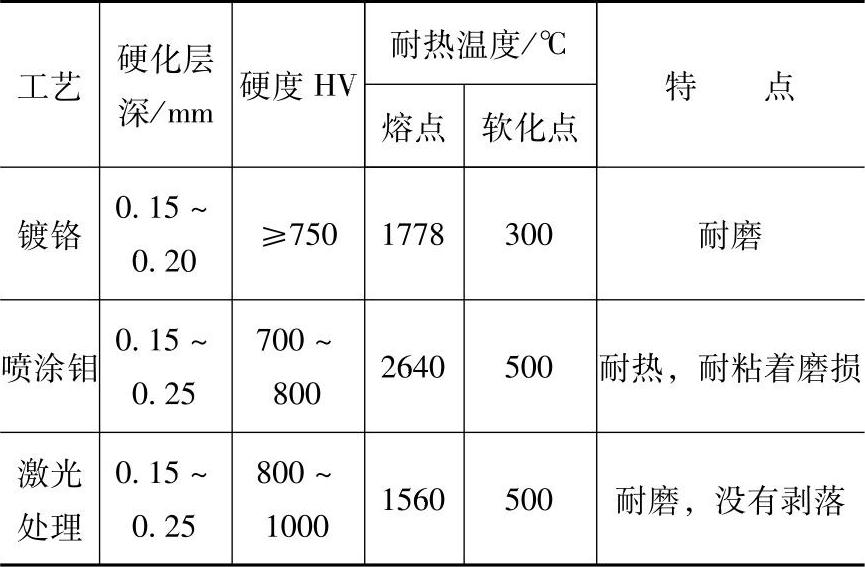
表18-126 直径207mm活塞环激光热处理工艺参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。